
軸受を測定するには、ミリメートル単位で3つの寸法を記録します。内径(ボア、d)、外径(D)、そして幅(ラジアル軸受はB、円すいころ軸受はT)です。この3つの数値と軸受タイプが分かれば、現在生産されているほぼすべての標準転がり軸受を特定できます。境界寸法はラジアル軸受については ISO 15 に、メートル系円すいころ軸受については ISO 355 に規定されています。
本ガイドでは、測定手順、使用する工具、買い手が誤った交換品を発注してしまう典型的なミス、そして測定値を軸受表面に刻印された呼び番号と照合する方法を解説します。
重要ポイント
- すべての標準軸受は、内径(d)、外径(D)、幅(BまたはT)の3つの寸法で定義されます。
- 公称寸法にはデジタルノギスを、精度が必要な場面ではマイクロメータを使用します(ISO 492 に基づくP0等級軸受の内径公差は、通常わずか数μmです)。
- ほとんどの軸受呼び番号の下2桁は、ISO 15 の内径コード方式に従ってミリメートル単位の内径を表しており、物理測定値を素早く照合できる手段となります。
- 必ず室温で測定してください。軸受鋼の熱膨張は 1メートルあたり1°Cで約11〜12 μm となり、温まった状態で測定すると精密軸受が公差から外れて見える可能性があります。
- 円すいころ軸受は、外輪と内輪が分離可能なため、BではなくT(組立全体の幅)を用います。
軸受の3つの寸法とは?
