
Одна внеплановая замена валка на стане горячей прокатки может стоить, по отраслевым нормативам обслуживания, от 50 000 до 150 000 USD упущенного выпуска. С учётом аварийного ремонта, забракованного металла и сбоев в графике последующих переделов суммарные потери от простоя достигают сотен тысяч долларов в час. Поэтому анализ отказов четырёхрядных конических роликоподшипников — не столько инженерная, сколько финансовая задача.
Четырёхрядные конические роликоподшипники — стандарт для шеек валков в черновых и промежуточных клетях. Они рассчитаны на восприятие совмещённых радиальных и осевых нагрузок, возникающих при обжатии стальных слябов в полосу при экстремальных температурах. Когда они работают штатно, прокат идёт без перебоев. Когда они выходят из строя, последствия отзываются по всему графику стана.
Для операторов стана внеплановая замена валка — это немедленная потеря производства, срыв обслуживания и давление по графику. Стандартные планы планово-предупредительного обслуживания рассчитаны на нормальные условия эксплуатации и систематически недооценивают нагрузки, которые подшипники испытывают в экстремальных тепловых циклах. Тепловое расширение, быстрое охлаждение и агрессивная вода с окалиной разрушают даже хорошо обслуживаемые узлы.
Принципиально важно понимать следующее. Отказ подшипника шейки валка стана горячей прокатки редко бывает точечным событием. Это системный процесс, в основе которого лежат деградация уплотнений, прогрессирующая несоосность и нарушение режима смазки. Повреждение развивается задолго до появления симптомов на вибромониторе или температурном тренде.
Ключевые выводы
- Отраслевые данные крупнейших производителей подшипников относят 36–54 % отказов в тяжёлой промышленности только на проблемы со смазкой (SKF — Анализ повреждений и отказов подшипников, дата обращения 2026-05; Schaeffler, Повреждения подшипников качения WL 82 102, 2023).
- Несоосность концентрирует нагрузку на одном-двух рядах четырёхрядного подшипника, многократно увеличивая контактное давление и ускоряя контактную усталость качения.
- Попадание воды через деградировавшие уплотнения вызывает характерное линейное выкрашивание, особенно в чистовых клетях с агрессивной охлаждающей водой.
- Классификация повреждений по ISO 15243:2017 превращает реактивные разборки в структурированный поиск первопричин.
- Целостность уплотнений, контроль соосности и термокомпенсированный подбор смазки — три самые эффективные меры предотвращения отказов.
Какие виды отказов четырёхрядных конических роликоподшипников встречаются чаще всего?
Отраслевые данные SKF и Schaeffler относят 36–54 % отказов подшипников в тяжёлой промышленности на проблемы со смазкой (SKF — Анализ повреждений и отказов подшипников, дата обращения 2026-05; Schaeffler, Повреждения подшипников качения WL 82 102, 2023). Контактная усталость качения, несоосность, попадание воды и загрязнение составляют большую часть остальных случаев. Пять видов отказов ниже охватывают типовые картины, которые мы наиболее часто наблюдаем на возвращённых подшипниках шеек валков.
1. Контактная усталость качения и выкрашивание
При исследовании отказов четырёхрядных конических подшипников на станах горячей прокатки контактная усталость качения (RCF) — один из самых распространённых видов повреждений в высоконагруженных подшипниках шеек валков.
Что такое контактная усталость качения на практике? RCF возникает, когда повторяющиеся циклы напряжения между роликами и дорожками качения превышают предел выносливости материала. Каждый оборот вносит микроимпульс напряжения. Под высокими радиальными и осевыми нагрузками за миллионы циклов в подповерхностном слое зарождаются микротрещины. Они часто остаются незаметными, пока повреждение не зашло достаточно далеко. В четырёхрядных конструкциях это повреждение распределяется по рядам неравномерно. Именно эта асимметрия затрудняет раннее обнаружение.
