
Why Do Rolling Mill Bearing Materials Determine Equipment Uptime?
Unplanned downtime in steel manufacturing costs between $5,000 and $50,000 per hour depending on the production area (Oxmaint, 2026). A rolling mill doesn't forgive weak bearings. When a hot strip mill or plate mill runs at full capacity, the forces acting on roll neck bearings are extraordinary: radial loads measured in hundreds of tons, operating temperatures above 150 °C, and relentless shock loading from billet entry.
Key Takeaways
- Through-hardened 52100 (60-64 HRC) excels in steady-load backup roll positions where shock is minimal.
- Case-hardened 4320H with its ductile core stops crack propagation, extending work roll bearing life under shock loads.
- Machined brass cages (M/MA suffix) outperform stamped steel in vibration-heavy reversing mills.
- Material selection by mill position, not catalog availability, is the single biggest lever on bearing service life.
- Unplanned downtime costs up to $50,000/hour, making material choice a financial decision, not just an engineering one.
In this environment, the wrong bearing material doesn't just wear faster. It fails catastrophically. This is why rolling mill bearing materials are a strategic engineering decision, not a catalog selection.
Standard industrial bearings handle steady loads and predictable conditions. Roll neck applications deliver the opposite: cyclical overloads, thermal gradients, and impact forces that strip away lubricant films and initiate fatigue cracks deep within the steel.
The engineering response follows two distinct metallurgical paths:
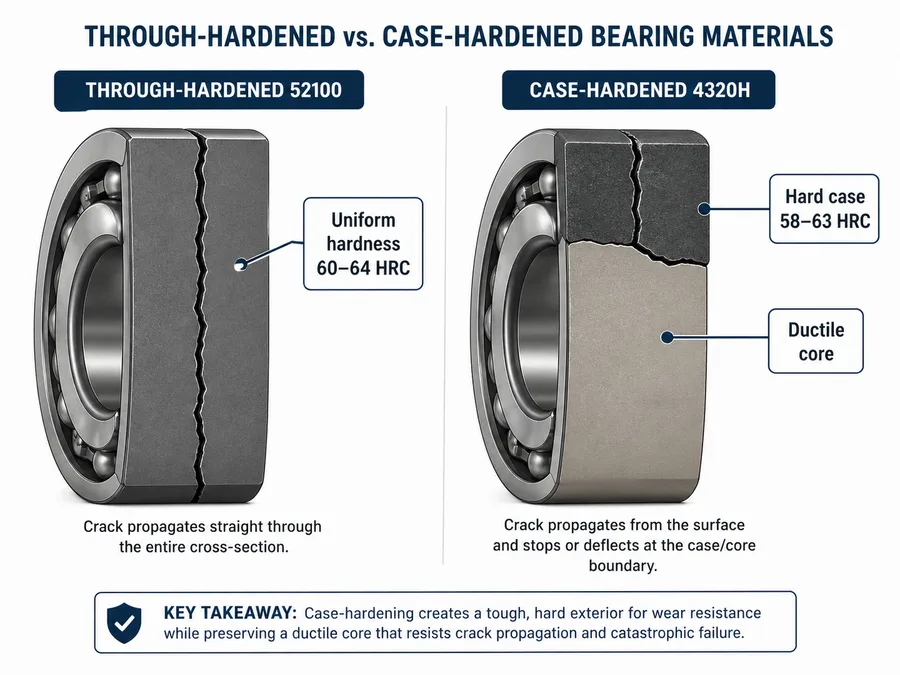
- Through-hardening creates uniform hardness throughout the bearing cross-section
- Case-hardening develops a hard outer surface over a tough, ductile core
The central challenge? Balancing surface hardness (which resists contact fatigue) against core toughness (which absorbs shock without brittle fracture). Getting that balance right starts with understanding the industry's benchmark material and knowing exactly where its limits lie.
What Makes 52100 (100Cr6) the Standard for Rolling Mill Bearings?
AISI 52100 contains 0.98-1.10% carbon and 1.30-1.60% chromium per ASTM A295 and SAE J403 specifications (Thomasnet, 2025). This composition makes it the most widely used bearing steel globally, and the alloy against which every alternative gets measured.