すべての標準転がり軸受は、ミリメートル単位の3つの境界寸法、すなわち内径、外径、幅で定義されます。これら3つの数値は、境界寸法規格 ISO 15 で体系化されており、主要メーカー各社(SKF、NSK、シェフラー/FAG、NTN、Timken)はカタログの各ページ冒頭にこれらを必ず記載しています。
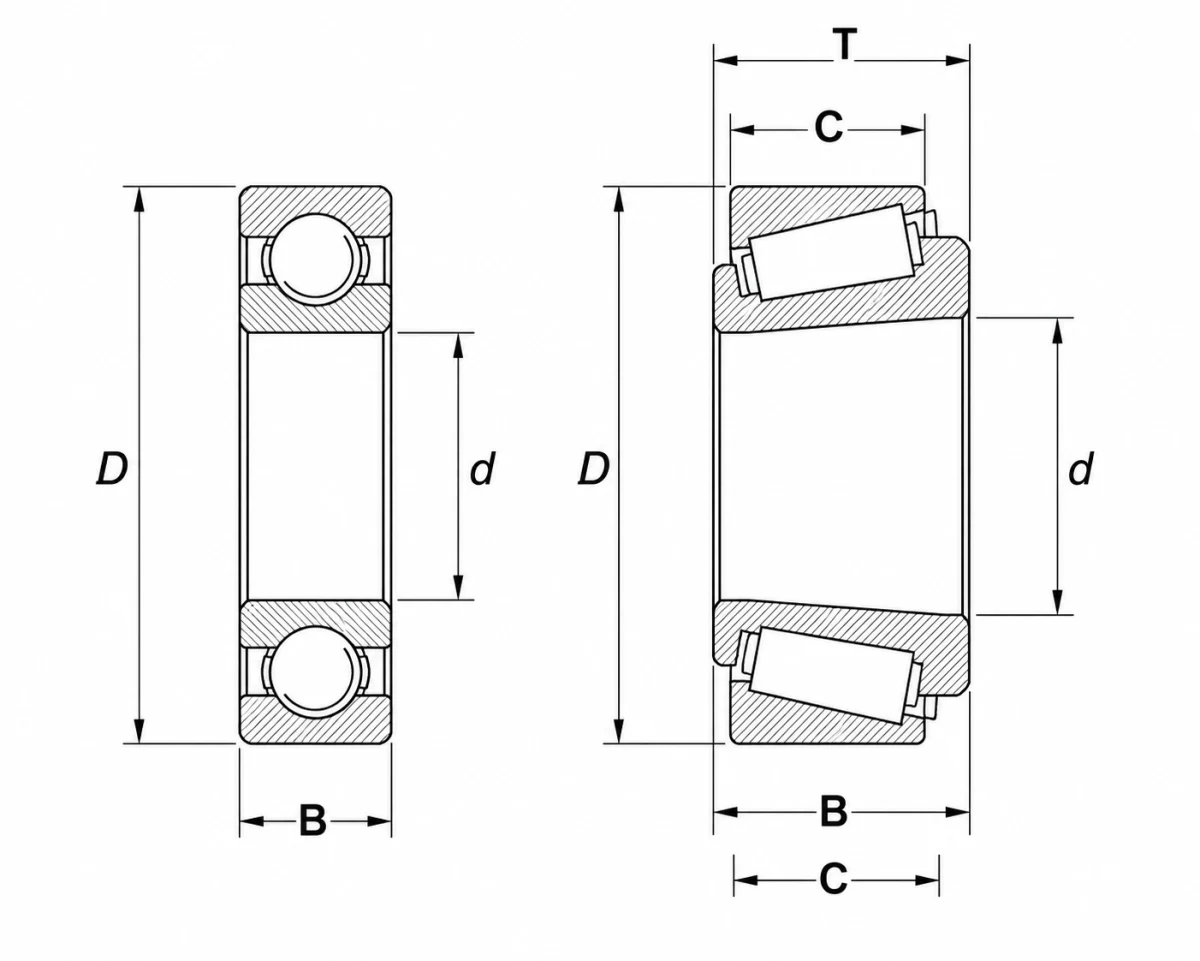
- 内径(ボア、d): 軸に取り付けられる穴の直径。シャフト嵌合を決定するため、最も重要な寸法です。
- 外径(D): 軸受外周面の直径。ハウジング穴の内側に嵌合します。
- 幅(B): ラジアル軸受の場合、両側面間で測定される軸方向の厚さです。
円すいころ軸受は形状が異なるため、記号も次のように変わります。
- T は組立全体の幅(外輪+内輪+ころ列)です。
- B は内輪(コーン)のみの幅です。
- C は外輪(カップ)のみの幅です。
この区別は重要です。なぜなら、円すいころ軸受の外輪と内輪は分離可能な部品として出荷されるため、内輪のみを測定してそれを軸受の幅として報告することは、最も多い発注ミスの一つだからです。この形状がなぜ存在するのかについての背景は、円すいころ軸受と円筒ころ軸受の比較をご参照ください。
軸受の測定にはどのような工具が必要か?
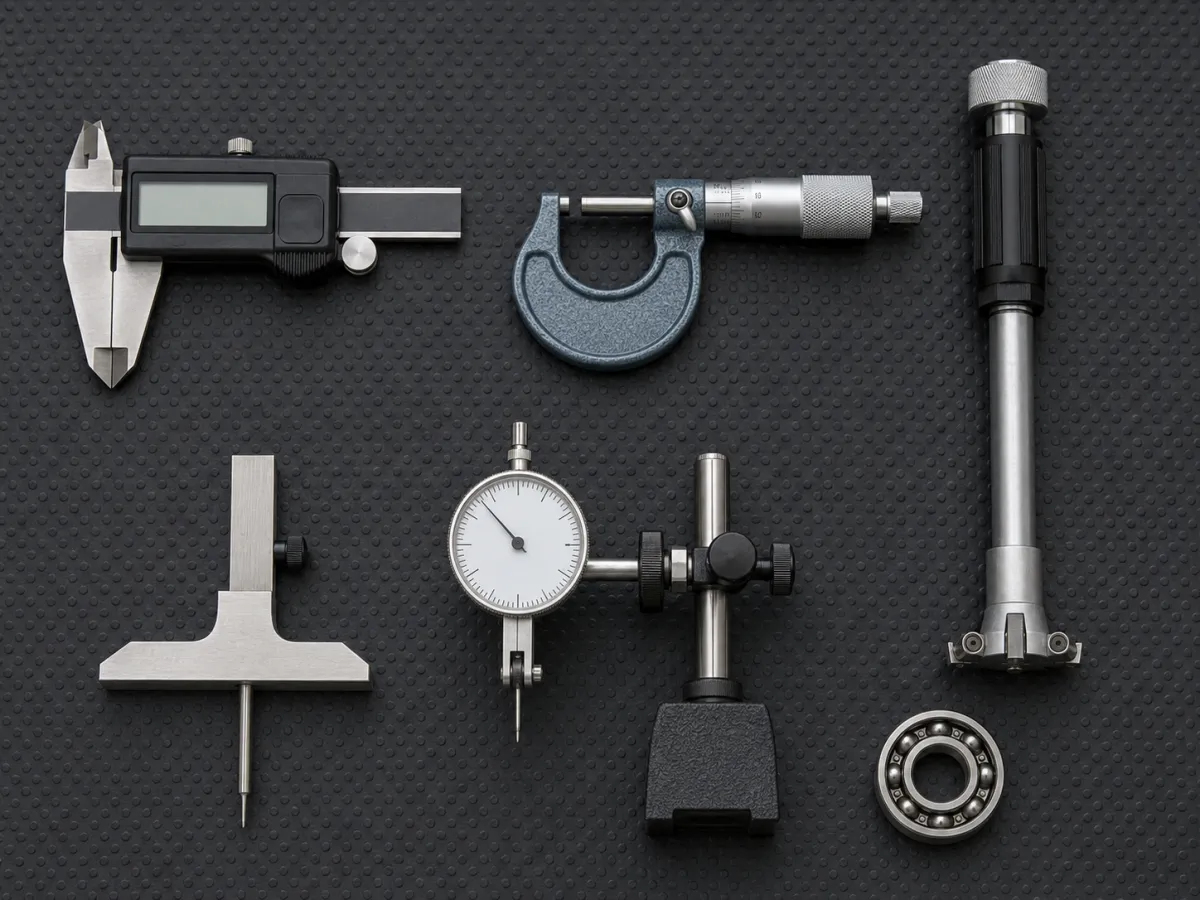
ほとんどの交換および検査作業では、3種類の測定工具で全体の約95%のケースをカバーできます。選択は公差の厳しさと軸受の大きさに応じて決まります。
| 工具 | 使用場面 | 一般的な分解能 |
|---|---|---|
