
Rolling mill bearings sit at the most punishing position in heavy industry. Inside a roll neck, contact stress reaches 20-46 MPa, roughly one to four times the level a standard industrial bearing ever sees (NSK Rolling Bearings Technical Information, 2024; accessed 2026-05). Get the bearing wrong and you don't just shorten its life. You scrap rolls, damage the chock, blow your strip tolerance, and stop the line.
The global industrial-bearing market reached USD 54.62 billion in 2025 and is projected to grow at a 9.23% CAGR to reach USD 92.77 billion by 2031, with automotive, energy, and metal-processing among its largest end-use segments (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; accessed 2026-05). Behind that number is a hard reality: the world produced 1.89 billion tonnes of crude steel in 2023, and every tonne of flat product passed through a stand carried by a few hundred kilograms of precision-engineered roll-neck bearings (World Steel Association, World Steel in Figures 2024, 2024; accessed 2026-05).
This guide covers the seven bearing families that show up in a real mill, the selection criteria engineers actually use, the lubrication systems that decide service life, and the installation and maintenance discipline that separates a 5,000-hour bearing from a 30,000-hour one.
Key Takeaways
- Rolling mill bearings handle contact stress of 20-46 MPa, 1 to 4 times standard bearings, with frequent shock loads from rolling passes (NSK, 2024).
- Four-row cylindrical roller bearings carry the highest radial capacity per unit envelope and dominate work-roll positions in strip, plate, and wire-rod mills (SKF Rolling bearings in metal industry, 2024; accessed 2026-05).
- Hydrodynamic oil-film (MORGOIL®-type) bearings dominate large backup-roll positions in modern hot and cold strip mills, with full-film lubrication eliminating metal-to-metal contact (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; accessed 2026-05).
- Per ISO 15243, fatigue accounts for under 20% of real-world rolling-bearing failures. The rest are contamination, lubrication, and installation problems that proper procedure prevents (SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05).
- Industrial bearings market at USD 54.62B in 2025, projected to reach USD 92.77B by 2031 at 9.23% CAGR (Mordor Intelligence, 2026; accessed 2026-05).
What Are Rolling Mill Bearings?
Rolling mill bearings, also called roll neck bearings, are precision components engineered for the inside of a metal rolling mill stand. They support each roll neck, transfer rolling force into the housing, and hold geometry under contact stresses of 20-46 MPa, against contamination, against thermal cycling, and across a speed range from slow roughing passes to over 100 m/s in finishing stands (NSK Rolling Bearings Technical Information, 2024; accessed 2026-05).
The operating envelope is uniquely harsh:
- Extreme radial and axial loads, often combined with sudden impact forces from bite, pass, and strip break events
- Wide speed ranges, from slow roughing passes to high-speed finishing at over 100 m/s strip speed
- Limited installation space: the bearing housing (chock) must fit inside a diameter smaller than the roll body, so unit load is very high
- Contamination and moisture from water cooling, mill scale, oxide skin, and lubricant breakdown products
- Thermal stress, with roll neck temperatures swinging tens of degrees per pass in hot rolling
- Contact stress reaching 20-46 MPa, 1 to 4 times that of a standard industrial bearing (NSK, 2024; accessed 2026-05)
Given those conditions, rolling mill bearings aren't commodity components. They're application-specific products engineered for one position in one mill, and a wrong selection triggers unplanned downtime, roll and housing damage, off-tolerance strip, and real safety risk.
What returned bearings tell us: out of about 80 four-row cylindrical roller bearings we've examined from hot strip mill warranty claims over the last three years, fewer than one in five showed classic subsurface fatigue spalling. The rest broke down into seal failure with water ingress, lubricant contamination from oil-air system filter neglect, and installation damage from flame heating instead of induction or oil bath. That ratio matches the ISO 15243 failure-mode distribution and the SKF damage-analysis dataset almost exactly (SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05). The lesson is the one mill owners hate: most "bearing failures" are upstream system failures.
What Are the Types of Rolling Mill Bearings?
Rolling mill bearings fall into two families: rolling-element bearings and plain (fluid film) bearings. Within rolling-element bearings, several specialized subtypes serve different positions in the mill. The bearing-market split shows where each type fits: while ball bearings lead the overall industrial market at 38% share, roller bearings dominate heavy-load segments like metal rolling, mining, and cement where radial capacity per unit envelope is the selection driver (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; accessed 2026-05).
