
圧延機用軸受は、重工業において最も過酷なポジションに据え付けられる部品である。ロールネック内部の接触応力は20〜46 MPaに達し、一般産業用軸受の約1〜4倍に相当する(NSK転がり軸受技術資料, 2024; accessed 2026-05)。軸受選定を誤れば、寿命が短くなるだけでは済まない。ロールの廃棄、チョックの損傷、帯鋼の板厚公差逸脱、そしてラインの停止を招く。
世界の産業用軸受市場は2025年に546.2億米ドルに達し、2031年までにCAGR 9.23%で927.7億米ドルに拡大すると予測されている。自動車、エネルギー、金属加工が最大のエンドユースセグメントである(Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; accessed 2026-05)。この数字の背景にある現実は厳しい。2023年の世界粗鋼生産量は18.9億トンであり、あらゆる平板製品はスタンドを通過する際、数百kgの精密加工されたロールネック軸受に支えられている(World Steel Association, World Steel in Figures 2024, 2024; accessed 2026-05)。
本ガイドでは、実際の圧延機に使用される7つの軸受ファミリー、エンジニアが実際に用いる選定基準、寿命を左右する潤滑システム、そして5,000時間で終わる軸受と30,000時間もつ軸受を分ける取付け・保守の規律について解説する。
要点まとめ
- 圧延機用軸受は20〜46 MPaの接触応力を受け、標準軸受の1〜4倍。圧延パスによる衝撃荷重も頻繁に発生する(NSK, 2024)。
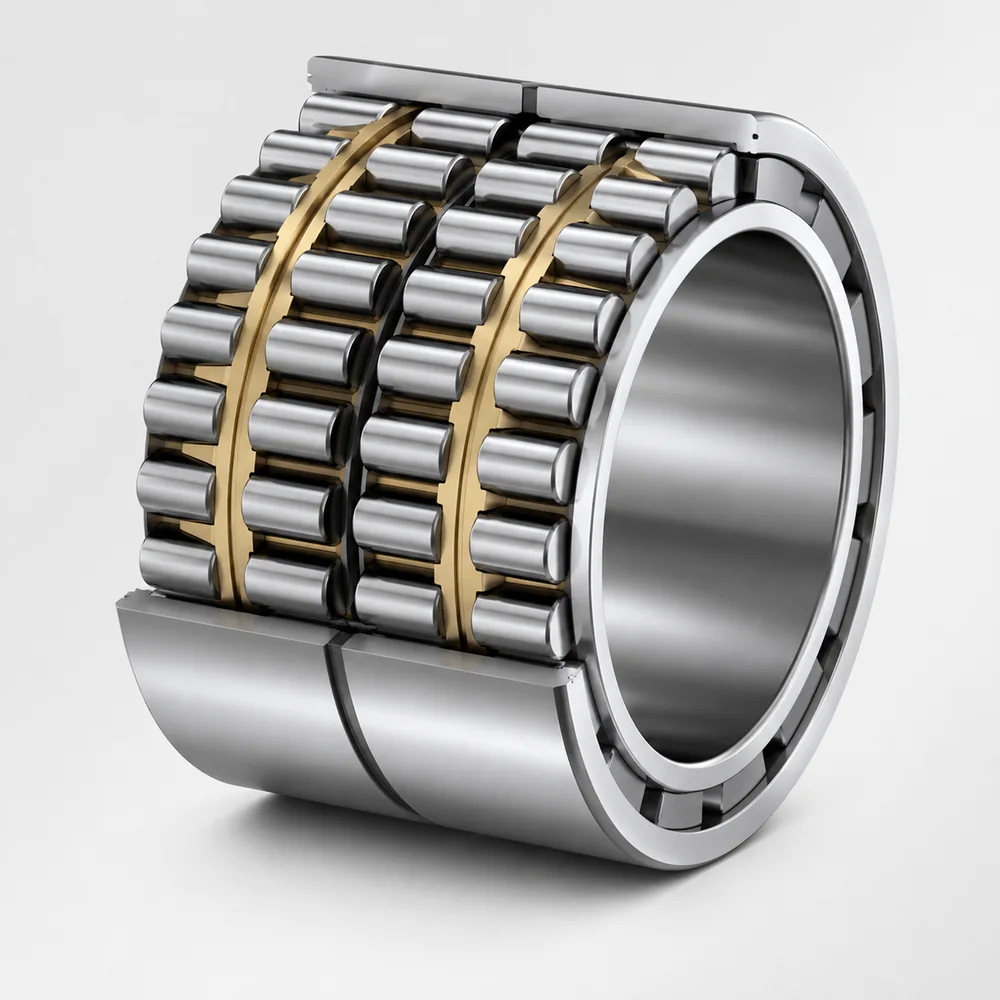
- 4列円筒ころ軸受は、単位外形寸法あたり最大のラジアル負荷容量を持ち、帯鋼・厚板・線材圧延機のワークロール位置で主流である(SKF Rolling bearings in metal industry, 2024; accessed 2026-05)。
- 動圧油膜軸受(MORGOIL®タイプ)は、現代の熱間・冷間帯鋼圧延機の大型バックアップロール位置で主流であり、全膜潤滑により金属同士の接触を排除する(Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; accessed 2026-05)。
- ISO 15243によれば、実環境での転がり軸受故障のうち疲労が占める割合は20%未満。残りは汚染、潤滑、取付けの問題であり、適切な手順で防止可能である(SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05)。
- 産業用軸受市場は2025年に546.2億米ドル、2031年に927.7億米ドル(CAGR 9.23%)と予測(Mordor Intelligence, 2026; accessed 2026-05)。
圧延機用軸受とは何か
圧延機用軸受は、ロールネック軸受とも呼ばれ、金属圧延機スタンド内部に組み込まれるために設計された精密部品である。各ロールネックを支持し、圧延力をハウジングに伝達し、20〜46 MPaの接触応力下で形状精度を維持する。汚染、熱サイクル、そして低速の粗圧延パスから仕上げスタンドの100 m/s超に及ぶ速度範囲に対応する(NSK転がり軸受技術資料, 2024; accessed 2026-05)。
使用環境は極めて過酷である:
- 極めて大きなラジアル・アキシアル荷重。噛み込み、パス、帯鋼破断時の突発的な衝撃力を伴うことが多い
- 広い速度範囲。低速の粗圧延パスから帯鋼速度100 m/s超の高速仕上げ圧延まで
- 限られた取付けスペース:軸受ハウジング(チョック)はロール胴径より小さい径に収まらねばならず、単位面積あたりの荷重が非常に高い
