
Чтобы измерить подшипник, фиксируют три размера в миллиметрах: внутренний диаметр (диаметр отверстия, d), наружный диаметр (D) и ширину (B для радиальных подшипников или T для конических). По этим трём числам и типу подшипника можно идентифицировать практически любой стандартный подшипник качения, выпускаемый сегодня. Присоединительные размеры регламентируются стандартами ISO 15 для радиальных подшипников и ISO 355 для метрических конических роликовых подшипников.
В этом руководстве разобраны процедура измерения, необходимый инструмент, типичные ошибки, из-за которых заказчики получают не тот подшипник на замену, и способ перекрёстной проверки измерений по нанесённому на подшипник обозначению.
Ключевые тезисы
- Любой стандартный подшипник определяется тремя размерами: диаметр отверстия (d), наружный диаметр (D) и ширина (B или T).
- Для номинальных размеров достаточно цифрового штангенциркуля; когда важна точность, применяют микрометр (допуск отверстия для подшипника класса P0 по ISO 492 обычно составляет лишь несколько микрометров).
- Последние две цифры большинства обозначений подшипников кодируют диаметр отверстия в миллиметрах по системе ISO 15 — это быстрый способ проверить физическое измерение.
- Измерять следует только при комнатной температуре; температурное расширение подшипниковой стали составляет около 11–12 μm на метр на °C, чего достаточно, чтобы прецизионный подшипник вышел за поле допуска при измерении в нагретом состоянии.
- Для конических роликовых подшипников используется T (общая монтажная ширина), а не B, так как наружное и внутреннее кольцо разделимы.
Что такое три основных размера подшипника?
Любой стандартный подшипник качения определяется тремя присоединительными размерами в миллиметрах: диаметр отверстия, наружный диаметр и ширина. Именно эти три числа кодифицирует стандарт присоединительных размеров ISO 15, и именно они указаны в шапке каждой страницы каталога у всех ведущих производителей (SKF, NSK, Schaeffler/FAG, NTN, Timken).
- Внутренний диаметр (диаметр отверстия, d): диаметр отверстия, насаживаемого на вал. Это самый важный размер, поскольку он задаёт посадку на вал.
- Наружный диаметр (D): диаметр наружной поверхности подшипника, входящего в посадочное отверстие корпуса.
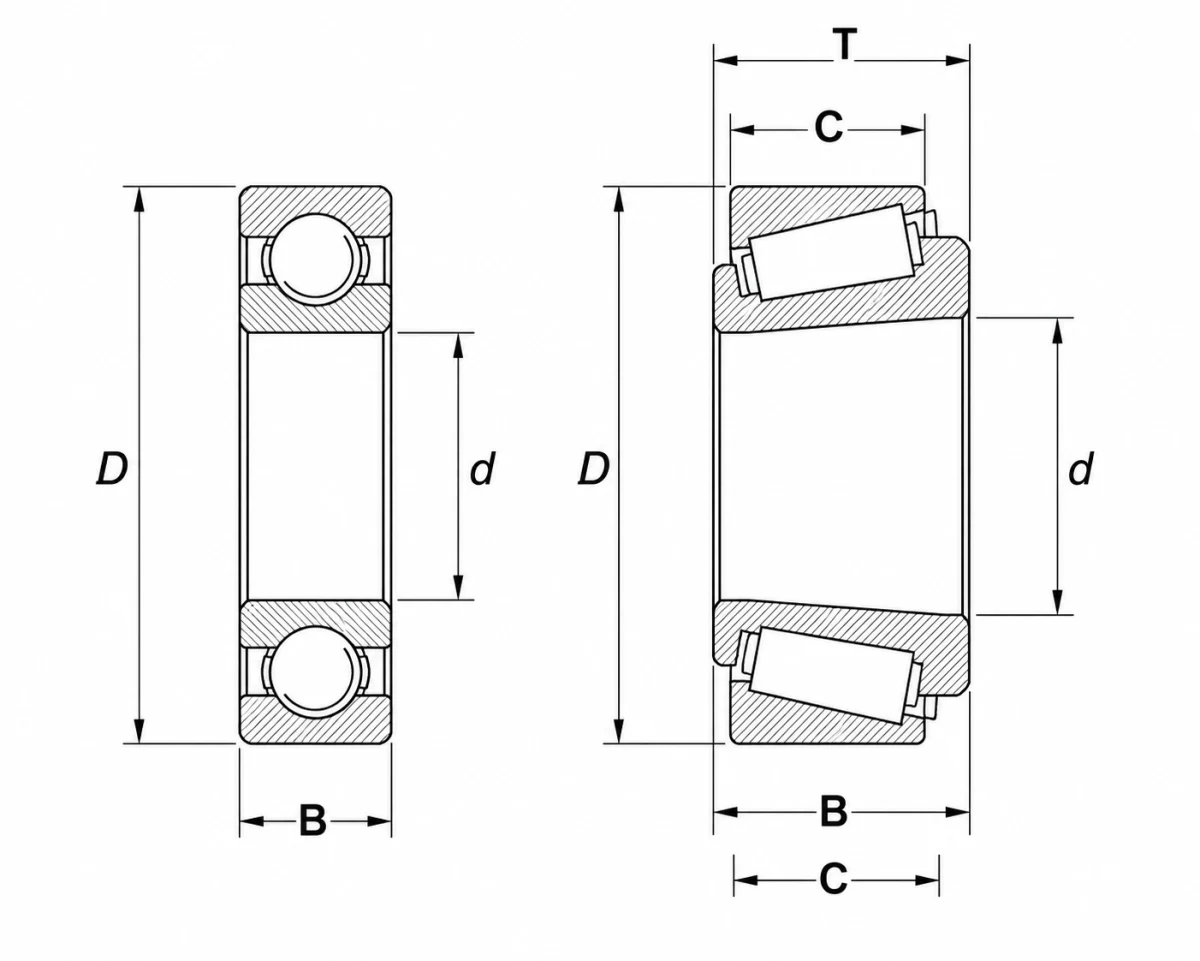
- Ширина (B): для радиальных подшипников — осевая толщина подшипника, измеренная между двумя торцевыми поверхностями.