| デジタルノギス(0〜150 mm) | 外径140 mm程度までの標準ラジアル軸受 | 0.01 mm |
| デジタルノギス(0〜300 mm) | 大型軸受、ユニット軸受、ピロブロック | 0.01 mm |
| 外側/内側マイクロメータ | 精密軸受(ISO 492 のP5、P4、P2) | 0.001 mm |
| シリンダゲージまたは三点式内側マイクロメータ | ノギス精度が低下する50 mm超の内輪内径 | 0.001 mm |
| デプスゲージまたはノギスのデプスバー | 幅Bおよび円すい軸受のT、B、C | 0.01 mm |
公称サイズの特定であれば、標準的なデジタルノギスで十分です。精密スピンドル軸受を検査したり、嵌合不良の原因を追究したりする場合、ノギスでは不十分です。ISO 492 P0等級軸受の内径公差は、サイズに応じて +0/-8 μm から +0/-15 μm 程度であり、ノギスの分解能をはるかに下回ります。
測定は必ず 室温(20 °C/68 °F) で行ってください。これはISOおよびABMA軸受公差の基準温度です。軸受鋼は 1メートルあたり1°Cで約11〜12 μm 膨張します。AISI 52100/GCr15のような全断面焼入軸受鋼の線膨張係数は約 11.5 × 10⁻⁶ /°C です(AZoM)。100 mmの内径を30 °Cで測定すると、同じ軸受を20 °Cで測定したときよりも約12 μm大きく表示され、精密検査の結果を狂わせるには十分な値です。
軸受の測り方:ステップごとの手順
