
A single unplanned roll change in a hot strip mill can cost between $50,000 and $150,000 in lost production based on industry maintenance benchmarks. When you factor in emergency repairs, scrapped material, and downstream scheduling disruption, total downtime costs can reach hundreds of thousands of dollars per hour. That makes four-row tapered roller bearing failure analysis less of an engineering exercise and more of a financial priority.
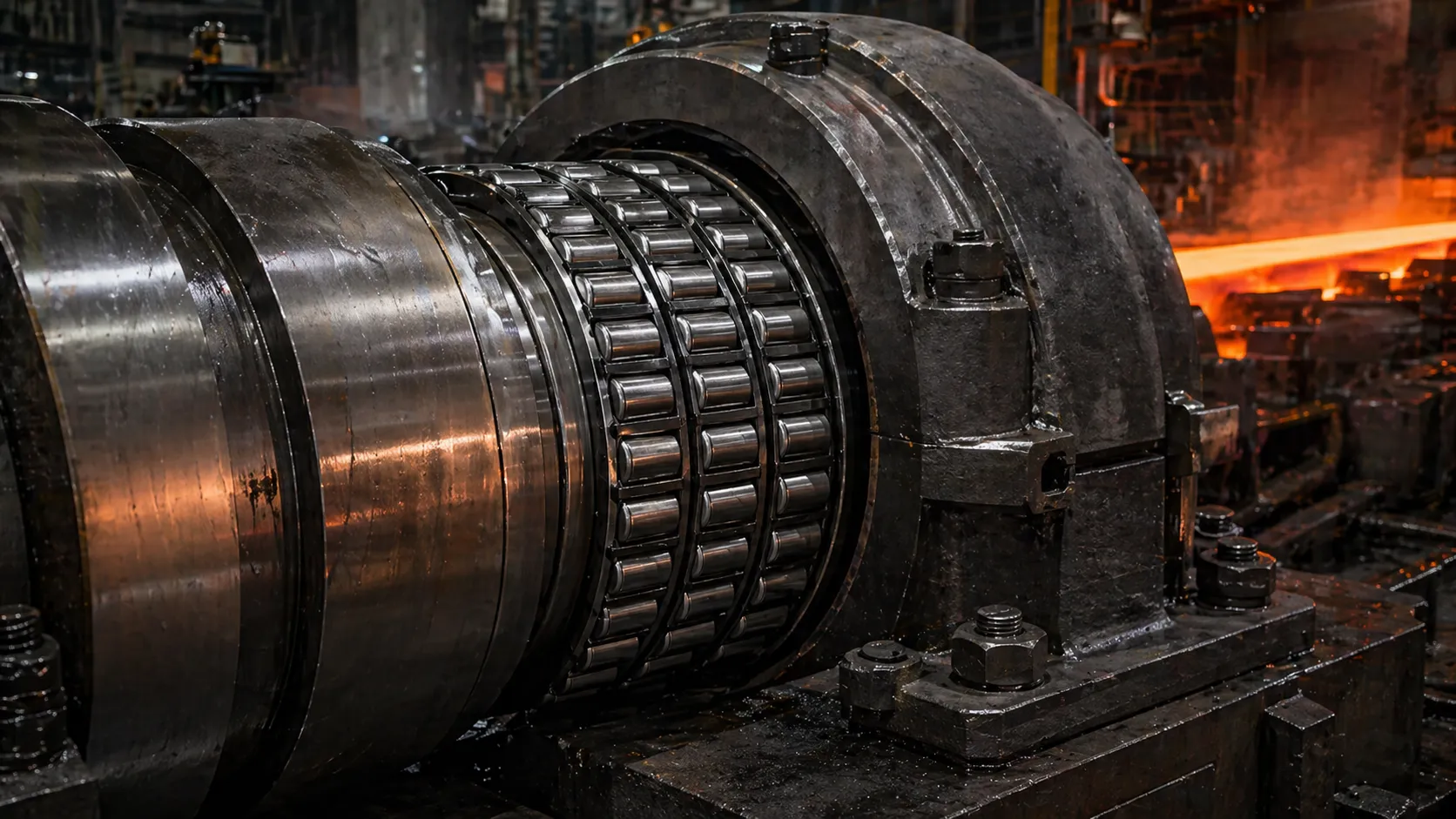
Four-row tapered roller bearings are the standard for roll neck applications in roughing and intermediate stands. They're engineered to handle the combined radial and axial loads generated when steel slabs are reduced to strip at extreme temperatures. When they perform as designed, production runs uninterrupted. When they fail, the consequences ripple through the entire mill schedule.