Для конических роликовых подшипников геометрия иная, и обозначения соответственно меняются:
- T — общая монтажная ширина (наружное кольцо + внутреннее кольцо + ролики в сборе).
- B — ширина только внутреннего кольца (конуса).
- C — ширина только наружного кольца (чашки).
Это различие важно, поскольку наружное и внутреннее кольцо конического роликового подшипника поставляются как разъёмные компоненты: измерение только внутреннего кольца и подача его ширины как ширины подшипника является одной из самых частых ошибок при заказе. О том, почему такая геометрия существует, см. наше руководство «Конические и цилиндрические роликовые подшипники».
Какой инструмент нужен для измерения подшипника?
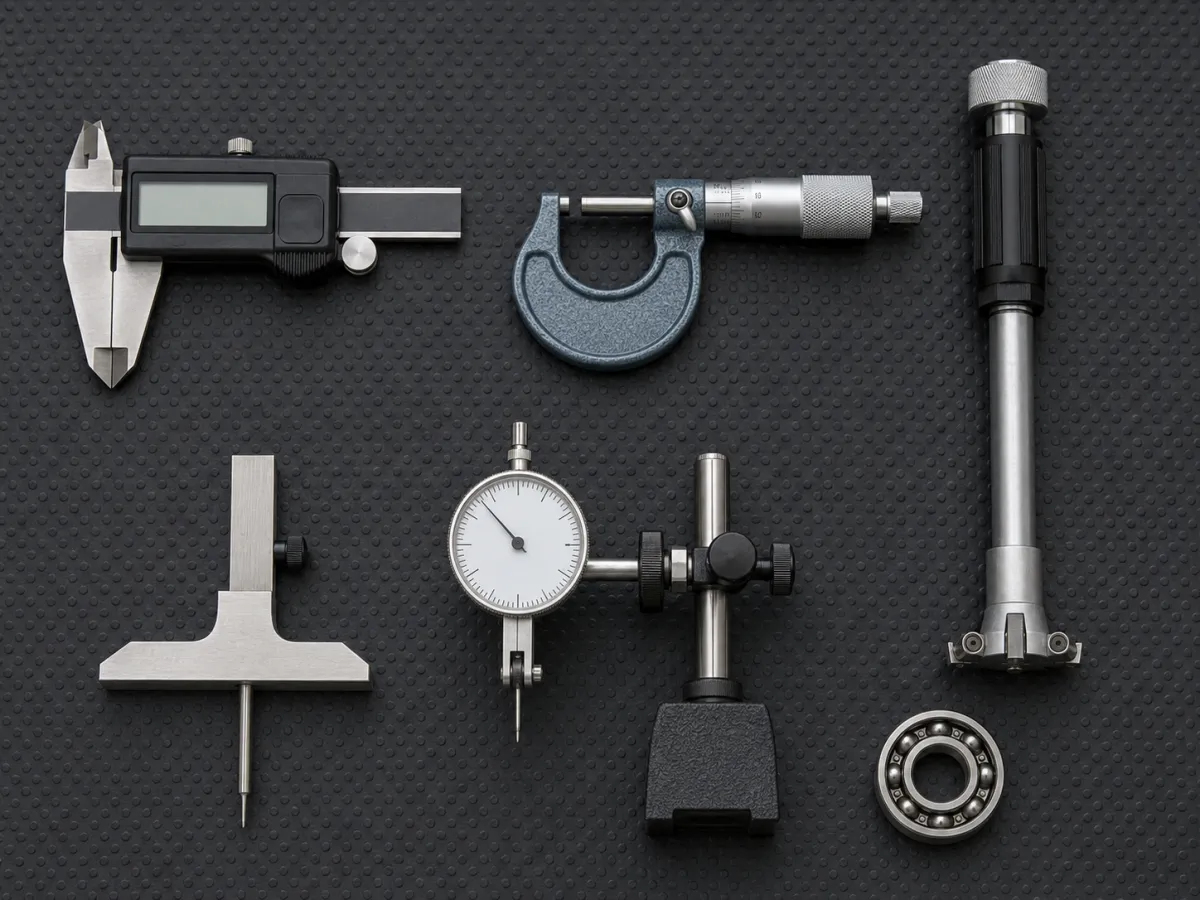
Для большинства задач замены и контроля три измерительных инструмента покрывают примерно 95 % случаев. Выбор зависит от требуемого допуска и габарита подшипника.