Развитие повреждения предсказуемо. Микротрещины распространяются под циклической нагрузкой, объединяются и выходят на поверхность. Результат — выкрашивание: отслоение фрагментов материала дорожки качения, которые загрязняют смазку и ускоряют дальнейшие повреждения по принципу разрушительной обратной связи.
Отраслевые анализы отказов, в том числе классификация повреждений SKF, неизменно указывают RCF в качестве доминирующего типа повреждения для высоконагруженных подшипников шеек валков и тянущих валков станов горячей прокатки (SKF — Анализ повреждений и отказов подшипников, дата обращения 2026-05).
2. Несоосность и неравномерная нагрузка по рядам
Несоосность — это катализатор, превращающий нормальную усталость в преждевременный отказ. Когда рабочий валок отцентрирован неправильно, нагрузка непропорционально смещается на один-два ряда подшипника. Причиной могут быть тепловое расширение, изношенные подушки или ошибки монтажа. То, что должно равномерно распределяться по четырём рядам, концентрируется на доле фактической площади контакта.
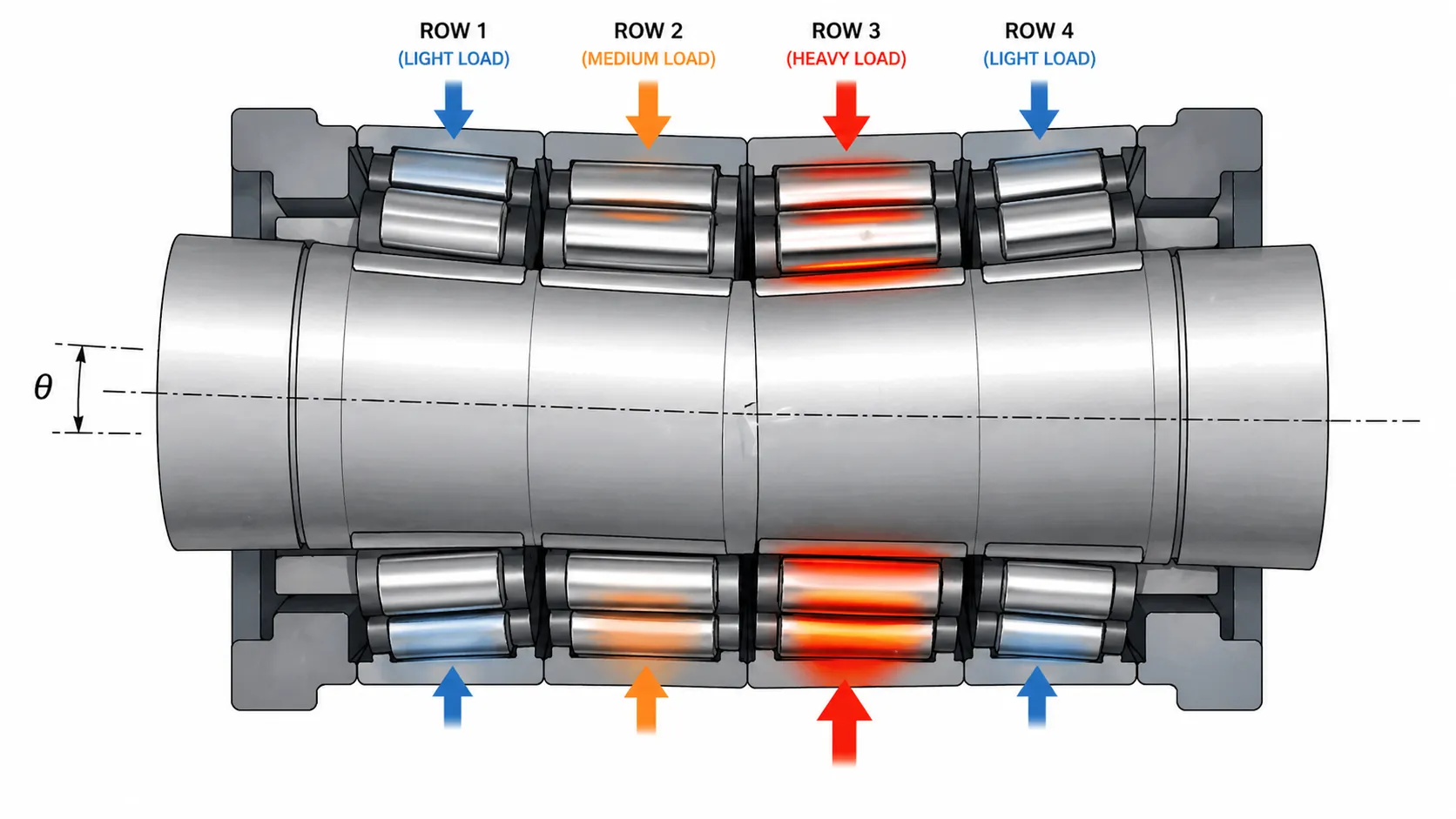
Неравномерное распределение нагрузки не только увеличивает напряжение на затронутых роликах. Оно может умножить контактное давление настолько, что ресурс подшипника резко сокращается. С точки зрения производителя подшипников, наиболее информативны те фотографии отказов, на которых видны следы нагрузки по всем четырём рядам, а не только зоны выкрашивания. Эти неравномерные следы и раскрывают истинную первопричину: качество подшипника, ошибку монтажа, износ подушки или эксплуатационную несоосность.
Подшипники тянущих валков работают в особенно жёстких условиях: высокое натяжение полосы, ударные нагрузки при заходе полосы в захват и быстрые реверсы нагрузки. Эти динамические воздействия — именно те условия, которые ускоряют цикл RCF.
3. Попадание воды и коррозионный питтинг
Из всех механизмов отказа, угрожающих четырёхрядным коническим подшипникам стана горячей прокатки, попадание воды, пожалуй, самое коварное. Оно не заявляет о себе шумом или вибрацией. Оно действует тихо, разрушая поверхности подшипника днями и неделями, прежде чем повреждение становится заметным.