How Does 52100's Composition Drive Fatigue Strength?
That high carbon content is the key driver. During heat treatment, carbon combines with chromium to form fine carbide particles distributed throughout the matrix, producing hardness of 60-64 HRC through the entire cross-section. Through-hardening gives 52100 a uniformly hard structure capable of resisting the rolling contact fatigue that dominates bearing failure modes in cylindrical roller and backing roll applications.
The fracture toughness of 52100 ranges from 15.4 to 18.7 MPa·m^(1/2) (Thomasnet, 2025). For context, this is sufficient for sustained compressive loads but limited under sudden impact.
Where Does Through-Hardened 52100 Excel?
For cylindrical roller bearings supporting work rolls, and for backing bearings in cluster mills, 52100 delivers consistent performance under steady, high radial loads. Its predictable fatigue behavior and excellent dimensional stability make it reliable where loads are continuous and well-distributed.
What Is the Critical Limitation of Through-Hardened Steel?
However, through-hardening has a significant downside. A uniformly hard microstructure has limited capacity to absorb sudden impact energy. Under shock loads (common at the entry point of a billet mill or during a cobble event) through-hardened steel can fracture catastrophically rather than deform and absorb energy.
When Should You Specify 'Extra Clean' 52100?
When fatigue life must be maximized, specifying vacuum-degassed or extra-clean 52100 reduces non-metallic inclusions that act as crack initiation sites. SKF's research into bearing steel cleanliness demonstrates that inclusion control is the single most important factor in determining fatigue endurance (SKF Evolution, 2012). In practice, this upgrade can meaningfully extend L10 bearing life in demanding temper mill applications.
This brittleness limitation is precisely why certain heavy-impact rolling positions demand a fundamentally different metallurgical approach, one built around case-hardened steel grades designed to absorb shock without shattering.
How Does Case-Hardened Steel (4320H) Compare to 52100 Under Shock Loads?
Case-hardened bearing steel delivers fracture toughness values two to three times higher than through-hardened 52100, according to research on rolling contact fatigue of carburized steels (Chalmers University / SKF, 2012). This difference is what keeps work roll bearings intact during cobble events that would shatter a through-hardened ring.
How Does Carburizing Create a Dual-Zone Structure?
Carburizing (the foundation of case-hardened industrial roller bearing steel grades) is a heat treatment process that diffuses carbon into the outer surface of a lower-carbon steel. The result is a bearing with two distinct zones working in concert: a hard, wear-resistant outer case (typically 58-63 HRC) and a relatively soft, ductile core beneath it.
That core changes everything under shock loading. A ductile core absorbs and redistributes impact energy rather than allowing a crack to propagate straight through the race. Through-hardened steels like 52100 are uniform throughout, meaning an initiated surface crack can travel directly to the bore or outer diameter, causing catastrophic shattering. Case-hardened steel effectively stops that crack at the boundary between the hard case and the tough core.
In applications subject to heavy shock loads and misalignment, case-hardened steel components can extend service life significantly compared to their through-hardened equivalents. This improvement is attributed to the material's superior fracture toughness and its ability to resist crack propagation from surface defects like spalls.
Which Grades Dominate Case-Hardened Bearing Applications?
Two grades dominate this space:
- SAE 4320H is a nickel-chromium-molybdenum alloy that carburizes predictably and produces excellent core toughness. It's common in North American mill specifications.
- 17CrNiMo7-6 is the European standard equivalent, widely used in heavy-duty gearbox and large-bore bearing applications. It offers slightly higher alloy content, improving hardenability in thick sections.
Both grades are engineered specifically for applications where impact resistance outweighs the need for maximum surface fatigue life.
Why Do Four-Row Tapered Roller Bearings Demand Case-Hardening?
Four-row tapered roller bearings in work roll and backup roll positions experience the harshest combined loading in any mill stand: radial forces, axial thrust, and shock events, all simultaneously. Timken's metals industry engineering manual specifies case-hardened races for these positions because through-hardened variants cannot reliably survive repeated shock cycles (Timken Engineering Manual, 2016).