| Инструмент | Когда применять | Типичная разрешающая способность |
|---|---|---|
| Цифровой штангенциркуль (0–150 mm) | Стандартные радиальные подшипники с наружным диаметром до ~140 mm | 0.01 mm |
| Цифровой штангенциркуль (0–300 mm) | Подшипники большего размера, корпусные узлы, подшипниковые опоры | 0.01 mm |
| Микрометр для наружных / внутренних измерений | Прецизионные подшипники (P5, P4, P2 по ISO 492) | 0.001 mm |
| Нутромер или трёхточечный внутренний микрометр | Отверстия внутренних колец более 50 mm, где точность штангенциркуля падает | 0.001 mm |
| Глубиномер или штанга глубиномера | Ширина B и ширины конического подшипника T, B, C | 0.01 mm |
Стандартного цифрового штангенциркуля достаточно для определения номинального размера. Если речь об осмотре прецизионного шпиндельного подшипника или о поиске причины проблемы с посадкой, штангенциркуль не подойдёт: допуск отверстия для класса P0 по ISO 492 обычно составляет лишь +0/-8 μm до +0/-15 μm в зависимости от размера, что значительно ниже разрешающей способности штангенциркуля.
Всегда измеряйте при комнатной температуре (20 °C / 68 °F) — это эталонная температура для допусков подшипников по ISO и ABMA. Подшипниковая сталь расширяется примерно на 11–12 μm на метр на °C: линейный коэффициент температурного расширения для сквозьзакалённой подшипниковой стали типа AISI 52100 / ШХ15 (GCr15) составляет ≈ 11.5 × 10⁻⁶ /°C (AZoM). Отверстие диаметром 100 mm, измеренное при 30 °C, окажется примерно на 12 μm больше, чем тот же подшипник при 20 °C, — этого достаточно, чтобы исказить прецизионную проверку.
Как измерить подшипник: пошаговая инструкция
В приведённой ниже процедуре предполагается, что подшипник снят с машины, очищен от смазки и грязи и доведён до комнатной температуры. Если подшипник всё ещё запрессован на валу, можно измерить наружный диаметр и ширину, но не диаметр отверстия.
Шаг 1 — Очистка подшипника
Удалите всю смазку и загрязнения безворсовой салфеткой. Частицы, попавшие под губки штангенциркуля или между отверстием и наконечниками калибра, дают погрешность 50 μm и более. Для сильно загрязнённых подшипников используйте обезжириватель или керосиновую ванну, после чего тщательно высушите. Никогда не измеряйте подшипник, нагретый после работы.