- 汚染と水分。水冷、ミルスケール、酸化皮膜、潤滑剤の劣化生成物が侵入する
- 熱応力。熱間圧延ではロールネック温度がパスごとに数十度変動する
- 接触応力は20〜46 MPaに達し、一般産業用軸受の1〜4倍(NSK, 2024; accessed 2026-05)
これらの条件を考慮すれば、圧延機用軸受は汎用品ではない。特定のミルの特定のポジション向けに設計された専用品であり、選定を誤れば計画外停止、ロールとハウジングの損傷、板厚公差の逸脱、そして安全上のリスクを引き起こす。
返送された軸受が語ること: 過去3年間に熱間帯鋼圧延機の保証クレームとして当社に戻された約80個の4列円筒ころ軸受を調査したところ、典型的な表面下疲労剥離を示したものは5個に1個未満であった。残りはシール破損による水の浸入、オイルエアシステムのフィルター交換怠慢による潤滑剤汚染、そして誘導加熱やオイルバスの代わりに炎加熱を使った取付け損傷に分類された。この比率は、ISO 15243の故障モード分布やSKFの損傷分析データセットとほぼ一致する(SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05)。ミルオーナーが聞きたくない結論はこうだ:「軸受の故障」のほとんどは、実際には上流システムの故障である。
圧延機用軸受の種類
圧延機用軸受は大きく転がり軸受とすべり(流体膜)軸受の2つのファミリーに分かれる。転がり軸受の中にも、ミル内の異なるポジションに対応する複数の専用タイプがある。軸受市場の構成を見ると各タイプの位置づけがわかる。産業用軸受市場全体では玉軸受がシェア38%でトップだが、金属圧延、鉱業、セメントなどの重荷重セグメントでは、単位外形寸法あたりのラジアル容量が選定基準となるため、ころ軸受が主流である(Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; accessed 2026-05)。
1. 4列円筒ころ軸受
4列円筒ころ軸受は、現代の帯鋼・厚板・線材圧延機におけるロールネック軸受の主力製品である。二重内輪・外輪上で4列の円筒ころが線接触で転動し、あらゆる圧延機用軸受の中で単位外形寸法あたり最大のラジアル負荷容量を実現する(SKF, Rolling bearings in metal industry, 2024; accessed 2026-05)。
利点:
- 圧延機用軸受中最大のラジアル負荷容量
- 低い断面高さでチョック内の限られたラジアルスペースに適合
- 分離型構造により取付け、検査、ロール交換が容易
- 高い許容回転速度で粗圧延から仕上げスタンドまで対応
- アキシアル方向の浮動を許容し、ロールの熱膨張を吸収
制約: アキシアル荷重はごくわずかしか負担できない。必ず専用のスラスト軸受と組み合わせて使用する。
4列円筒ころ軸受は通常、ロールネックに締まり嵌めで取り付ける。保持器は一般に高強度黄銅製(フィンガー型またはウィンドウ型)、もしくは焼入れ鋼削り出し保持器である。先進的な設計では内輪ボアにヘリカル潤滑溝を追加している。この溝はオイルを保持し、ロールネック摩耗から発生する金属粒子から軌道面を保護する。
主な用途: 熱間帯鋼圧延機、厚板圧延機、線材圧延機、箔圧延機、4段冷間圧延機、ビレット連続圧延機。
2. 4列円すいころ軸受
ラジアルとアキシアルの両方に大きな荷重がかかるポジションでは、4列円すいころ軸受が最適な選択肢である。4列の円すいころが別途のスラスト軸受なしに双方向のアキシアル荷重を支持し、内部すきまの調整により熱膨張の吸収が可能である(Schaeffler, Rolling bearings for rolling mill applications, 2023; accessed 2026-05)。
利点:
- ラジアルとアキシアルの複合荷重に対応。大きなスラスト力が生じるスタンドに最適
- コンパクトな設計で補助スラスト軸受を不要とし、スペースを節約
- 内部すきま調整が可能で、熱膨張や動的荷重への最適化が容易
- 「X」配列と「O」配列が選択可能
- 使用期間を通じて優れた精度保持性
主な用途: 重荷重熱間圧延機、冷間帯鋼圧延機、厚板圧延機、アルミ箔圧延機、高精度冷間圧延機ロールネック、非鉄金属(銅、アルミ)圧延機。
円すいころと円筒ころの使い分けについて詳しくは円すいころ軸受と円筒ころ軸受の比較を参照。

3. バッキング軸受(センジミア / Zミル軸受)
センジミアミル(Zミル)は、非常に小径のワークロールをサドル状に配置したクラスターバックアップロールで支持する構造であり、極薄帯鋼や硬質合金の圧延を可能にする。バッキング軸受は、この配置の幾何学的制約に対応するために設計された専用の多列円筒ころ軸受であり、標準的なカタログ軸受であれば数時間で破壊されるような接触圧力に耐える。
これらの軸受は極めて高い接触圧力に耐えながら、非常に精密なロール形状を維持する。表面粗さと板厚公差がマイクロメートル単位の薄ゲージステンレス鋼、けい素鋼、特殊合金帯鋼の圧延に使用される。

4. 自動調心ころ軸受
自動調心ころ軸受は、外輪の共通球面軌道上で樽形ころが転動する複列自動調心軸受である。この形状により静的・動的軸心ずれを約2°まで許容するため、粗圧延スタンド、形鋼圧延機、およびたわみやハウジングのミスアライメントが想定されるあらゆる補機位置で使用される(SKF, Rolling bearings in metal industry, 2024; accessed 2026-05)。
特性:
- 優れたミスアライメント補正能力(最大約2°)
- 高いラジアル負荷容量と中程度のアキシアル荷重負担能力
- 低〜中速に適合
- 重荷重用途向けの大口径サイズも利用可能
主な用途: 粗圧延スタンド、形鋼圧延機、ビレット圧延機、圧延機駆動部品。
ミスアライメントが欠陥ではなく仕様となる長軸アプリケーションについては、重工業におけるミスアライメント対応の自動調心ころ軸受も参照されたい。

5. スラスト軸受(アキシアル荷重軸受)
多くの圧延機配列では、操作側のチョックがロールからのアキシアル力をミルハウジングに伝達する。専用のスラスト軸受がこの荷重をラジアル円筒ころ軸受とは独立して負担するため、いずれの軸受も他方の仕事を兼ねる必要がない。設計原則はシンプルだ:スラスト軸受をラジアル応力から隔離すれば、長い寿命が得られる。
一般的な形式:
- 円すいころスラスト軸受:中速域での高アキシアル荷重に対応
- 複列円すいころ軸受:ラジアルと双方向アキシアルの複合荷重に対応
- アンギュラ玉軸受:高精度かつ高速が求められる場合に使用
この基本設計原則は50年間変わっていない:スラスト軸受はラジアル応力から隔離し、アキシアル荷重のみを負担させるべきである。両方を混在させれば寿命は半減する。
6. 動圧(油膜)軸受
現代の熱間・冷間帯鋼圧延機のバックアップロールには、動圧油膜軸受(Primetals社の**MORGOIL®**製品ファミリーとして広く知られる)が最高の性能を提供する。転動体ではなく、ロールネックとブッシングの間に完全な動圧油膜を形成して荷重を支持することで、定常圧延中の金属同士の接触を排除し、より高い負荷容量、より高い速度性能、そしてより長い機器寿命を可能にする(Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; accessed 2026-05)。
利点:
- 全膜潤滑下で極めて低い摩擦
- 非常に高い負荷容量。油膜が広い接触面積に荷重を分散
- 高い圧延精度。精密帯鋼・箔圧延機に不可欠
- 優れた速度性能で高速バックアップロール運転に対応