The grade selection, however, is only part of the story. Equally critical is what holds the rollers in position under those same violent conditions, which brings the cage material into focus.
What Role Does Cage Material Play in Four-Row Tapered Roller Bearing Performance?
While the previous sections focused on ring and rolling element steel, the cage is where many mill bearings silently fail first. Understanding what steel is used for rolling mill bearings is only part of the picture. The cage material determines how long that bearing survives in real operating conditions.
Why Do Steel Cages Fall Short in Mill Environments?
Stamped or pressed steel cages are cost-effective, but they struggle in high-vibration rolling mill environments. Rapid acceleration and deceleration cycles (common during coil changes, speed transitions, and threading operations) generate impact forces that steel cages absorb poorly. The result: fatigue cracking, roller skewing, and accelerated wear at the cage pockets.
What Advantages Do Machined Brass Cages (M/MA Suffix) Offer?
Machined brass cages, identified by the M or MA bearing suffix, are the preferred solution for demanding mill applications. Brass offers two key advantages:
- Self-lubrication: Brass has a naturally low coefficient of friction against steel, reducing heat generation at the roller-cage interface even when lubrication films thin out temporarily.
- Vibration damping: Brass absorbs energy during shock loading, cushioning rollers during sudden load reversals that would fracture a steel cage.

In practice, brass-caged four-row tapered rollers outlast steel-caged equivalents significantly in reversing mill stands. We've seen this consistently across customer installations in plate and hot strip mills.
What About High-Speed Cold Mill Alternatives?
For high-speed cold rolling mills, where operating temperatures and speeds exceed brass's practical limits, polyamide (PA66) or fiber-reinforced polymer cages offer superior performance. These materials are lighter, generate less friction, and tolerate the high-RPM conditions common in tandem cold mills.
The right cage choice depends heavily on mill position and load type. This leads naturally to the position-by-position selection guide below.
What Steel Is Used for Rolling Mill Bearings? A Selection Guide by Mill Position
Not every position in a rolling mill places the same demands on its bearings. Back-up rolls, work rolls, thrust positions, and Sendzimir mills each create a distinct load signature. Matching the right material to each position is where theoretical knowledge meets practical engineering judgment.
Back-Up Roll Bearings: Why Through-Hardened Cylindrical Rollers?
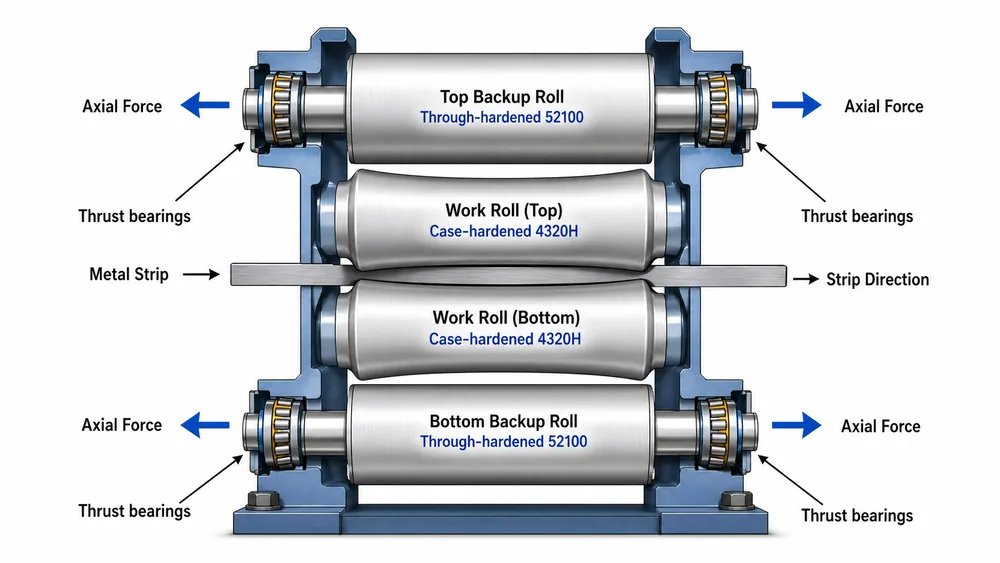
Back-up rolls carry enormous, sustained radial loads under relatively stable conditions. Through-hardened 52100 steel is the standard choice here because the load is predictable, distributed across a large contact area, and rarely involves sudden shock impulses. The uniform hardness through the entire cross-section provides compressive strength needed to resist subsurface fatigue over millions of load cycles. This is exactly the failure mode that dominates in high-load, steady-state rolling applications.