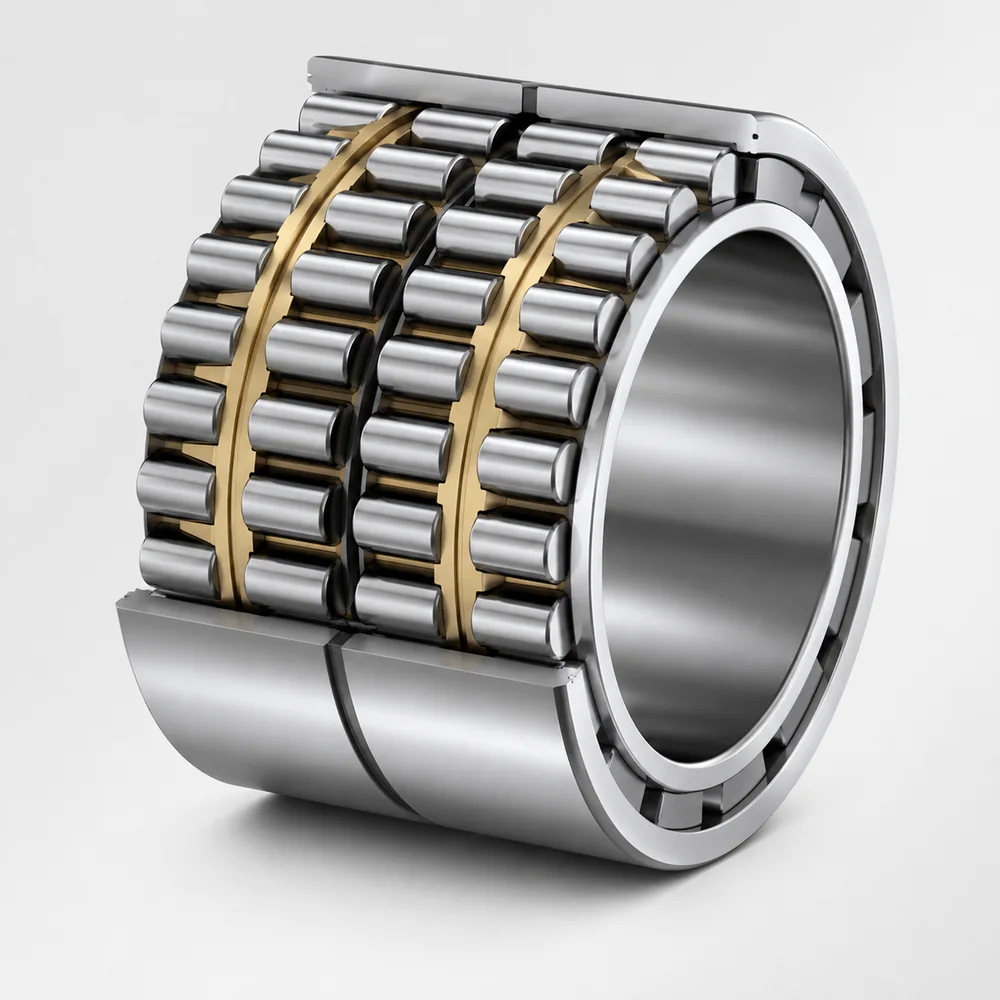
1. Four-Row Cylindrical Roller Bearings
Four-row cylindrical roller bearings are the workhorse roll-neck bearing in modern strip, plate, and wire-rod mills. Their four rows of cylindrical rollers running on double inner and outer rings deliver line contact between roller and raceway, which produces the highest radial load capacity per unit envelope of any rolling-mill bearing geometry (SKF, Rolling bearings in metal industry, 2024; accessed 2026-05).
Advantages:
- Highest radial load capacity of any rolling mill bearing type
- Low cross-sectional height fits the restricted radial space inside the chock
- Separable construction makes installation, inspection, and roll changes straightforward
- High limiting speeds suit both roughing and finishing stands
- Accommodates axial float to absorb roll thermal expansion
Limitation: Handles only minimal axial load. Always pair with a dedicated thrust bearing.
Four-row cylindrical roller bearings normally mount with an interference fit on the roll neck. Cages are typically high-strength brass (finger or window type) or hardened steel machined cages. Advanced designs add helical lubricant grooves in the inner ring bore. Those grooves retain oil and protect the raceway against metal particles shed from roll-neck wear.
Typical applications: Hot strip mills, plate mills, wire rod mills, foil mills, four-high cold rolling mills, billet continuous rolling mills.