For mill operators, an unplanned roll change creates immediate production loss, maintenance disruption, and scheduling pressure. Standard preventive maintenance schedules are designed around normal operating conditions. They routinely underestimate the punishment these bearings absorb across extreme thermal cycles. Heat expansion, rapid cooling, and aggressive scale-laden water all work to compromise even well-maintained assemblies.
What's critical to understand is this. Bearing failure in hot strip mill roll neck applications is rarely a single-point event. It's a systemic breakdown rooted in sealing degradation, progressive misalignment, and lubrication compromise. The damage develops long before any symptom appears on a vibration monitor or temperature trend.
Key Takeaways
- Industry data from major bearing manufacturers attributes 36-54% of heavy-industrial bearing failures to lubrication issues alone (SKF Bearing damage and failure analysis, accessed 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023).
- Misalignment concentrates load onto one or two rows of a four-row bearing, multiplying contact pressure and accelerating rolling contact fatigue.
- Water ingress through degraded seals causes characteristic line spalling, especially in finishing stands with aggressive cooling water.
- ISO 15243:2017 damage classification turns reactive teardowns into structured root-cause investigations.
- Seal integrity, alignment verification, and temperature-compensated lubricant selection are the three most effective prevention controls.
What Are the Most Common Four-Row Tapered Roller Bearing Failure Modes?
Industry data from SKF and Schaeffler attributes 36-54% of bearing failures in heavy industrial applications to lubrication issues alone (SKF Bearing damage and failure analysis, accessed 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). Rolling contact fatigue, misalignment, water ingress, and contamination account for most of the remaining cases. The five failure modes below cover the patterns we see most often in returned roll neck bearings.
1. Rolling Contact Fatigue and Spalling
When engineers investigate four-row tapered bearing failures in hot strip mills, rolling contact fatigue (RCF) is one of the most common damage modes observed in heavily loaded roll neck bearings.
What does rolling contact fatigue mean in practice? RCF occurs when repeated stress cycles between rollers and raceways exceed the material's endurance limit. Each revolution introduces a micro-stress pulse. Under heavy radial and axial loads, subsurface micro-cracks nucleate over millions of cycles. They are often invisible until the damage is already advanced. In four-row configurations, this damage doesn't develop evenly across all rows. That asymmetry is what makes early detection difficult.
The progression follows a predictable path. Micro-cracks propagate under cyclic loading, eventually linking up and breaking the surface. The result is spalling: flaking chunks of raceway material that contaminate the lubricant and accelerate further damage in a destructive feedback loop.
Industry failure analyses, including SKF's bearing damage classification, consistently list RCF as the dominant damage type for heavily loaded roll neck and pinch roll bearings in hot strip mills (SKF Bearing damage and failure analysis, accessed 2026-05).
2. Misalignment and Uneven Row Loading
Misalignment is the accelerant that turns normal fatigue into premature failure. When a work roll isn't properly aligned, the load shifts disproportionately onto one or two rows of the bearing. The cause may be thermal expansion, worn chocks, or improper installation. What should be shared equally across four rows gets concentrated into a fraction of the available contact area.