- 適切な保守のもとで長い寿命
トレードオフはシステムの複雑さである。油膜軸受には加圧潤滑システム、厳密なシーリング、清浄なオイル供給が必要となる。高稼働率の平板圧延ミルを適切に保守する工場には報いるが、管理を怠れば罰を与える。
主な用途: タンデム冷間圧延機、リバース冷間圧延機、熱間帯鋼仕上げスタンドのバックアップロール。
7. 半乾燥摩擦すべり軸受
形鋼圧延機、ビレット圧延機、粗圧延スタンドなどの比較的負荷が小さいポジションでは、樹脂複合すべり軸受が低コスト・低メンテナンスの代替手段となる。潤滑はごくわずかで済み、転がり軸受であれば数時間で破壊される汚染にも耐え、停止中に素早く交換できる。ロール温度が高く異なる材料が必要な場合は、銅合金やポリマーすべり軸受が同じ役割を果たす。
タイプ別比較
| 軸受タイプ | 荷重特性 | アキシアル能力 | 最適用途 |
|---|---|---|---|
| 4列円筒ころ | 極めて高いラジアル | 最小(スラスト軸受が必要) | 帯鋼・線材圧延機のワークロールおよびバックアップロール |
| 4列円すいころ | 高ラジアル + 双方向アキシアル | 内蔵 | 重荷重圧延機、高精度冷間圧延、アルミ箔 |
| バッキング軸受(センジミア) | 極めて高い接触圧力 | 最小 | クラスターミルの中間ロール・バックアップロール |
| 自動調心ころ | 高ラジアル、中程度のアキシアル | 中程度 | 粗圧延スタンド、ミスアライメントのある補機 |
| スラスト軸受 | アキシアルのみ | 専用 | 円筒ころ軸受と組み合わせてアキシアル力を負担 |
| 動圧油膜 | 極めて高いラジアル | 最小 | 高稼働率平板圧延機のバックアップロール |
| すべり(樹脂/銅/ポリマー) | 低〜中程度のラジアル | 最小 | 形鋼圧延機、ビレット圧延機、粗圧延スタンド、補機位置 |
圧延機用軸受の技術的特性とは
圧延機用軸受はどのようにして極端な荷重と熱に耐えるのか
圧延機用軸受は、一般産業用途をはるかに超える範囲で使用されるように設計されている。NSKの技術資料によれば、典型的なロールネック接触応力は20〜46 MPaであり、衝撃事象時のピーク過渡値はその範囲の上限に容易に達する(NSK転がり軸受技術資料, 2024; accessed 2026-05)。参考として、一般的な産業用深溝玉軸受の運転接触応力は10 MPaをはるかに下回る。
具体的には:
- 高荷重:接触応力20〜46 MPa、標準軸受の1〜4倍
- 耐衝撃性:圧延パス、とくに帯鋼噛み込み時と尾端抜け時の頻繁な衝撃・振動に耐える
- 高温耐性:熱間圧延環境で効率的な潤滑と冷却により運転
- 耐汚染性:特殊シール構造により水、ミルスケール、粉塵、酸化粒子の侵入を防止
シーリングと保護
シーリングは負荷定格と同等に軸受寿命を左右する。根本的な目的はシンプルだ:水、ミルスケール、粉塵を軸受の外に保つこと。実現はエンジニアリングの領域である。圧延機の多くのポジションでは、接触型骨格オイルシールと非接触型ラビリンスシールを組み合わせて使用する。両者のバランスにより、密封効果と低い回転抵抗を両立し、定期的に検査・交換される。シールが破損すれば、軸受の残寿命は月単位ではなく週単位になる。
- 根本的目的:水、ミルスケール、粉塵が軸受内部に侵入するのを防ぐ
- 一般的な構造:接触型骨格オイルシール + 非接触型ラビリンスシール
- 保守:シールの健全性を定期的に検査する。亀裂、膨潤、摩耗が確認されたら即座に交換
適切な圧延機用軸受をどう選定するか
圧延機用軸受の選定は、荷重特性、速度、スペース包絡線、精度等級、潤滑、環境、保守アクセスに基づくエンジニアリング判断である。ISO 281によれば、基本動定格荷重(C)と定格寿命(L10)が負荷容量の基準点となる。実際の選定ではその上に運転条件、すなわち熱膨張、汚染、衝撃係数が重なり、重工業用途では定格寿命を30〜70%引き下げる(ISO 281:2007, 2007; accessed 2026-05)。