Чистовые клети особенно уязвимы. Охлаждающая вода под высоким давлением подаётся непосредственно на рабочие валки для контроля температуры полосы и удержания размерных допусков. Эта агрессивная среда распыления создаёт огромную нагрузку на уплотнения шеек валков. При их износе, растрескивании или некорректной посадке вода находит путь в корпус подшипника.
Как влага превращается в повреждение металла? Как только вода попадает в подшипниковый узел, два разрушительных процесса начинаются почти одновременно:
- Коррозионное растравливание — разновидность коррозионного питтинга, вызванная образованием ржавчины на поверхностях дорожек качения и роликов. То, что начинается как микроскопическое поверхностное окисление, перерастает в видимый питтинг, нарушающий гладкую геометрию контакта, от которой зависит работа подшипника.
- Срыв масляной плёнки. Загрязнение водой снижает вязкость и несущую способность плёнки смазки или масла, разделяющей тела качения и дорожки. По данным Noria о загрязнении масла водой, всего 1 % воды в смазке способен сократить ресурс подшипников скольжения до 90 %, а несущую способность масляной плёнки в подшипниках качения вода разрушает задолго до этого порога (Noria — Загрязнение масла водой, дата обращения 2026-05).
Путь к линейному выкрашиванию. Питтинг и коррозионное растравливание создают точки концентрации напряжений вдоль дорожки качения. Под повторяющимися циклами нагружения при обычной работе стана эти точки развиваются в характерные линейные следы выкрашивания. Их часто ошибочно относят к усталостным повреждениям, не доходя до истинной первопричины — загрязнения водой. По данным отраслевого анализа, попадание воды через повреждённые уплотнения — один из ведущих факторов сокращения ресурса четырёхрядных конических узлов чистовых клетей.
Чтобы предотвратить повторные отказы четырёхрядных конических подшипников на металлургических предприятиях, контроль состояния уплотнений необходимо вести с той же серьёзностью, что и осмотр самих подшипников. Отказавшее уплотнение — это уже развивающийся отказ подшипника.