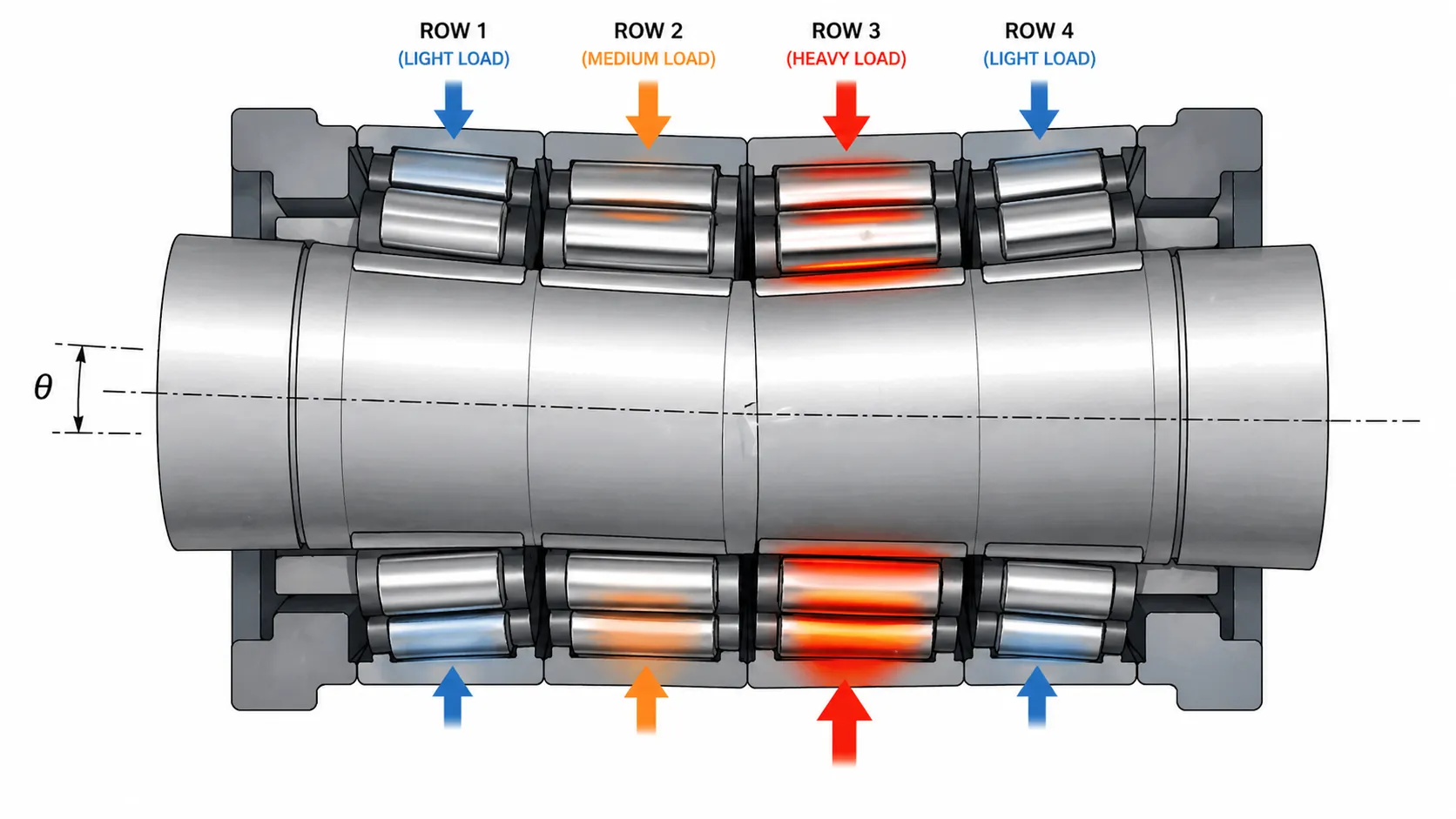
Uneven load distribution doesn't just increase stress on affected rollers. It can multiply contact pressure by a factor that cuts bearing service life dramatically. From a bearing manufacturer's perspective, the most useful failure photos show load marks across all four rows, not only the spalled areas. Those uneven marks reveal the real root cause: bearing quality, installation error, chock wear, or operating misalignment.
Pinch roll bearings face a uniquely punishing combination: high strip tension, impact loading as strip enters the bite, and rapid load reversals. These dynamic forces are precisely the conditions that fast-track the RCF cycle.
3. Water Ingress and Corrosion Pitting
Of all the failure mechanisms threatening four-row tapered bearings in a hot strip mill, water ingress is arguably the most deceptive. It doesn't announce itself with noise or vibration. It works quietly, degrading bearing surfaces over days or weeks before the damage becomes visible.
Finishing stands are particularly exposed. High-pressure cooling water is applied directly to the work rolls to control strip temperature and hold dimensional tolerances. That aggressive spray environment puts enormous stress on roll neck seals. When seals wear, crack, or seat improperly, water finds a path into the bearing housing.
How does moisture become metal damage? Once water enters the bearing assembly, two destructive processes begin almost simultaneously:
- Etching, a form of corrosive pitting caused by rust formation on raceway and roller surfaces. What starts as microscopic surface oxidation evolves into visible pitting that compromises the smooth contact geometry bearings depend on.
- Lubricant film breakdown: water contamination reduces the viscosity and load-carrying capacity of the grease or oil film separating rolling elements from raceways. Noria's analysis of water-in-oil contamination reports that as little as 1% water in the lubricant can reduce journal-bearing service life by up to 90%, and that water destroys the oil-film strength on rolling-element bearings well before that threshold (Noria — Water In Oil Contamination, accessed 2026-05).