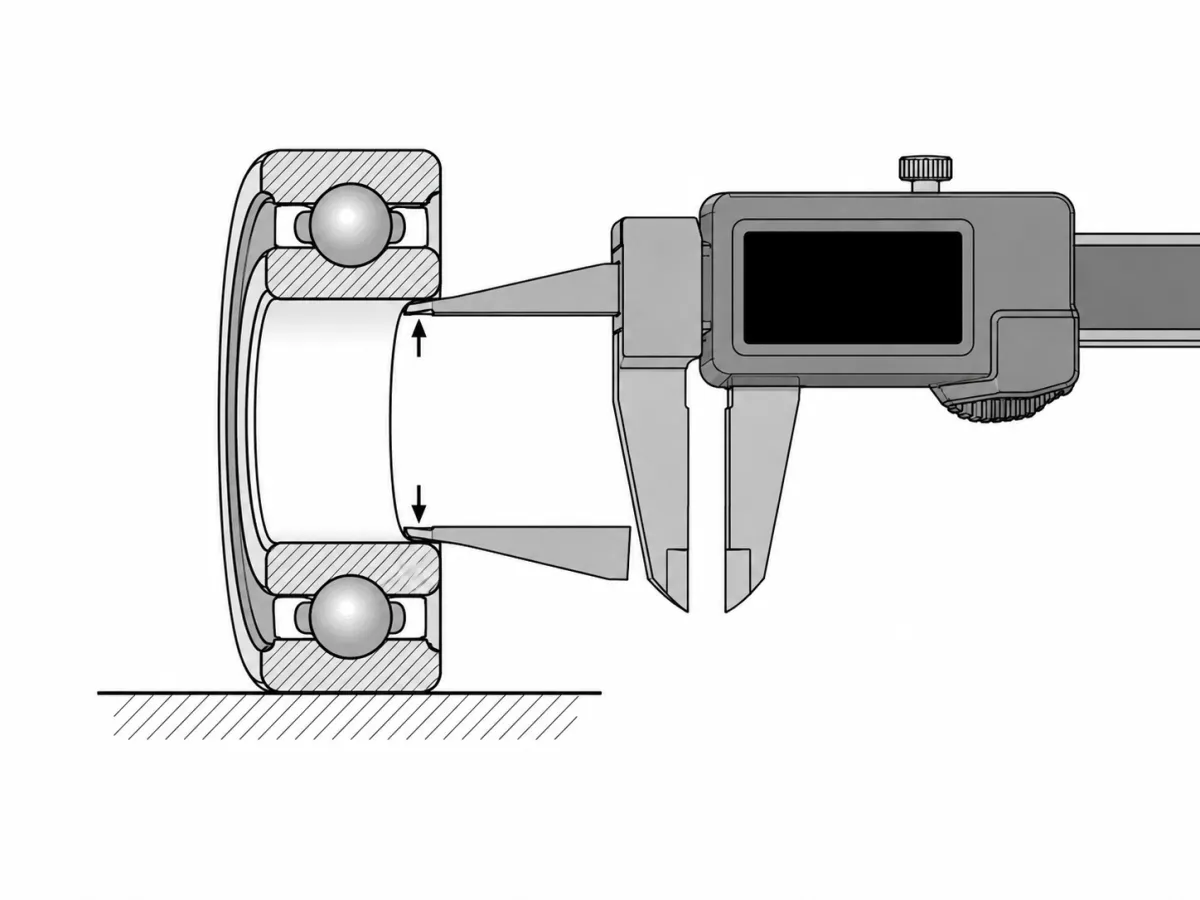
Шаг 2 — Измерение внутреннего диаметра (d)
Раздвиньте губки штангенциркуля и введите наконечники для внутренних измерений в отверстие. Слегка покачивайте штангенциркуль, чтобы найти максимальное показание; это и есть истинный диаметр в данной ориентации. Выполните три измерения примерно с интервалом 120°, чтобы выявить отклонение от круглости, и зафиксируйте как максимальное, так и минимальное значение.
Для стандартного отверстия внутреннего кольца ISO 492 задаёт верхнее отклонение, равное нулю, и отрицательное нижнее отклонение. Иными словами, отверстие может быть только меньше номинала, но не больше. Для контроля приёмки наибольший измеренный диаметр не должен превышать номинальный диаметр отверстия, а наименьший не должен опускаться ниже нижнего предела допуска. Для быстрой проверки по верхнему пределу записывайте наибольшее из трёх показаний, а не наименьшее.
Для подшипников с диаметром отверстия более примерно 50 mm цифровой штангенциркуль начинает терять точность из-за прогиба губок. Переходите на внутренний микрометр или трёхточечный нутромер для всего, что больше, либо для любого подшипника прецизионного класса.