4. Срыв смазки и тепловые повреждения
Среди распространённых причин отказа конических подшипников на станах горячей прокатки недостаточная смазка — та, которую службы обслуживания чаще всего недооценивают. По данным SKF и Schaeffler, на неправильную смазку или повторную смазку приходится от 36 % до 54 % всех отказов подшипников в тяжёлой промышленности (SKF — Анализ повреждений и отказов подшипников, дата обращения 2026-05; Schaeffler, Повреждения подшипников качения WL 82 102, 2023). То есть более чем каждый третий отказ восходит к настолько контролируемым параметрам, как выбор смазки, её объём или сроки нанесения. Наше руководство по смазке подшипников подробно разбирает выбор между пластичной смазкой и маслом, количество заполнения и интервалы повторного смазывания.
Почему тепло — настоящий враг масляной плёнки? Температура подшипников растёт при непрерывной прокатке, а в чистовых клетях может расти резко. С ростом температуры вязкость смазки падает. Более тонкая плёнка означает сниженную несущую способность между телами качения и дорожками. Время от времени возникает контакт металл-металл, который генерирует тепло трения и дополнительно деградирует смазку. Цикл становится самоускоряющимся.
Уменьшение толщины плёнки — прямой предвестник катастрофического заедания. После пересечения этого теплового порога восстановить узел без вмешательства практически невозможно.
Принять адгезионный износ за абразивный — одна из самых дорогих диагностических ошибок, которую может совершить служба обслуживания стана: реакция уходит в сторону модернизации фильтрации, тогда как реальная проблема — голодание смазки.
Контрмеры, оправдавшие себя на практике:
- Высоковязкие, высокотемпературные пластичные смазки, специально предназначенные для металлургии (EP-смазки с литиевым комплексом или полимочевинными загустителями).
- Автоматизированные системы повторной смазки, подающие точные объёмы через заданные интервалы и устраняющие человеческий фактор.
- Термокомпенсированный выбор вязкости: смазка подбирается по фактической рабочей температуре, а не по условиям окружающей среды.
- Циклы промывки и пополнения, удаляющие загрязнённую смазку до того, как деградация усугубится.
Замечание из нашего производственного опыта. Избыточная смазка тоже создаёт проблемы: появляются потери на перемешивание и нагрев. Точность здесь важна не меньше, чем регулярность.
5. Загрязнение окалиной и обломками
Окалина — мелкие частицы оксида железа, неотъемлемые для горячей прокатки, — представляет постоянную абразивную угрозу. Частицы окалины, попадающие в корпус подшипника, вызывают абразивный износ с микроцарапинами по поверхностям роликов и дорожек качения. Повреждение проявляется как тусклая, матовая поверхность с направленными бороздами.
Это отличается от адгезионного износа, вызванного заеданием. Адгезионный износ показывает перенос материала между сопряжёнными поверхностями, размазывание и локальное обесцвечивание от нагрева. Их путаница ведёт к совершенно неверному корректирующему действию. Мы подчёркиваем это различие при разборе подшипников, возвращённых клиентами с металлургических заводов.
Как определить первопричину по характеру повреждений
Понимание точного механизма отказа подшипника так же важно, как и предотвращение следующего отказа. Структурированный анализ повреждений на станах горячей прокатки опирается на стандартизованные системы классификации, в том числе ISO 15243:2017, которая разделяет повреждения подшипников качения по систематическим кодам, позволяющим инженерам по обслуживанию проследить отказ до его первопричины.
Картина выкрашивания
Классическое подповерхностно-инициированное выкрашивание от контактной усталости качения проявляется как нерегулярное, кратерообразное удаление материала на дорожках качения. Глубина и распределение выкрашивания по четырём рядам показывают, была ли нагрузка распределена равномерно или сконцентрирована из-за несоосности.
Линейное выкрашивание
Линейные следы выкрашивания, идущие параллельно направлению качения, характерны для повреждений от загрязнения водой. Коррозионные питтинги, образованные коррозионным растравливанием, действуют как концентраторы напряжений и под циклической нагрузкой развиваются в эти отличительные линейные дорожки.