The path to line spalling. Pitting and etching create stress concentration points along the raceway. Under the repeated loading cycles of normal mill operation, those points propagate into characteristic linear spall patterns. The patterns are often misidentified as fatigue damage rather than their true root cause: water contamination. According to bearing industry analysis, water ingress through damaged seals is a leading contributor to reduced service life in finishing stand four-row tapered units.
Preventing repeated four-row tapered bearing failures in steel mills requires that seal condition monitoring be treated with the same urgency as bearing inspection itself. A failed seal is a bearing failure in progress.
4. Lubrication Breakdown and Heat Damage
Among the common causes of tapered bearing failure in hot strip mills, inadequate lubrication is the one maintenance teams most frequently underestimate. Industry data from SKF and Schaeffler shows that improper lubrication or re-lubrication accounts for 36% to 54% of all bearing failures in heavy industrial applications (SKF Bearing damage and failure analysis, accessed 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). That's more than one in three breakdowns traced back to something as controllable as lubricant selection, volume, or application timing — our bearing lubrication guide covers the grease-vs-oil decision, fill quantities, and relubrication intervals in depth.
Why is heat the real enemy of the lubricant film? Bearing temperatures climb during continuous rolling, and in finishing stands they can rise sharply. As temperature rises, lubricant viscosity drops. A thinner film means reduced load-carrying capacity between rolling elements and raceways. Metal-to-metal contact begins intermittently, generating friction heat that further degrades the lubricant. It's a self-accelerating cycle.
Reduced film thickness is the direct precursor to catastrophic seizure. Once that thermal threshold is crossed, recovery without intervention is nearly impossible.
Misidentifying adhesive wear as abrasive wear is one of the costliest diagnostic errors a mill maintenance team can make: it shifts the response toward filtration upgrades when the real problem is lubrication starvation.
Countermeasures that hold up in practice:
- High-viscosity, high-temperature greases specifically rated for steel mill applications (EP greases with lithium complex or polyurea thickeners)
- Automated re-lubrication systems that deliver precise volumes at timed intervals, eliminating human variability
- Temperature-compensated viscosity selection: choosing lubricants based on actual operating temperature, not ambient conditions
- Flush-and-replenish cycles to remove contaminated grease before degradation compounds
One practical note from our manufacturing experience. Over-greasing creates its own problems, generating churning losses and heat. Precision matters as much as consistency.
5. Contamination from Scale and Debris
Mill scale, the fine iron oxide debris endemic to hot rolling, is a constant abrasive threat. Scale particles that enter the bearing housing produce abrasive wear characterized by micro-scratching across roller faces and raceway surfaces. The damage presents as a dull, matte finish with directional scoring.
This is distinct from adhesive wear caused by seizure. Adhesive wear shows material transfer between mating surfaces, smearing, and localized heat discoloration. Confusing the two leads to the wrong corrective action entirely. We emphasize this distinction when reviewing failed bearings returned by steel mill customers.
How to Identify the Root Cause from Damage Patterns
Understanding exactly how a bearing failed is just as critical as preventing the next failure. Structured damage analysis in hot strip mills relies on standardized classification systems, including ISO 15243:2017, which categorizes rolling bearing damage into systematic codes that maintenance engineers can use to trace failure back to root cause.
Spalling Patterns
Classic subsurface-initiated spalling from rolling contact fatigue appears as irregular, crater-like material removal on raceways. The depth and distribution of spalling across the four rows indicates whether the load was evenly distributed or concentrated by misalignment.
Line Spalling
Linear spall patterns running parallel to the rolling direction are characteristic of water contamination damage. The corrosion pits created by etching act as stress risers that propagate under cyclic loading into these distinctive linear tracks.
Corrosion and Etching
Rust-colored staining, surface pitting, and dull gray patches on raceways and rollers indicate moisture exposure. In finishing stand bearings, this damage pattern almost always traces back to seal failure and cooling water ingress.
Smearing and Adhesive Wear
Material transfer between roller and raceway surfaces, accompanied by heat discoloration (blue or straw-colored tinting), indicates metal-to-metal contact from lubricant film failure. This is the signature of lubrication starvation or thermal breakdown.