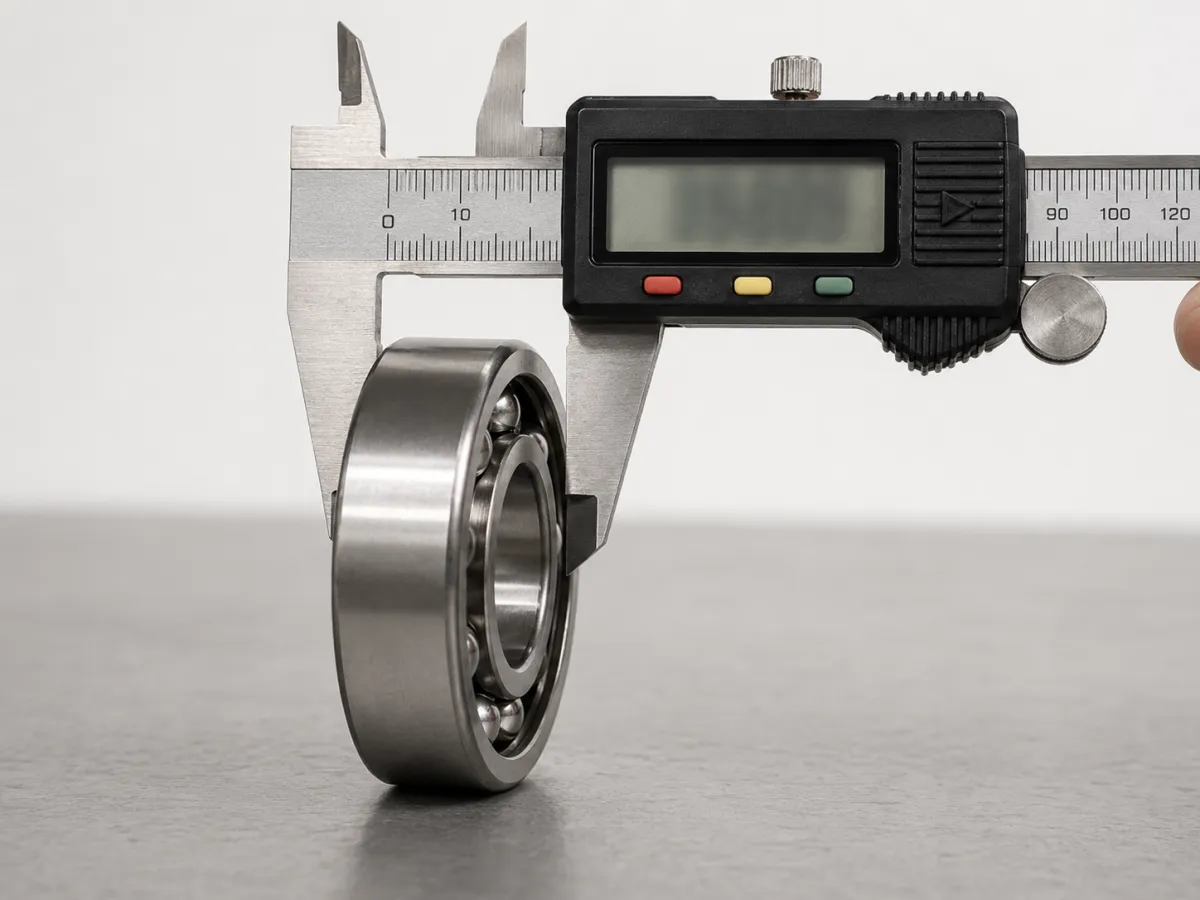
Шаг 3 — Измерение наружного диаметра (D)
Используйте наружные (губочные) измерительные поверхности штангенциркуля. Снова выполните измерения в трёх точках по окружности с интервалом 120° и усредните их. Наружное кольцо обычно проще всего измерить точно, так как оно полностью доступно и ничем не перекрыто.
Шаг 4 — Измерение ширины (B или T)
Установите подшипник на ровную поверхность и используйте штангу глубиномера или измерительные поверхности штангенциркуля по двум торцевым плоскостям. Для радиального шарикоподшипника или цилиндрического роликового подшипника так непосредственно получают B.
Для конического роликового подшипника необходимо определить, какую именно ширину вы измеряете:
- Если наружное и внутреннее кольцо собраны вместе с роликами, вы измеряете общую ширину T.
- Если измеряется только внутреннее кольцо (отдельно), вы измеряете B.
- Если измеряется только наружное кольцо, вы измеряете C.
В каталогах для конических подшипников приводятся все три размера; для целей замены ориентироваться нужно на T (или присоединительные размеры d × D × T).
Шаг 5 — Перекрёстная проверка по обозначению подшипника
Перед заказом замены расшифруйте обозначение подшипника, нанесённое на наружном кольце (подробнее в следующем разделе). Последние две цифры большинства метрических обозначений подшипников кодируют диаметр отверстия, поэтому быстрая сверка показывает, верно ли выполнено физическое измерение. Если на маркировке указан диаметр отверстия 30 mm, а штангенциркуль показывает 29.7 mm, что-то не так. Подшипник может быть нестандартным, сильно изношенным, либо измерение выполнено неверно. Разберитесь с этим до заказа.
Как читать обозначение подшипника, чтобы определить размер?
Большинство метрических подшипников качения кодируют диаметр отверстия непосредственно в последних двух цифрах обозначения по системе ISO 15. Это самый быстрый способ идентифицировать подшипник вообще без инструмента — при условии, что маркировка ещё читается.
Правило кода диаметра отверстия (последние две цифры базового обозначения):
| Код отверстия | Диаметр отверстия (mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04 и выше | код × 5 |
Так, подшипник с маркировкой 6204 имеет диаметр отверстия 20 mm (04 × 5). Подшипник с маркировкой 6206 — 30 mm (06 × 5). Подшипник с маркировкой 22220 — это сферический роликовый подшипник с диаметром отверстия 100 mm (20 × 5).