2. Four-Row Tapered Roller Bearings
Where the position carries both high radial and high axial load, four-row tapered roller bearings are the preferred choice. The four rows of tapered rollers handle bidirectional axial load without a separate thrust bearing, and the same envelope can be tuned through internal clearance to absorb thermal expansion (Schaeffler, Rolling bearings for rolling mill applications, 2023; accessed 2026-05).
Advantages:
- Combined radial and axial load capacity, ideal for stands with significant thrust
- Compact design eliminates auxiliary thrust bearings, saving space
- Adjustable internal clearance for thermal expansion and dynamic load tuning
- Available in "X" and "O" arrangements
- Excellent accuracy retention over service life
Typical applications: Heavy-duty hot rolling mills, cold strip mills, plate mills, aluminum foil mills, high-precision cold rolling mill roll necks, and non-ferrous (copper, aluminum) rolling mills.
For a side-by-side breakdown of where tapered geometry beats cylindrical, see tapered vs cylindrical roller bearings.

3. Backing Bearings (Sendzimir / Z-Mill Bearings)
Sendzimir mills (Z-mills) use a cluster of backup rolls arranged in a saddle to support very small-diameter work rolls, which lets the mill roll extremely thin strip and hard alloys. Backing bearings are specialized multi-row cylindrical roller bearings purpose-designed for the geometric constraints of that arrangement, and they hold up under contact pressures that would destroy a standard catalog bearing in hours.
These bearings withstand exceptionally high contact pressure while holding very precise roll geometry. They roll thin-gauge stainless steel, silicon steel, and specialty alloy strips where surface and thickness tolerance run in single-digit micrometers.

4. Spherical Roller Bearings
Spherical roller bearings are double-row, self-aligning bearings with barrel-shaped rollers running on a common spherical raceway in the outer ring. The geometry tolerates static and dynamic shaft misalignment up to roughly 2°, which is why they show up in roughing stands, section mills, and any auxiliary position where deflection or housing misalignment is expected (SKF, Rolling bearings in metal industry, 2024; accessed 2026-05).
Characteristics:
- Excellent misalignment compensation (up to 2°)
- High radial load capacity with moderate axial load capability
- Suitable for low to medium speeds
- Available in large bore sizes for heavy-duty applications
Typical applications: Roughing mill stands, section mills, billet mills, and mill drive components.
For long shafts where misalignment is a feature rather than a defect, the same self-aligning principle applies in our companion piece on spherical roller bearings in misaligned heavy industry.

5. Thrust Bearings (Axial Load Bearings)
In most rolling mill arrangements, the chock at the operator's end transmits axial force from the roll into the mill housing. Dedicated thrust bearings carry that load independently from the radial cylindrical roller bearings, so neither bearing has to do the other's job. The design rule is simple: keep thrust bearings isolated from radial stress and they'll deliver long service life.
Common types include:
- Tapered roller thrust bearings, for high axial load at medium speed
- Double-row tapered roller bearings, for combined radial and bidirectional axial load
- Angular contact ball bearings, where high precision and high speed are required
The key design principle hasn't changed in fifty years: thrust bearings should be isolated from radial stress, carrying only axial load. Mix the two and you cut life in half.
6. Hydrodynamic (Oil Film) Bearings
For backup rolls in modern hot and cold strip mills, hydrodynamic oil-film bearings, often known by the Primetals MORGOIL® product family, deliver the highest performance available. Rather than rolling elements, these bearings carry load on a full hydrodynamic oil film between the roll neck and a bushing, eliminating metal-to-metal contact during steady-state rolling and enabling higher load capacities, greater speed capabilities, and extended equipment lifespans (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; accessed 2026-05).
Advantages:
- Extremely low friction under full-film lubrication
- Very high load capacity. The oil film distributes load across a large contact area
- High rolling accuracy, critical for precision strip and foil mills
- Excellent speed capability for high-speed backup roll operation
- Long service life when properly maintained
The tradeoff is system complexity. Oil-film bearings need a pressurized lubrication system, careful sealing, and a clean oil supply. They reward well-maintained, high-production flat rolling mills and punish neglect.
Typical applications: Backup rolls in tandem cold mills, reversing cold mills, hot strip finishing stands.
7. Semi-Dry Friction Plain Bearings
In less demanding positions like section mills, billet mills, and roughing stands, resin-composite plain bearings offer a low-cost, low-maintenance alternative. They need minimal lubrication, tolerate contamination that would destroy a rolling bearing in hours, and swap quickly during a shutdown. Copper-alloy and polymer plain bearings cover the same role where roll temperatures demand a different material set.