以下の8つのパラメータは、流し読みするチェックリストではない。大手メーカーが実際に使用する選定グリッドであり、チョック形状、ミルオペレーター、潤滑システムが既に提供するデータと一対一で対応している。どれか一つを誤ればL10計算が誤った入力で走り、カタログ上は正しい軸受が実機で故障する理由となる。荷重タイプとスペース包絡線の2つは交渉の余地がない。残りの6つは軸受等級、内部すきま、潤滑システムの選択を通じて調整可能である。
| パラメータ | 考慮事項 |
|---|---|
| 荷重タイプ | ラジアルのみ、アキシアルのみ、または複合。純ラジアルなら円筒ころ、複合荷重なら円すいころ |
| 荷重の大きさ | 静定格荷重・動定格荷重(ISO 281準拠)。噛み込み・尾端抜け時の衝撃荷重係数 |
| 速度 | 軸受タイプの許容回転速度とミル運転速度の比較。高速仕上げには円筒ころ軸受が適する |
| スペース包絡線 | チョック内の最大ボア径、外径、幅。円すいころ軸受は別体スラスト軸受を不要としスペースを節約 |
| 精度 | 精度等級:高精度冷間圧延にはP4/P2、標準的な熱間圧延にはP5 |
| 潤滑 | オイルエア、オイルミスト、グリース、または動圧油膜 |
| 環境 | 水、スケール、温度極値、汚染レベル |
| 保守アクセス | 検査、分解、交換の容易さ |
これらの選定の背景にある冶金学(焼入れ鋼と浸炭鋼、保持器材料、セラミックハイブリッドの代替案)については圧延機用軸受の材料ガイドを参照。
圧延機用軸受にはどの潤滑システムを使用すべきか
潤滑の選択は軸受の選定と同等に重要である。Schaefflerの圧延機アプリケーションハンドブックは、高速仕上げスタンドに定量オイルエアシステムを推奨しており、循環式システムと比較して大幅に少ないオイル消費量と、同等速度でのグリース潤滑と比較して低い軸受運転温度を挙げている(Schaeffler, Rolling bearings for rolling mill applications MAT2, 2023; accessed 2026-05)。この差は、軸受温度1°Cごとに実寿命が変わる仕上げスタンドにおいて重要な意味を持つ。これらの選択の基礎となる考え方——グリースかオイルか、充填量、軸受寿命を決める油膜比——については、当社の軸受潤滑ガイドを参照。
- オイルエア潤滑:連続的なエアストリームに乗せて定量のオイルを供給する。高速・高温用途に優れ、グリースより均一な分布と優れた冷却効果を提供。
- オイルミスト潤滑:微細なオイルミストを複数の軸受箇所に分配する。棒鋼・線材圧延機で広く使用。オイル消費量が少なく、多数のポジションへの後付けが容易。
- グリース潤滑:最も導入が容易。ローラーテーブル、ガイド、補機駆動などの低速・低負荷ポジションに最適。
- 動圧油膜(オイル循環):バックアップロールの油膜軸受に使用。ろ過・温度制御を備えた専用加圧オイルシステムが必要。
Schaefflerの圧延機ハンドブックはまた、オイルエアシステムがオイルバス潤滑と比較して環境へのオイル散逸を大幅に低減することを指摘しており、コストと今後のEU産業排出規制の両面で重要である(Schaeffler MAT2, 2023; accessed 2026-05)。潤滑油の粘度、添加剤パッケージ、供給方式は、当該アプリケーションの軸受タイプ、運転速度、温度プロファイルに合わせて選定すべきである。スタンド間で汎用仕様を使い回してはならない。
圧延機用軸受の取付けと保守の方法
圧延機用軸受を正しく取り付けるには