Work Roll Bearings: Why Case-Hardened Four-Row Tapered Rollers?
Work rolls are a different story entirely. These bearings absorb both radial and axial forces while enduring strip-change impacts and abrupt load reversals. Four-row tapered roller bearing material at this position must absorb shock without fracturing, which is why case-hardened 4320H consistently outperforms through-hardened alternatives here. The tough, ductile core absorbs impact energy while the hardened case resists surface fatigue and wear from contaminated lubrication environments.
Thrust Bearings: How Are Axial Loads Managed in Mill Stands?
Thrust bearings in tandem mill stands must handle axial forces generated by strip tension and roll-force imbalances. Angular contact ball bearings and spherical roller thrust bearings made from 52100 are common, though the selection depends heavily on whether the axial load is unidirectional or reversing. Reversing loads typically demand materials with higher toughness ratings.
Sendzimir Mill (Z-Mill) Bearings: Why Is Precision Through-Hardening Non-Negotiable?
Sendzimir mills use small-diameter work rolls supported by a cluster arrangement, demanding exceptional dimensional stability under high contact stress. Through-hardened bearing steel, ground to extremely tight tolerances, is non-negotiable here. Any material inconsistency translates directly into strip thickness variation, making metallurgical uniformity as critical as hardness itself.
Material Selection by Mill Position: Quick Reference
| Mill Position | Bearing Type | Recommended Material | Key Reason |
|---|---|---|---|
| Backup Roll | Four-row cylindrical roller | Through-hardened 52100 | Steady high radial load, no shock |
| Work Roll | Four-row tapered roller | Case-hardened 4320H / 17CrNiMo7-6 | Shock loads, combined radial + axial |
| Thrust Position | Angular contact ball / tapered roller thrust | Through-hardened 52100 | Axial-only, predictable loading |
| Sendzimir Mill | Backing bearing | Through-hardened 52100 (extra clean) | Extreme dimensional precision required |
Each position tells you something important about what your bearing steel needs to do first. When conventional steel reaches its limits, alternative materials open up new possibilities worth understanding.
ANDE Bearing manufactures four-row tapered roller bearings, four-row cylindrical roller bearings, and backing bearings for each of these mill positions, with full material traceability documentation including hardness verification, heat-lot records, and dimensional inspection reports.
When Should You Consider Alternative Bearing Materials?
Standard bearing steels like 52100 and case-hardened grades handle the majority of rolling mill demands. But certain environments push beyond what carbon-chromium metallurgy can reliably deliver. When the application demands corrosion resistance, magnetic neutrality, or radically reduced friction, alternative materials enter the conversation.
How Does Austenitic Stainless Steel Perform in Corrosive Cooling Environments?
In rolling mill positions where water-based coolants and chemical scale inhibitors create aggressive corrosive conditions, AISI 316 austenitic stainless steel offers a defensible alternative. Its elevated molybdenum content (2-3%) provides meaningful resistance to chloride pitting, a failure mode that undermines standard bearing steels quickly in wet mill environments. The trade-off is real, however: 316 offers lower hardness than 52100, making it unsuitable where contact stress is the dominant concern. It works best in lightly loaded, high-corrosion positions.
What Advantages Do Ceramic Hybrid Bearings Offer?
Silicon nitride (Si3N4) ceramic rolling elements paired with steel rings represent the most significant alternative material development in precision bearing design. Ceramic's density is roughly 60% lower than bearing steel, which reduces centrifugal loading at high speeds (ScienceDirect, 2001). Its electrical non-conductivity prevents current-induced fluting damage, a genuine concern in electrically active mill environments. In practice, hybrid ceramic bearings also run cooler, extending lubricant life in demanding cycles.