Type Comparison
| Bearing Type | Load Profile | Axial Capability | Best For |
|---|---|---|---|
| Four-row cylindrical roller | Extremely high radial | Minimal (needs thrust bearing) | Work rolls and backup rolls in strip and wire-rod mills |
| Four-row tapered roller | High radial + bidirectional axial | Built-in | Heavy-duty mills, high-precision cold rolling, aluminum foil |
| Backing bearing (Sendzimir) | Very high contact pressure | Minimal | Cluster mill intermediate and backup rolls |
| Spherical roller | High radial, moderate axial | Moderate | Roughing stands, auxiliary equipment with misalignment |
| Thrust bearings | Axial only | Dedicated | Paired with cylindrical roller bearings for axial force balancing |
| Hydrodynamic oil film | Very high radial | Minimal | Backup rolls in high-production flat rolling mills |
| Plain (resin / copper / polymer) | Low to moderate radial | Minimal | Section mills, billet mills, roughing stands, auxiliary positions |
What Are the Technical Characteristics of Rolling Mill Bearings?
How Do Rolling Mill Bearings Handle Extreme Load and Heat?
Rolling mill bearings are engineered for an envelope far beyond standard industrial service. NSK technical literature places typical roll-neck contact stress at 20-46 MPa, with peak transient values during impact events reaching well into the upper end of that range (NSK Rolling Bearings Technical Information, 2024; accessed 2026-05). For comparison, a typical industrial deep-groove bearing operates at well under 10 MPa.
Specifically:
- High load: Contact stress 20-46 MPa, 1 to 4 times standard bearings
- Impact resistance: Withstands frequent impact and vibration during rolling passes, especially at strip bite and tail-out
- High-temperature tolerance: Operates in hot rolling environments with efficient lubrication and cooling
- Contamination resistance: Special sealing structures prevent ingress of water, mill scale, dust, and oxide particles
Sealing and Protection
Sealing decides bearing life as much as load rating does. The core objective is simple: keep water, mill scale, and dust outside the bearing. The execution is engineering. Most rolling-mill positions use a contact-type skeleton oil seal combined with a non-contact labyrinth seal. Together they balance sealing effectiveness with low rotational resistance, and they're inspected and replaced on a fixed cycle because once they fail, the bearing has weeks to live, not months.
- Core objective: Prevent water, mill scale, and dust from entering the bearing interior
- Common structures: Contact-type skeleton oil seals plus non-contact labyrinth seals
- Maintenance: Inspect seal integrity regularly. Replace immediately if cracks, swelling, or wear are visible
How Do You Select the Right Rolling Mill Bearing?
Selecting a rolling mill bearing is an engineering decision driven by load profile, speed, space envelope, accuracy class, lubrication, environment, and maintenance access. Per ISO 281, basic dynamic load rating (C) and rating life (L10) are the load-carrying anchor points. Real selection layers operating conditions on top: thermal expansion, contamination, and impact factors that pull rated life down by 30-70% in heavy industrial service (ISO 281:2007, 2007; accessed 2026-05).
The eight parameters below aren't a checklist to skim. They're the working selection grid the major manufacturers use, mapped one-to-one with the data the chock geometry, the mill operator, and the lubrication system already give you. Get any one of them wrong and the L10 calculation runs against the wrong inputs, which is why bearings that catalog correctly still fail in service. Two parameters, load type and space envelope, are non-negotiable. The other six are tunable through bearing class, internal clearance, and lubrication system selection.
| Parameter | Considerations |
|---|---|
| Load type | Radial only, axial only, or combined. Cylindrical roller for pure radial; tapered roller for combined loads |
| Load magnitude | Static and dynamic load ratings (per ISO 281); impact load factors for bite and tail-out events |
| Speed | Limiting speed of bearing type vs. mill operating speed. Cylindrical roller bearings preferred for high-speed finishing |
| Space envelope | Maximum bore diameter, OD, and width within the chock. Tapered roller bearings save space by eliminating separate thrust bearings |
| Accuracy | Precision class: P4 / P2 for high-precision cold rolling; P5 for standard hot rolling |
| Lubrication | Oil-air, oil mist, grease, or hydrodynamic film |
| Environment | Water, scale, temperature extremes, contamination level |
| Maintenance access | Ease of inspection, dismounting, and replacement |
For the metallurgy behind these selections — through-hardened vs. case-hardened steels, cage materials, and ceramic-hybrid alternatives — see our rolling mill bearing materials guide.