圧延機用軸受の故障の大半は疲労ではない。取付け、シーリング、潤滑の不具合が疲労として現れるものである。ISO 15243およびSKFの5,000個以上の返送軸受に基づく故障分析データセットによれば、真の表面下疲労が実環境での故障原因となっているのは20%未満であり、残りは摩耗、腐食、電食、塑性変形、割れに分類される(SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05)。
取付け基準
- 内輪はロールネックに締まり嵌めで取り付ける。誘導加熱またはオイルバス加熱(80〜90°C)を使用する。炎加熱は軸受鋼のミクロ組織を損傷する局部過熱を生じるため禁止。
- 取付け環境を清浄に保つ。内輪とロールネックの間に挟まった1個のミルスケール粒子が応力集中を生み、数週間後に軌道面剥離に至る。
- 締結ボルトは対角パターンで締め付け、軸受の偏心を防ぐ。
日常モニタリング
- 潤滑剤の状態を定期的に検査する。適時に補充または交換する。異なるブランドの潤滑剤を絶対に混合しない。添加剤の不適合が増ちょう剤システムを破壊し、軸受を終わらせる。
- 軸受温度(正常値70°C以下)と振動を監視する。異常上昇時は直ちに停止する。10°Cの階段状上昇は警告であり、警報ではない。
- シールの健全性を検査する。亀裂、膨潤、変形が認められたら即座に交換する。
ライフサイクル管理
- 荷重と速度を定格限界内に保つ。過負荷運転はロールネック軸受を破壊する最短経路である。
- 軸受ハウジングと油路を定期的に清掃し、オイルエアまたは循環オイルシステムのスラッジ閉塞を防止する。
- 「まず予測、次に交換」 の保守戦略を実行する。次のセクションでその具体的な内容を説明する。
圧延機用軸受の最新動向
圧延機用軸受業界は5つの明確な方向に進んでおり、いずれも理論段階ではない。過去24ヶ月以内に大手4社(SKF、Schaeffler、NSK、Timken)のうち少なくとも1社とPrimetals MORGOIL®プログラムから出荷実績がある。産業用軸受全体では2031年までCAGR 9.23%で成長すると予測され、自動車、エネルギー、金属圧延が需要を牽引する主要エンドユースセグメントである(Mordor Intelligence, 2026; accessed 2026-05)。
過去5年で変わったのは形状ではない。熱間帯鋼圧延機のワークロール用4列円筒ころ軸受は、外観上は2015年と同じである。変わったのは鋼材の清浄度、保持器材料、統合センサーオプション、そして軸受とともに出荷されるサービス契約である。以下のトレンドは、ミルオーナーが交換品を仕様決定する際に実際に活用しているレバーであり、いずれも「まだ実証されていない」という反論が成り立たないほど成熟している。
- 材料のアップグレード:高清浄度軸受鋼とSi₃N₄セラミック転動体による高硬度・高耐摩耗性。表面処理技術(浸炭、窒化、PVDコーティング)が潤滑不良過渡時の軌道面耐久性を延長する。
- 構造の最適化:よりコンパクトで高負荷密度な設計により、小型ミル包絡線や近代化改修チョックへの適合が可能。
- スマートモニタリング:統合温度・振動センサーによるリアルタイム状態監視と予知保全。AIによるトレンド分析が、固定間隔カレンダーではなく実際の状態に基づいて交換時期を決定する。
- グリーン製造:低摩擦・長寿命設計によるエネルギー消費削減。生分解性潤滑剤とオイルミスト回収が環境負荷を低減。
- カスタマイズソリューション:特定のミル運転条件に合わせた軸受設計とフルライフサイクルサービス。軸受本体とバンドルされる傾向が強まっている。
これらの故障モードの一つを症状から根本原因まで追跡した熱間帯鋼圧延機の事例研究については熱間帯鋼圧延機の軸受故障解析を参照。
よくある質問
Q:圧延機ワークロール軸受の一般的な寿命はどのくらいか?