Исключения из правила кода отверстия
У правила есть исключения:
- Диаметры отверстия менее 10 mm указываются явно (например, 608 = диаметр отверстия 8 mm).
- Диаметры отверстия 500 mm и более записываются полностью с косой чертой (например, 6/500 = диаметр отверстия 500 mm).
- Подшипники дюймовой серии (характерны для конических роликовых подшипников системы Timken) используют совершенно иную систему кодирования, основанную на номерах базовых серий, и не подчиняются приведённому миллиметровому правилу.
Остальные цифры обозначения сообщают серию и тип подшипника. Например, в 6206:
- 6 = тип подшипника (радиальный шарикоподшипник, однорядный).
- 2 = серия размеров (соотношения ширины и наружного диаметра по ISO 15).
- 06 = код отверстия → диаметр отверстия 30 mm.
Именно поэтому опытный закупщик, прочитав обозначение подшипника вслух, сразу понимает, тот ли это размер, ещё до того, как возьмёт подшипник в руки. Подробнее о типах подшипников, которым присваиваются такие обозначения, см. «Различные виды подшипников».
Типичные ошибки при измерении подшипников
Это те виды ошибок, которые мы чаще всего наблюдаем, когда заказчики присылают нам размеры для подбора аналога. Каждая из них уже стоила реальному клиенту повторного заказа или установки подшипника не той спецификации.
Что мы видим в нашем почтовом ящике для перекрёстных запросов. Из примерно 200 последних запросов на измерения, обработанных нашей технической группой в начале 2026 года, ошибка «фаска вместо цилиндрической поверхности» (пункт №6 ниже) сформировала самый крупный кластер писем «неправильное измерение»: губки штангенциркуля упирались в фаску у торца наружного кольца, в результате наружный диаметр у подшипников с D от 50 до 120 mm был на 0,3–0,6 mm больше истинного. Вторая по частоте ошибка — путаница между шириной конуса и общей шириной у конических подшипников (пункт №2), почти всегда при замене ступичных подшипников автомобиля, когда оригинальный конус оставался в ступице, а на проверку присылали только чашку.
1. Принятие изношенного подшипника за номинальный размер. Подшипник, отработавший годы, может иметь отверстие, увеличенное от износа на 50–200 μm. Всегда сверяйтесь с нанесённым обозначением подшипника, а не принимайте изношенный размер за исходный.
2. Путаница между B и T у конических роликовых подшипников. Указание ширины внутреннего кольца B как ширины подшипника T приводит к заказу замены, слишком узкой для корпуса. Всегда измеряйте подшипник в сборе с наружным и внутренним кольцом для получения T, либо берите T из каталога после определения базового обозначения.
3. Измерение в нагретом состоянии. Подшипник, снятый с машины, работающей при 70 °C, на размере 100 mm покажет примерно на 50 μm больше, чем тот же подшипник при комнатной температуре. Дождитесь его остывания перед прецизионными измерениями.
4. Использование изношенного или непроверенного штангенциркуля. Перед прецизионной работой проверяйте нуль штангенциркуля по концевой мере или известному эталону. Несведённый штангенциркуль может давать погрешность 50 μm и больше, даже когда цифровое показание выглядит уверенно.
5. Пренебрежение классом точности. Два подшипника с одинаковыми номинальными размерами могут иметь совершенно разные классы точности по ISO 492: P0 (нормальный), P6, P5, P4, P2, в порядке возрастания точности. Высокоскоростной шпиндель, требующий P4, нельзя заменить на подшипник P0 того же номинала. Суффикс класса точности входит в полное обозначение (например, 7008 CDGA/P4A — это радиально-упорный подшипник класса P4).