Коррозия и коррозионное растравливание
Окраска ржавого цвета, поверхностный питтинг и тусклые серые пятна на дорожках качения и роликах указывают на воздействие влаги. На подшипниках чистовых клетей такая картина повреждений почти всегда восходит к отказу уплотнения и попаданию охлаждающей воды.
Размазывание и адгезионный износ
Перенос материала между поверхностями роликов и дорожек, сопровождаемый цветами побежалости (синими или соломенно-жёлтыми оттенками), указывает на контакт металл-металл из-за срыва масляной плёнки. Это сигнатура голодания смазки или термического разрушения.
Неравномерные следы нагрузки
Асимметричный износ по четырём рядам — самый чёткий индикатор несоосности или износа подушки. Ищите более тяжёлые следы контакта на одном-двух рядах при минимальных следах на остальных. Для клиентов металлургических заводов повторный отказ в одной и той же клети должен запускать ревизию состояния уплотнений, журналов смазки, геометрии шейки валка и износа подушки до простой замены подшипника.

Как предотвратить отказ четырёхрядных конических роликоподшипников?
Картины повреждений, выявленные структурированным анализом, не просто диагностируют проблемы. Они напрямую подсказывают, какие меры действительно работают. Современные станы горячей прокатки применяют стратегию эшелонированной защиты, нацеленную на устранение первопричин, а не на ускоренную замену подшипников.
Повышайте целостность уплотнений
Самый значимый аппаратный сдвиг — переход к четырёхрядным коническим подшипникам с заводскими уплотнениями. Заводские уплотнения устраняют основной путь попадания воды, решая проблему загрязнения у источника, а не на последующих звеньях. На станах, работающих в агрессивной среде охлаждающей воды, состояние уплотнений необходимо проверять при каждой замене валков, а не только после отказа.
Контролируйте соосность шейки валка и подушки
Несоосность — самый частый ускоритель преждевременного отказа подшипников. Проверка должна включать:
- Измерение биения шейки валка перед монтажом подшипника.
- Осмотр отверстия подушки на износ или повреждения.
- Контроль соосности корпуса по базовым поверхностям клети стана.
- Проверку допуска на тепловое расширение для конкретной позиции клети.
Используйте высокотемпературные смазки
Смазка должна выбираться по фактической рабочей температуре в позиции подшипника, а не по условиям окружающей среды стана. В сочетании с автоматизированными системами повторной смазки, поддерживающими стабильную толщину плёнки во время непрерывных кампаний прокатки, правильный выбор смазки устраняет крупнейшую отдельную категорию предотвратимых отказов подшипников.
Ведите вибромониторинг и контроль температуры
При вибрационном анализе характерные частоты дефектов наружного кольца, внутреннего кольца, тел качения и сепаратора могут проявляться ещё до того, как видимое повреждение обнаружится при разборке. Станы, на которых внедрён непрерывный вибромониторинг на черновых и ранних чистовых клетях, способны выявлять развивающиеся дефекты до катастрофического отказа. Это раннее предупреждение и создаёт окно планирования, необходимое, чтобы избежать внеплановых остановов.
Тепловой тренд улавливает срыв смазки до того, как он перерастёт в катастрофическое выкрашивание. Внезапный рост температуры в позиции подшипника часто становится первым обнаружимым признаком разрушения плёнки.
Проводите аудит подшипников при каждой замене валков
Каждая замена валка — это возможность для осмотра. Службы обслуживания должны фиксировать:
- Визуальное состояние уплотнений и посадочных мест.
- Цвет, консистенцию и уровень загрязнения смазки.
- Видимые картины износа на доступных поверхностях дорожек качения.
- Состояние поверхности шейки валка (риски, фреттинг, коррозия).
Эти данные, накопленные за серию замен валков, формируют историю трендов, которая превращает реактивное обслуживание в прогнозную стратегию.