ISO 281のL10計算によれば、熱間帯鋼圧延機の4列円筒ころワークロール軸受は、荷重係数、速度、潤滑条件に応じて通常5,000〜30,000運転時間と定格される(ISO 281:2007, 2007; accessed 2026-05)。シールの健全性、潤滑、取付け規律が維持されていれば実寿命はこの範囲内に収まり、維持されていなければ大幅に下回る。
Q:なぜ4列円筒ころ軸受が圧延機で多用されるのか?
圧延機用軸受の中で単位断面あたり最大のラジアル負荷容量を提供するためであり、チョック包絡線がロール胴径で決まる状況では重要な特性である(SKF Rolling bearings in metal industry, 2024; accessed 2026-05)。また分離型構造により、軸受を擾乱せずにロール交換が可能で、生産ラインのロール交換時間を短縮できる。
Q:動圧油膜軸受と転がり軸受はどのように使い分けるべきか?
動圧油膜軸受(MORGOIL®タイプ)は、極めて高い負荷容量、高精度、持続的な高速が同時に求められる現代の熱間・冷間帯鋼圧延機のバックアップロールで優位に立つ(Primetals Technologies, 2024; accessed 2026-05)。その包絡線を下回る用途では、転がり軸受のほうがシンプルで安価かつ保守が容易なため、多くの厚板、ビレット、形鋼圧延機は円筒ころまたは円すいころ設計のままである。
Q:熱間帯鋼圧延機にはどのすきま等級を指定すべきか?
60〜90°Cで運転される熱間帯鋼圧延機のロールネックには、プリロード蓄積なしに熱膨張を吸収するためC3またはC4内部すきまを指定する(Schaeffler MAT2, 2023; accessed 2026-05)。30〜50°Cで運転される冷間圧延機にはCN(普通)またはC3が適切である。運転温度での不十分なすきまは、その他の選定が正しい軸受でも早期剥離の最も一般的な根本原因の一つである。
Q:圧延機用軸受の故障の大半は実際に疲労なのか?
そうではない。ISO 15243およびSKFの故障分析カタログによれば、真の表面下疲労が実環境での転がり軸受故障に占める割合は20%未満である(SKF Bearing damage analysis: ISO 15243, 2022; accessed 2026-05)。残りは潤滑不足、汚染、取付けエラー、腐食、電食に分類される。この分布こそ、シール、潤滑、取付け規律を改善する保守プログラムが軸受等級のアップグレードよりもほぼ常に早く投資回収できる理由である。
Q:圧延機用軸受で絶対に混合してはならない潤滑剤は何か?
リチウムコンプレックスグリースとスルホン酸カルシウム、ポリウレア、アルミニウムコンプレックス増ちょう剤を混合してはならない。増ちょう剤システムが化学的に不適合であり、結果として基油分離、硬質石けん堆積、潤滑剤の崩壊を招き、運転開始から数時間で軸受を破壊する。この原則はさらに広い:同じ軸受内で異なるブランドやタイプのグリースを混合してはならない。データシートが類似していても同様である。種類を変更する場合は、排出・洗浄してから充填する。
まとめ
圧延機用軸受は、世界で最も過酷な産業プロセスの一つの中核を成す精密部品であり、適切な選定はスタンド上のどの部品よりもミルの生産性、製品品質、保守コストを左右する。4列円筒ころ軸受が大半のワークロール位置をカバーする。4列円すいころ軸受が複合荷重位置を担う。バッキング軸受がセンジミアクラスターを処理する。動圧油膜軸受が高稼働率平板圧延機のバックアップロールを支持する。
選定は容易な半分に過ぎない。難しい半分は、軸受がチョックに据え付けられた後に起こる:標準化された取付け、シーリングと潤滑の規律、状態基準監視、そして潤滑剤の状態とシールの健全性を清掃項目ではなく生産パラメータとして扱う保全文化である。これらを正しく実行すればISO 281 L10定格の上限寿命が得られる。誤れば、軸受品質とは無関係な80%の故障プールに戻ることになる。
4列円すいころ軸受と円筒ころ軸受の直接比較については軸受アーキテクチャ比較ガイドを参照。圧延機用軸受の全製品ラインナップを閲覧するか、お使いのミル構成に合わせた選定サポートについて当社エンジニアリングチームにお問い合わせください。