Uneven Load Marks
Asymmetric wear across the four rows is the clearest indicator of misalignment or chock wear. Look for heavier contact marks on one or two rows and minimal marking on the others. For steel mill customers, repeated failure in the same stand should trigger a review of seal condition, lubrication records, roll neck geometry, and chock wear before replacing the bearing.

How Do You Prevent Four-Row Tapered Roller Bearing Failure?
The damage patterns identified through structured analysis don't just diagnose problems. They directly inform which countermeasures actually work. Modern hot strip mills are adopting a layered defense strategy, targeting root causes rather than simply replacing bearings faster.
Improve Seal Integrity
The most significant hardware shift is the move toward sealed-clean four-row tapered bearings. Factory-installed seals eliminate the primary water ingress pathway, addressing the contamination failure mode at its source rather than downstream. For mills running in aggressive cooling water environments, seal condition should be inspected at every roll change, not just when failure occurs.
Verify Roll Neck and Chock Alignment
Misalignment is the single most common accelerant of premature bearing failure. Verification should include:
- Roll neck runout measurement before bearing installation
- Chock bore inspection for wear or damage
- Housing alignment check against mill stand reference surfaces
- Thermal expansion allowance verification for the specific stand position
Use High-Temperature Lubricants
Lubricant selection should be based on actual operating temperature at the bearing position, not ambient mill conditions. Paired with automated re-lubrication systems that maintain consistent film thickness during continuous rolling campaigns, proper lubricant selection addresses the largest single category of preventable bearing failures.
Monitor Vibration and Temperature
In vibration analysis, characteristic defect frequencies for the outer race, inner race, rolling elements, and cage can appear before visible damage is found during teardown. Mills that implement continuous vibration monitoring on roughing and early finishing stands can detect developing defects before catastrophic failure. That early warning creates the scheduling window needed to avoid unplanned stops.
Thermal trending catches lubrication failures before they escalate into catastrophic spalling. A sudden temperature rise at a bearing position is often the first detectable sign of film breakdown.
Audit Bearings During Roll Changes
Every roll change is an inspection opportunity. Maintenance teams should document:
- Visual condition of seals and seal seats
- Lubricant color, consistency, and contamination level
- Visible wear patterns on accessible raceway surfaces
- Roll neck surface condition (scoring, fretting, corrosion)
This data, accumulated over multiple roll changes, builds the trend history that transforms reactive maintenance into predictive strategy.
What to Check Before Selecting Replacement Four-Row Tapered Roller Bearings
Before replacing a failed roll neck bearing, maintenance and procurement teams should review each parameter below. The goal is to ensure the replacement addresses the root cause of the previous failure, not just the symptom.
| Parameter | What to Verify | Why It Matters |
|---|---|---|
| Bearing model number | OEM drawing or catalog match | Ensures dimensional and load-rating compatibility |
| Roll neck diameter and tolerance | Measured fit class | Bore/shaft fit drives initial preload |
| Chock design and bore condition | Surface and dimensional inspection | Worn chocks accelerate misalignment |
| Radial and axial load conditions | Stand-specific operating loads | Selects between cylindrical and tapered architectures |
| Rolling speed range | Production schedule data | Affects lubrication regime and cage design |
| Operating temperature | Bearing position thermography | Drives lubricant viscosity grade selection |
| Lubrication method | Grease, oil-air, or circulating oil | Determines seal type and re-lube intervals |
| Seal structure and condition | Seal lip and seat inspection | Primary defense against water ingress |
| Previous failure pattern | Damage photos across all four rows | Reveals whether root cause was bearing or system |
| Required service interval | Roll change schedule target | Sets target L10 life calculation |
| Precision class | Application standard (P0/P6/P5) | Affects vibration and dimensional accuracy |
| Material and heat treatment | Through-hardened or carburized | Critical for high-shock environments |
A bearing that failed from misalignment will fail again if only the bearing is replaced without correcting the alignment condition. The same logic applies to every parameter on this list.
For a detailed comparison of four-row tapered vs. cylindrical roller bearings for different mill stand positions, see our bearing architecture comparison guide. For full selection, lubrication, and maintenance guidance, see our definitive guide to rolling mill bearings.
Frequently Asked Questions
Q: What is the most common failure mode in four-row tapered roller bearings?
Rolling contact fatigue (RCF) is consistently identified as the primary damage mode in roll neck bearing investigations, especially in roughing and intermediate stands carrying heavy radial and axial loads. RCF is accelerated when misalignment concentrates load onto one or two rows instead of distributing it evenly across all four.