Что проверить перед выбором замены четырёхрядного конического роликоподшипника
Перед заменой отказавшего подшипника шейки валка службам обслуживания и снабжения следует пройтись по каждому параметру ниже. Цель — убедиться, что замена устраняет первопричину предыдущего отказа, а не только симптом.
| Параметр | Что проверять | Почему это важно |
|---|---|---|
| Номер модели подшипника | Соответствие чертежу OEM или каталогу | Обеспечивает совместимость по размерам и грузоподъёмности |
| Диаметр и допуск шейки валка | Класс измеренной посадки | Посадка отверстие/вал задаёт начальный преднатяг |
| Конструкция и состояние отверстия подушки | Поверхностный и размерный контроль | Изношенные подушки ускоряют несоосность |
| Радиальные и осевые нагрузки | Эксплуатационные нагрузки конкретной клети | Определяет выбор между цилиндрической и конической архитектурой |
| Диапазон скоростей качения | Данные графика производства | Влияет на режим смазки и конструкцию сепаратора |
| Рабочая температура | Термография позиции подшипника | Задаёт класс вязкости смазки |
| Метод смазки | Пластичная, масляно-воздушная или циркуляционная | Определяет тип уплотнения и интервалы повторной смазки |
| Конструкция и состояние уплотнения | Осмотр кромки и посадки уплотнения | Основная защита от попадания воды |
| Предыдущая картина отказа | Фотографии повреждений по всем четырём рядам | Показывает, в чём была первопричина — в подшипнике или в системе |
| Требуемый межсервисный интервал | Целевой график замены валков | Задаёт целевой расчёт ресурса L10 |
| Класс точности | Стандарт применения (P0/P6/P5) | Влияет на вибрацию и точность размеров |
| Материал и термообработка | Сквозная закалка или цементация | Критично для сред с высокими ударными нагрузками |
Подшипник, отказавший из-за несоосности, снова откажет, если заменить только его, не устранив условия несоосности. Та же логика применима к каждому параметру в этом списке.
Подробное сравнение четырёхрядных конических и цилиндрических роликоподшипников для разных позиций клетей стана см. в нашем руководстве по сравнению архитектур подшипников. Полные рекомендации по выбору, смазке и обслуживанию приведены в нашем исчерпывающем руководстве по подшипникам прокатных станов.
Часто задаваемые вопросы
В: Какой вид отказа в четырёхрядных конических роликоподшипниках встречается чаще всего?
Контактная усталость качения (RCF) последовательно идентифицируется как основной вид повреждений в исследованиях подшипников шеек валков, особенно в черновых и промежуточных клетях, несущих высокие радиальные и осевые нагрузки. RCF ускоряется, когда несоосность концентрирует нагрузку на одном-двух рядах вместо равномерного распределения по всем четырём.
В: Как попадание воды повреждает подшипники станов горячей прокатки?
Охлаждающая вода под высоким давлением в чистовых клетях атакует деградировавшие уплотнения и попадает в корпус подшипника. Внутри она вызывает коррозионное растравливание (коррозионный питтинг на дорожках качения и роликах) и разрушает масляную плёнку. Питтинг работает как концентратор напряжений и под повторяющимися циклами нагрузки развивается в характерное линейное выкрашивание.
В: Какой процент отказов подшипников приходится на проблемы со смазкой?
SKF и Schaeffler относят 36–54 % отказов подшипников в тяжёлой промышленности на неправильную смазку: неверный класс пластичной смазки, недостаточный объём, загрязнение или пропущенные интервалы повторной смазки. Это делает смазку самой крупной отдельной предотвратимой категорией, опережающей и усталость, и несоосность как самостоятельные первопричины.
В: Как отличить адгезионный износ от абразивного на возвращённом подшипнике?
Абразивный износ, вызванный окалиной и обломками, проявляется как тусклая, матовая поверхность с направленными микроцарапинами. Адгезионный износ, вызванный срывом смазки или заеданием, показывает перенос материала между роликами и дорожками качения, размазывание и цвета побежалости — синие или соломенно-жёлтые оттенки. Ошибочное определение ведёт к неверным корректирующим мерам.
В: Что такое ISO 15243 и почему он важен для анализа отказов подшипников?