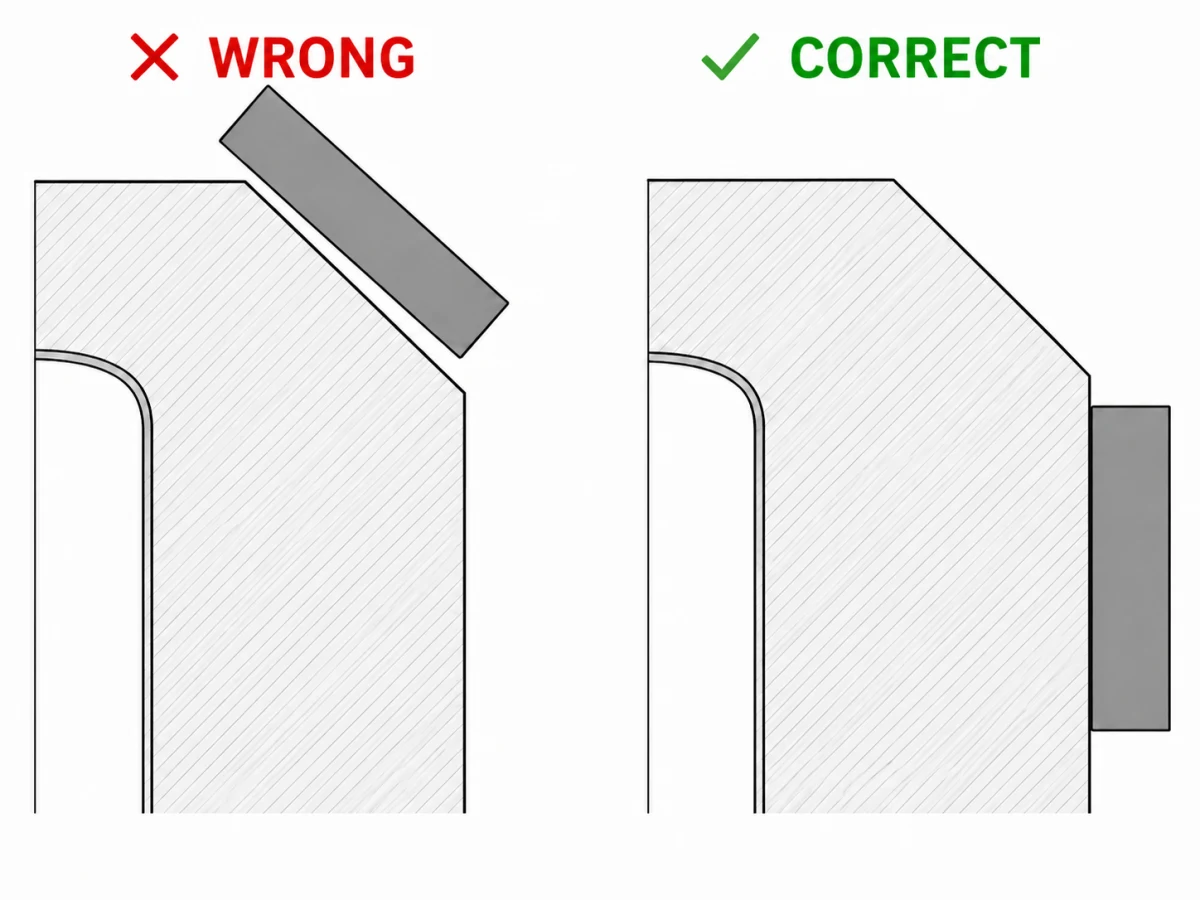
6. Измерение фаски вместо отверстия или наружного диаметра. Кольца подшипника имеют небольшие фаски (определяемые ISO 582) на каждой кромке. Если губка штангенциркуля упирается в фаску, а не в цилиндрическую поверхность, показание будет больше истинного диаметра отверстия (фаска расширяется к торцу) или меньше истинного наружного диаметра (фаска сужает кольцо к торцу), обычно на 0.1–1 mm в зависимости от размера подшипника. Всегда устанавливайте губки на цилиндрическую поверхность со стороны дорожки качения, а не на скошенную кромку.
7. Измерение радиального зазора штангенциркулем. Радиальный внутренний зазор (свобода радиального перемещения внутреннего кольца относительно наружного) измеряют щупами или специализированными калибрами зазора, а не штангенциркулем. Стандартные значения зазора для различных типов подшипников определены в ISO 5753-1.
Что делать, если обозначение подшипника не читается?
Если нанесённое обозначение стёрлось, корродировано или закрашено, придётся опираться только на физические измерения. Снимите все три присоединительных размера (d, D, B или T), определите тип тел качения, если они видны (шарик, цилиндрический ролик, конический ролик, сферический ролик, игольчатый ролик), посчитайте число рядов и зафиксируйте все характерные особенности (уплотнение, защитная шайба, проточка под стопорное кольцо, фланец на наружном кольце).
Когда техническая команда ANDE проходит этот процесс с заказчиком, такие исходные данные обычно сужают перечень кандидатов до нескольких обозначений — нередко всего до двух-трёх. Прикладной контекст сужает список ещё больше: если подшипник снят с прокатного стана, бумагоделательной машины или главного вала ветрогенератора, это почти наверняка сферический роликовый подшипник, цилиндрический роликовый подшипник или конический роликовый подшипник.
Для очень старых или нестандартных подшипников (унаследованные обозначения по советскому ГОСТ, устаревшие дюймовые серии, специальные узлы с OEM-кодировкой) единственным способом подтвердить деталь часто оказывается перекрёстная проверка по каталогу производителя. ANDE Bearing ведёт справочные таблицы соответствия для SKF, NSK, FAG, Timken и других ведущих брендов — если у вас есть размеры, но нет читаемого обозначения, обычно быстрее отправить размеры техническому специалисту, чем гадать.