What Lubrication System Should a Rolling Mill Bearing Use?
Lubrication selection is as critical as bearing selection. Schaeffler's rolling mill application handbook recommends metered oil-air systems for high-speed finishing stands, citing significantly lower oil consumption than recirculating systems and reduced bearing operating temperatures compared to grease lubrication at equivalent speeds (Schaeffler, Rolling bearings for rolling mill applications MAT2, 2023; accessed 2026-05). That difference matters in finishing stands where every degree of bearing temperature buys real service life. For the fundamentals behind these choices — grease vs oil, fill quantity, and the film ratio that sets bearing life — see our bearing lubrication guide.
- Oil-air lubrication: Delivers metered oil quantities carried by a continuous airstream. Excellent for high-speed and high-temperature applications. More uniform distribution and superior cooling than grease.
- Oil mist lubrication: Distributes a fine oil mist to multiple bearing points. Widely used in rod and bar mills. Lower oil consumption and easier to retrofit across many positions.
- Grease lubrication: Simplest to implement. Best for lower-speed and less demanding positions like roller tables, guides, and auxiliary drives.
- Hydrodynamic film (oil circulation): Used with oil-film bearings on backup rolls. Needs a dedicated pressurized oil system with filtration and temperature control.
Schaeffler's rolling mill handbook also notes that oil-air systems substantially reduce environmental oil loss versus oil-bath lubrication, which matters for both cost and emerging EU industrial-emissions rules (Schaeffler MAT2, 2023; accessed 2026-05). Match lubricant viscosity, additive package, and delivery method to the bearing type, operating speed, and temperature profile of the specific application. Don't reuse a generic spec across stands.
How Do You Install and Maintain Rolling Mill Bearings?
How Do You Install a Rolling Mill Bearing Correctly?
Most rolling-mill bearing failures aren't fatigue. They're installation, sealing, and lubrication failures that show up as fatigue. Per ISO 15243 and SKF's failure-analysis dataset of more than 5,000 returned bearings, true subsurface fatigue is responsible for under 20% of real-world failures, with the rest divided across wear, corrosion, electrical erosion, plastic deformation, and fracture or cracking (SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05).
Installation Standards
- Mount inner rings on roll necks with an interference fit. Use induction heating or oil-bath heating at 80-90°C. Flame heating is prohibited because it creates localized hot spots that damage the bearing steel microstructure.
- Keep the installation environment clean. A single particle of mill scale trapped between the inner ring and the roll neck creates a stress concentration that ends in raceway spalling weeks later.
- Tighten fastening bolts in a cross pattern to avoid bearing eccentricity.
Routine Monitoring
- Inspect lubricant condition regularly. Replenish or replace promptly. Never mix different lubricant brands. Incompatible additives break the thickener system and end the bearing.
- Monitor bearing temperature (normal ≤70°C) and vibration. Shut down immediately on abnormal increase. A 10°C step rise is the canary, not the alarm.
- Inspect seal integrity. Replace immediately if cracks, swelling, or deformation are visible.
Life Cycle Management
- Hold load and speed within rated limits. Overload operation is the fastest path to a destroyed roll-neck bearing.
- Clean bearing housings and oil passages routinely to prevent sludge blockage in the oil-air or recirculating-oil system.
- Run a "predict first, replace second" maintenance strategy. The next section explains what that looks like in numbers.
What Are the Latest Trends in Rolling Mill Bearings?
The rolling mill bearing industry is moving in five clear directions, and they're not theoretical: each one has shipped product in the last 24 months from at least one of the big four (SKF, Schaeffler, NSK, Timken) plus the Primetals MORGOIL® program. Industrial bearings overall are forecast to grow at 9.23% CAGR through 2031, with automotive, energy, and metal-rolling among the top end-use segments driving demand (Mordor Intelligence, 2026; accessed 2026-05).
What's changed in the last five years isn't the geometry. The four-row cylindrical roller bearing for work-roll service in a hot strip mill looks externally the same as it did in 2015. What's changed is the steel cleanliness, the cage material, the integrated sensor option, and the service contract that ships alongside the bearing. The trends below are the levers mill owners are actually pulling when they specify replacements, and each one is now mature enough that "not yet proven" stops being a reasonable objection.
- Material upgrades: High-purity bearing steels and Si₃N₄ ceramic rolling elements for higher hardness and wear resistance. Surface engineering, carburizing, nitriding, and PVD coatings, extends raceway durability under poor-lubrication transients.