ISO 15243 — международный стандарт, который классифицирует повреждения подшипников качения по систематическим категориям: усталость, износ, коррозия, электрическая эрозия, пластическая деформация и излом. Применение кодов ISO 15243 при разборке превращает реактивные замены в исследования первопричин и позволяет службам обслуживания отслеживать закономерности отказов по клетям стана.
В: Как часто следует осматривать четырёхрядные конические роликоподшипники на стане горячей прокатки?
Каждая замена валка — это возможность для осмотра, и состояние уплотнений, состояние смазки и видимый износ должны фиксироваться каждый раз при выемке подушки. Непрерывный вибромониторинг и контроль температуры на критичных клетях позволяют улавливать развивающиеся дефекты между плановыми осмотрами, нередко за недели до того, как отказ стал бы виден иначе.
Ключевые выводы по предотвращению отказов подшипников шеек валков
- Контактная усталость качения — самый часто наблюдаемый вид повреждений, ускоряемый несоосностью, концентрирующей нагрузку на одном-двух рядах.
- Попадание воды через деградировавшие уплотнения вызывает коррозионный питтинг и линейное выкрашивание, особенно в чистовых клетях с агрессивной охлаждающей водой.
- На срыв смазки приходится более трети всех промышленных отказов подшипников. Автоматизированная повторная смазка и термокомпенсированный подбор вязкости — самые эффективные контрмеры.
- Анализ картины повреждений по стандартизованной классификации (ISO 15243) превращает реактивные разборки в исследования первопричин.
- Целостность уплотнений и точная соосность — две переменные, наиболее последовательно отделяющие высокоэффективные станы от реактивных.
С чего начать сокращение внеплановых замен валков?
Отказы подшипников на станах горячей прокатки во многом предотвратимы, если команды понимают их механику. Самый ясный следующий шаг — аудит первопричин текущего парка подшипников. Изучите картины износа, журналы смазки и данные по состоянию уплотнений, пока цена вопроса измеряется в человеко-часах, а не в потерянной продукции.
Структурированный анализ повреждений превращает отказы подшипников из непредсказуемых аварий в управляемые инженерные задачи на основе данных.
Если ваш стан горячей прокатки сталкивается с повторяющимися отказами подшипников шеек валков, ANDE Bearing поможет проанализировать модель подшипника, условия эксплуатации, фотографии отказов и требования к замене.
Пришлите нам:
- Модель или чертёж подшипника.
- Фотографии отказавшего подшипника (поверхности дорожек качения и следы нагрузки по всем четырём рядам).
- Позицию клети применения.
- Рабочую температуру и метод смазки.
- Интервал отказов и предыдущую картину повреждений.
- Требуемое количество.
Наша инженерная команда оценит, связана ли проблема с выбором подшипника, уплотнением, смазкой, соосностью или режимом эксплуатации, и порекомендует подходящую спецификацию замены для вашего стана.
Изучите серию четырёхрядных конических роликоподшипников, просмотрите полную линейку подшипников для прокатных станов или свяжитесь с нашей инженерной командой для технической консультации.
Об авторе
Jeff Li пишет об инженерии подшипников и областях их применения для ANDE Bearing. Связаться можно в LinkedIn.
Источники и дополнительные материалы
- SKF, Анализ повреждений и отказов подшипников (skf.com/group/support/bearings/bearing-damage-and-failure-analysis, дата обращения 2026-05).
- Schaeffler, Повреждения подшипников качения (издание WL 82 102, Schaeffler Technologies, 2023).
- ISO 15243:2017, Подшипники качения. Повреждения и отказы. Термины, характеристики и причины (iso.org/standard/59619.html, Международная организация по стандартизации, дата обращения 2026-05).
- Noria Corporation, Загрязнение масла водой (machinerylubrication.com/Read/192/water-contamination-grease, Practicing Oil Analysis, дата обращения 2026-05).
- Отраслевые отчёты по разборкам и исследования загрязнения смазки, охватывающие подшипники шеек валков и тянущих валков станов горячей прокатки.