Классы точности подшипников: краткий обзор
При работе по замене номинальный размер — лишь половина дела; класс точности определяет, насколько плотно подшипник сядет на вал и в корпус. Поле допуска по диаметру отверстия сужается примерно вчетверо от P0 к P2, а таблица и график ниже сводят классы ISO 492 и их соответствия по ABEC (таблицы допусков NSK).

| Класс по ISO 492 | Эквивалент по ABMA | Типичное применение |
|---|---|---|
| Нормальный (P0) | ABEC 1 | Общепромышленные применения, редукторы, электродвигатели |
| P6 | ABEC 3 | Прецизионные редукторы, подачи металлорежущих станков |
| P5 | ABEC 5 | Шпиндели металлорежущих станков, приборные подшипники |
| P4 | ABEC 7 | Высокоскоростные шпиндели, прецизионные насосы |
| P2 | ABEC 9 | Сверхвысокоточные шпиндели, гироскопы |
Более высокий класс точности означает более жёсткие допуски на диаметр отверстия, наружный диаметр, ширину, биение и форму дорожек качения. Стоимость существенно растёт с каждой ступенью: шпиндельный подшипник P4 обычно стоит в 3–10 раз дороже эквивалентного P0.
FAQ
В: Как измерить подшипник, не снимая его с вала?
Штангенциркулем можно измерить наружный диаметр и общую ширину, пока подшипник установлен, но непосредственно измерить диаметр отверстия не получится. Самый надёжный обходной путь — прочитать обозначение подшипника, нанесённое на наружном кольце, и расшифровать диаметр отверстия по последним двум цифрам в соответствии с ISO 15. Если маркировка нечитаема, может потребоваться снять подшипник или использовать эндоскоп, чтобы прочитать маркировку на внутреннем кольце.
В: Как измерить конический роликовый подшипник?
Измерьте диаметр отверстия d внутреннего кольца, наружный диаметр D наружного кольца и общую монтажную ширину T при собранных вместе наружном и внутреннем кольце, как в рабочем положении. В каталогах всегда указываются T, B (ширина внутреннего кольца) и C (ширина наружного кольца) по отдельности, так как компоненты разделимы. Для заказа обычно нужно подбирать T вместе с d и D.
В: В каких единицах измеряются размеры подшипников?
Стандартные подшипники по ISO и DIN имеют размеры в миллиметрах. Подшипники дюймовой серии — чаще всего конические роликовые подшипники с обозначениями Timken, применяемые в североамериканском автопроме и тяжёлой технике, — имеют размеры в дюймах. Перед заказом всегда уточняйте систему единиц, особенно для подшипников, поставляемых на технику, изначально спроектированную в дюймах.
В: Какая точность измерения нужна?
Для идентификации стандартного подшипника класса P0 под замену обычно достаточно ±0.1 mm: шаг размеров в каталоге ISO 15 достаточно велик, чтобы погрешность 0.1 mm редко приводила к неверному выбору. Для контроля прецизионного шпиндельного подшипника или проверки посадок на валу и в корпусе нужна микрометрическая точность (±1 μm) и помещение с контролируемой температурой.
В: Можно ли измерить грузоподъёмность или ресурс подшипника?
Нет, эти величины рассчитываются, а не измеряются. Динамическая и статическая грузоподъёмность (C и C₀) выводятся из геометрии и свойств материала подшипника по ISO 76 (статическая) и ISO 281 (динамическая). Ресурс рассчитывается по формуле L₁₀: L₁₀ = (C/P)ᵖ млн оборотов, где p = 3 для шарикоподшипников и p = 10/3 для роликоподшипников. Используется каталожное значение C; определить его по показаниям штангенциркуля невозможно.
Заключение
Измерение подшипника — это работа на пять минут, как только вы знаете три размера: диаметр отверстия, наружный диаметр и ширину, — и какой инструмент подходит для задачи. Для рутинной замены обычно достаточно цифрового штангенциркуля и обозначения, нанесённого на наружном кольце; правило кода отверстия по ISO 15 (последние две цифры × 5 для кодов 04 и выше) позволяет за секунды перекрёстно проверить измерение.
Ловушка — прецизионная работа, где точности штангенциркуля недостаточно, а класс точности незаметно решает, подойдёт ли новый подшипник. Когда речь идёт о высокоскоростном шпинделе, прецизионном механизме подачи или о любом подшипнике с P-классом в обозначении, переходите на микрометр, работайте при комнатной температуре и проверяйте класс точности до заказа.
Если вы подбираете подшипник на замену и хотите получить второе мнение по своим измерениям до заказа, техническая команда ANDE Bearing ежедневно занимается подбором аналогов и верификацией размеров — присылайте ваши измерения и фотографии маркировки на подтверждение.
Об авторе
Jeff Li пишет о конструкции и применении подшипников для ANDE Bearing. Связаться можно в LinkedIn.