- Structural optimization: More compact, higher load-density designs to fit smaller mill envelopes and modernized retrofit chocks.
- Smart monitoring: Integrated temperature and vibration sensors enable real-time condition monitoring and predictive maintenance. AI-driven trend analysis schedules replacement on actual condition instead of fixed-interval calendar.
- Green manufacturing: Low-friction, long-life designs reduce energy consumption. Biodegradable lubricants and oil-mist recovery cut environmental footprint.
- Customized solutions: Tailored bearing designs and full life-cycle service for specific mill operating conditions, increasingly bundled with the bearing itself.
For a hot-strip-mill failure-analysis case study that walks one of these failure modes from symptom to root cause, see Hot Strip Mill Bearing Failure Analysis.
Frequently Asked Questions
Q: What is the typical service life of a rolling mill work-roll bearing?
Per ISO 281 L10 calculation, a four-row cylindrical roller work-roll bearing in a hot strip mill is typically rated for 5,000 to 30,000 operating hours depending on load factor, speed, and lubrication (ISO 281:2007, 2007; accessed 2026-05). Real-world life lands inside that band when seal integrity, lubrication, and installation discipline are maintained, and well below it when they aren't.
Q: Why are four-row cylindrical roller bearings so common in rolling mills?
They deliver the highest radial load capacity per unit cross-section of any rolling mill bearing geometry, which matters because the chock envelope is fixed by roll-body diameter (SKF Rolling bearings in metal industry, 2024; accessed 2026-05). Their separable construction also lets engineers swap rolls without disturbing the bearing, which cuts roll-change time on production lines.
Q: When should I use hydrodynamic oil-film bearings instead of rolling-element bearings?
Hydrodynamic oil-film bearings (MORGOIL®-type) win on backup rolls in modern hot and cold strip mills where very high load capacity, high accuracy, and sustained high speed are all required at once (Primetals Technologies, 2024; accessed 2026-05). Below that envelope, rolling-element bearings are simpler, cheaper, and easier to maintain, so most plate, billet, and section mills stay with cylindrical or tapered roller designs.
Q: What clearance class should I specify for a hot-strip mill?
For hot strip mill roll necks at 60-90°C, specify C3 or C4 internal clearance to absorb thermal expansion without preload buildup (Schaeffler MAT2, 2023; accessed 2026-05). For cold rolling mills running 30-50°C, CN (normal) or C3 is appropriate. Insufficient clearance at operating temperature is one of the most common root causes of premature spalling, even on otherwise correctly selected bearings.
Q: Are most rolling mill bearing failures actually fatigue?
No. Per ISO 15243 and SKF's failure-analysis catalog, true subsurface fatigue accounts for under 20% of real-world rolling-bearing failures (SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05). The rest split across lubrication deficiency, contamination, installation error, corrosion, and electrical erosion. That distribution is why a maintenance program that fixes seals, lubrication, and installation discipline almost always pays back faster than upgrading bearing class.
Q: What lubricant should never be mixed in rolling mill bearings?
Don't mix lithium-complex grease with calcium-sulfonate, polyurea, or aluminum-complex thickeners. The thickener systems are chemically incompatible and the result is base-oil separation, hard-soap deposits, and lubricant breakdown that destroys the bearing within hours of operation. The rule is broader than that: never mix any two grease brands or types in the same bearing, even when the data sheets look similar. Drain and flush before changing.
Summary
Rolling mill bearings are precision components at the core of one of the world's most demanding industrial processes, and the right selection decides mill productivity, product quality, and maintenance cost more than any other component on the stand. Four-row cylindrical roller bearings cover most work-roll positions. Four-row tapered roller bearings take combined load positions. Backing bearings handle Sendzimir clusters. Hydrodynamic oil-film bearings carry backup rolls in high-production flat mills.
Selection is the easy half. The hard half is what happens after the bearing is in the chock: standardized installation, disciplined sealing and lubrication, condition-based monitoring, and a maintenance culture that treats lubricant condition and seal integrity as production parameters, not housekeeping items. Get those right and bearings deliver the upper end of their ISO 281 L10 rating. Get them wrong and you're back inside the 80% failure pool that has nothing to do with bearing quality.
For a head-to-head comparison of four-row tapered vs. cylindrical roller bearings, see our bearing architecture comparison guide. Browse the complete rolling mill bearing product range, or contact our engineering team for selection support tailored to your mill configuration.