Q: How does water ingress damage hot strip mill bearings?
High-pressure cooling water in finishing stands attacks degraded seals and enters the bearing housing. Once inside, water causes etching (corrosive pitting on raceways and rollers) and breaks down the lubricant film. The pitting acts as a stress riser, propagating into characteristic line spalling under repeated load cycles.
Q: What percentage of bearing failures come from lubrication issues?
SKF and Schaeffler attribute 36-54% of bearing failures in heavy industrial applications to improper lubrication: wrong grease grade, insufficient volume, contamination, or missed re-lubrication intervals. That makes lubrication the single largest preventable category, well ahead of fatigue or misalignment as standalone root causes.
Q: How do I tell adhesive wear from abrasive wear on a returned bearing?
Abrasive wear, caused by mill scale and debris, presents as dull, matte finishes with directional micro-scratches. Adhesive wear, caused by lubrication failure or seizure, shows material transfer between rollers and raceways, smearing, and blue or straw-colored heat discoloration. Misidentifying the two leads to the wrong corrective action.
Q: What is ISO 15243 and why does it matter for bearing failure analysis?
ISO 15243 is the international standard that classifies rolling bearing damage into systematic categories: fatigue, wear, corrosion, electrical erosion, plastic deformation, and fracture. Using ISO 15243 codes during teardown turns reactive replacements into root-cause investigations and lets maintenance teams trend failure patterns across mill stands.
Q: How often should four-row tapered roller bearings be inspected in a hot strip mill?
Every roll change is an inspection opportunity, and seal condition, lubricant state, and visible wear should be documented every time the chock comes out. Continuous vibration and temperature monitoring on critical stands can catch developing defects between scheduled inspections, often weeks before the failure would otherwise become visible.
Key Takeaways for Preventing Roll Neck Bearing Failure
- Rolling contact fatigue is the most commonly observed damage mode, accelerated by misalignment that concentrates load onto one or two rows.
- Water ingress through degraded seals causes corrosion pitting and line spalling, particularly in finishing stands with aggressive cooling water.
- Lubrication failure accounts for over a third of all industrial bearing failures. Automated re-lubrication and temperature-compensated viscosity selection are the most effective countermeasures.
- Damage pattern analysis using standardized classification (ISO 15243) turns reactive teardowns into root-cause investigations.
- Seal integrity and precision alignment are the two variables that most consistently separate high-performing mills from reactive ones.
Where Should You Start to Reduce Unplanned Roll Changes?
Bearing failures in hot strip mills are largely preventable when teams understand the mechanics behind them. The clearest next step is a root-cause audit on your current bearing inventory. Examine wear patterns, lubrication records, and seal condition data while the cost is still measured in labor hours, not lost production.
Structured damage analysis transforms bearing failures from unpredictable emergencies into manageable, data-driven engineering problems.
If your hot strip mill is experiencing repeated roll neck bearing failures, ANDE Bearing can help review your bearing model, operating conditions, failure photos, and replacement requirements.
Send us:
- Bearing model or drawing
- Failed bearing photos (raceway surfaces and load marks across all four rows)
- Application stand position
- Operating temperature and lubrication method
- Failure interval and previous damage pattern
- Required quantity
Our engineering team evaluates whether the issue is related to bearing selection, sealing, lubrication, alignment, or operating conditions, and recommends the right replacement specification for your mill.
Browse our four-row tapered roller bearing series, explore the full rolling mill bearing product range, or contact our engineering team for technical consultation.
About the Author
Jeff Li writes on bearing engineering and applications for ANDE Bearing. Connect on LinkedIn.
Sources and Further Reading
- SKF, Bearing damage and failure analysis (skf.com/group/support/bearings/bearing-damage-and-failure-analysis, accessed 2026-05)
- Schaeffler, Rolling Bearing Damage (Publication WL 82 102, Schaeffler Technologies, 2023)
- ISO 15243:2017, Rolling bearings — Damage and failures — Terms, characteristics and causes (iso.org/standard/59619.html, International Organization for Standardization, accessed 2026-05)
- Noria Corporation, Water In Oil Contamination (machinerylubrication.com/Read/192/water-contamination-grease, Practicing Oil Analysis, accessed 2026-05)
- Industry teardown reports and lubricant contamination studies covering hot strip mill roll neck and pinch roll bearings