Are Protective Coatings a Practical Alternative?
For operations not ready to commit to ceramic or stainless alternatives, black oxide and phosphate coatings applied to standard steel bearings add meaningful corrosion and mild wear resistance at relatively low cost. These coatings improve lubricant retention during initial run-in, reducing early-stage surface fatigue. They're a pragmatic first step before specifying premium materials.
When Are Amagnetic Steels Necessary?
Where electromagnetic interference or magnetic particle accumulation poses operational risk (certain specialty rolling applications), amagnetic bearing steels eliminate ferrous attraction entirely, protecting both bearing integrity and product quality.
Selecting the right material isn't simply a metallurgical decision. It's a systems decision that weighs load profile, environment, speed, and total cost of ownership together. Match material capability to actual operating conditions, revisit those conditions when the mill changes, and treat bearing material selection as an ongoing engineering discipline rather than a one-time specification choice.
Key Takeaways
- Default to 52100 for steady-load positions. Backup rolls and Sendzimir mills run best on through-hardened high-carbon chromium steel (60-64 HRC per ASTM A295) where loads are predictable and shock is minimal.
- Switch to case-hardened 4320H or 17CrNiMo7-6 for work rolls. Any position with shock loads, combined radial/axial forces, or cobble risk needs the hard-case/ductile-core structure that only carburized steel provides.
- Cage material matters as much as ring material. Specify machined brass (M/MA suffix) for reversing mills and high-vibration stands; use polyamide cages for high-speed cold rolling mills.
- When corrosion is the primary threat, don't over-engineer. Consider AISI 316 stainless or protective coatings for wet environments before upgrading the entire bearing to exotic materials.
- Match material to mill position, not to catalog availability. Use the selection guide above to align bearing steel grade, cage type, and coating to the actual load signature at each roll position.
Frequently Asked Questions
Q: What is the best bearing material for rolling mill work rolls?
Case-hardened SAE 4320H or 17CrNiMo7-6 is the recommended material for work roll bearings. These carburized steel grades produce a hard outer case (58-63 HRC) over a ductile core, giving them the fracture toughness to survive shock loads from cobble events and strip breaks that would shatter through-hardened alternatives like 52100.
Q: Why is 52100 steel used for most industrial bearings?
AISI 52100 (100Cr6) contains 0.98-1.10% carbon and 1.30-1.60% chromium per ASTM A295, achieving 60-64 HRC through-hardness after heat treatment (Thomasnet, 2025). This composition produces uniformly distributed carbide particles that resist rolling contact fatigue, making it ideal for steady-load bearing applications like backup rolls and cluster mill backing bearings.
Q: What is the difference between through-hardened and case-hardened bearing steel?
Through-hardened steel (like 52100) has uniform hardness across its entire cross-section, providing excellent fatigue resistance under steady loads. Case-hardened steel (like 4320H) has a hard outer layer over a softer, tougher core. The key difference: case-hardened steel stops cracks at the case-core boundary, while through-hardened steel allows cracks to propagate through the full section.
Q: How much does unplanned rolling mill downtime cost?
Unplanned downtime in steel manufacturing costs between $5,000 and $50,000 per hour depending on the production area, factoring in direct production loss, idle furnace energy waste, quality losses from off-spec material, and customer delivery penalties (Oxmaint, 2026).
Q: Should I use brass or steel cages in rolling mill bearings?
Machined brass cages (M or MA suffix) are preferred for rolling mill applications with heavy vibration and shock loading. Brass provides self-lubrication at the roller-cage interface and absorbs impact energy during load reversals. Steel cages are acceptable only in steady-load, low-vibration positions. For high-speed cold mills, polyamide (PA66) cages are the better choice.
Need help selecting the right bearing material for your specific mill configuration? ANDE Bearing's engineering team provides free technical consultation for rolling mill bearing selection, material grade verification, and application optimization. Contact us for a quotation within 24 hours.