以下の手順は、軸受を機械から取り外し、グリースや汚れを清掃し、室温に戻した状態であることを前提としています。軸受がまだシャフトに圧入されている場合は、外径と幅は測定できますが、内径は測定できません。
ステップ1 — 軸受の清掃
リントフリークロスでグリースや異物をすべて拭き取ります。ノギスのジョーの下や内径とゲージのアンビルの間に粒子が挟まると、50 μm以上の誤差が発生します。汚れがひどい軸受には脱脂剤または灯油浴を使用し、その後完全に乾燥させてください。稼働直後の高温の軸受は決して測定してはいけません。
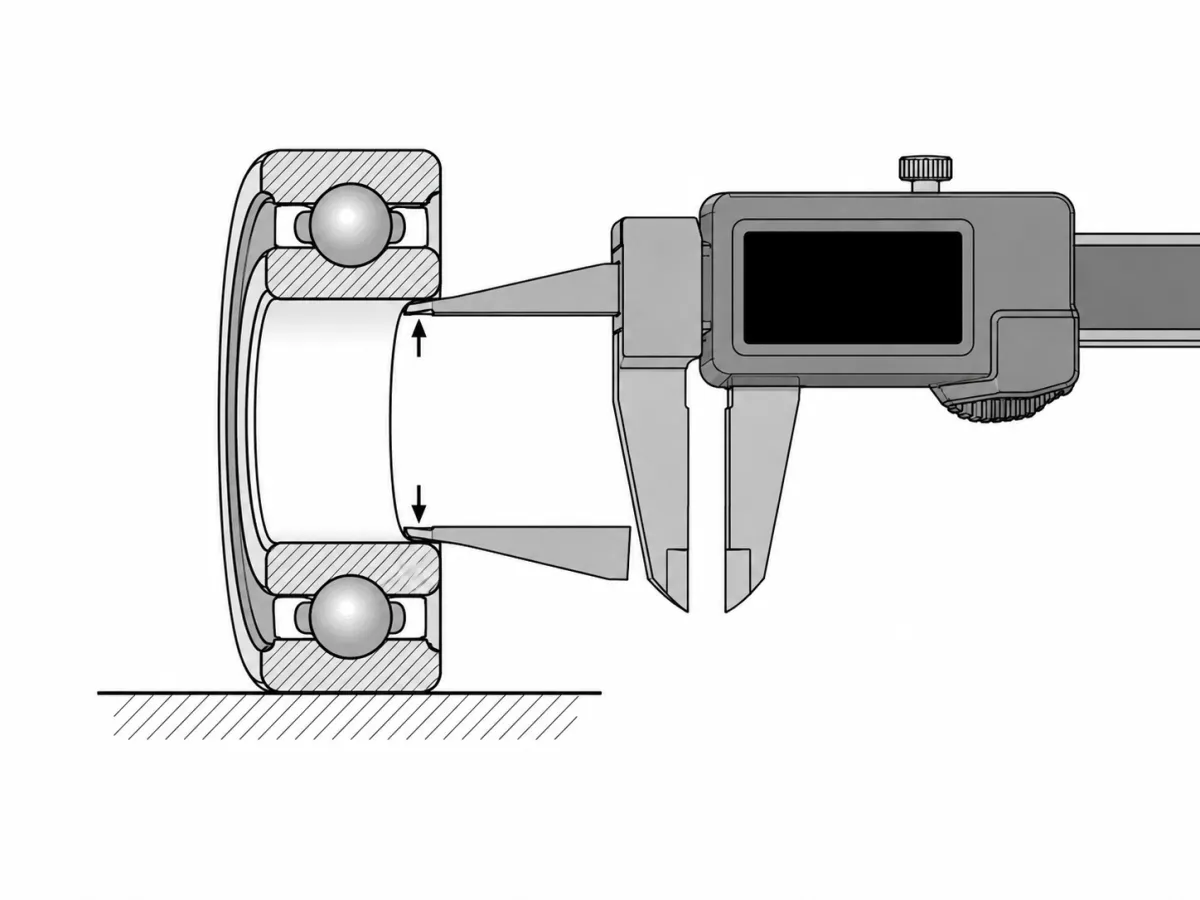
ステップ2 — 内径の測定(d)
ノギスのジョーを開き、内側測定用のチップを内径に挿入します。ノギスをわずかに揺らして最大読み値を見つけてください。これがその向きでの真の直径です。約 120°間隔 で3か所測定して真円度の偏差を捉え、最大値と最小値の両方を記録します。
標準的な内輪の内径について、ISO 492 は上限偏差をゼロ、下限偏差をマイナスと規定しています。言い換えれば、内径は公称値より小さくなることはあっても、大きくなることはありません。合否を確認するには、最大測定値が公称内径を超えてはならず、最小測定値が下限公差を下回ってはなりません。上限に対する素早いチェックには、3つの読み値のうち最大値を記録します(最小値ではありません)。
内径50 mmを超える軸受では、ジョーのたわみによりデジタルノギスの精度が低下し始めます。それ以上の大きさや精密等級の軸受には、内側マイクロメータまたは三点式シリンダゲージに切り替えてください。
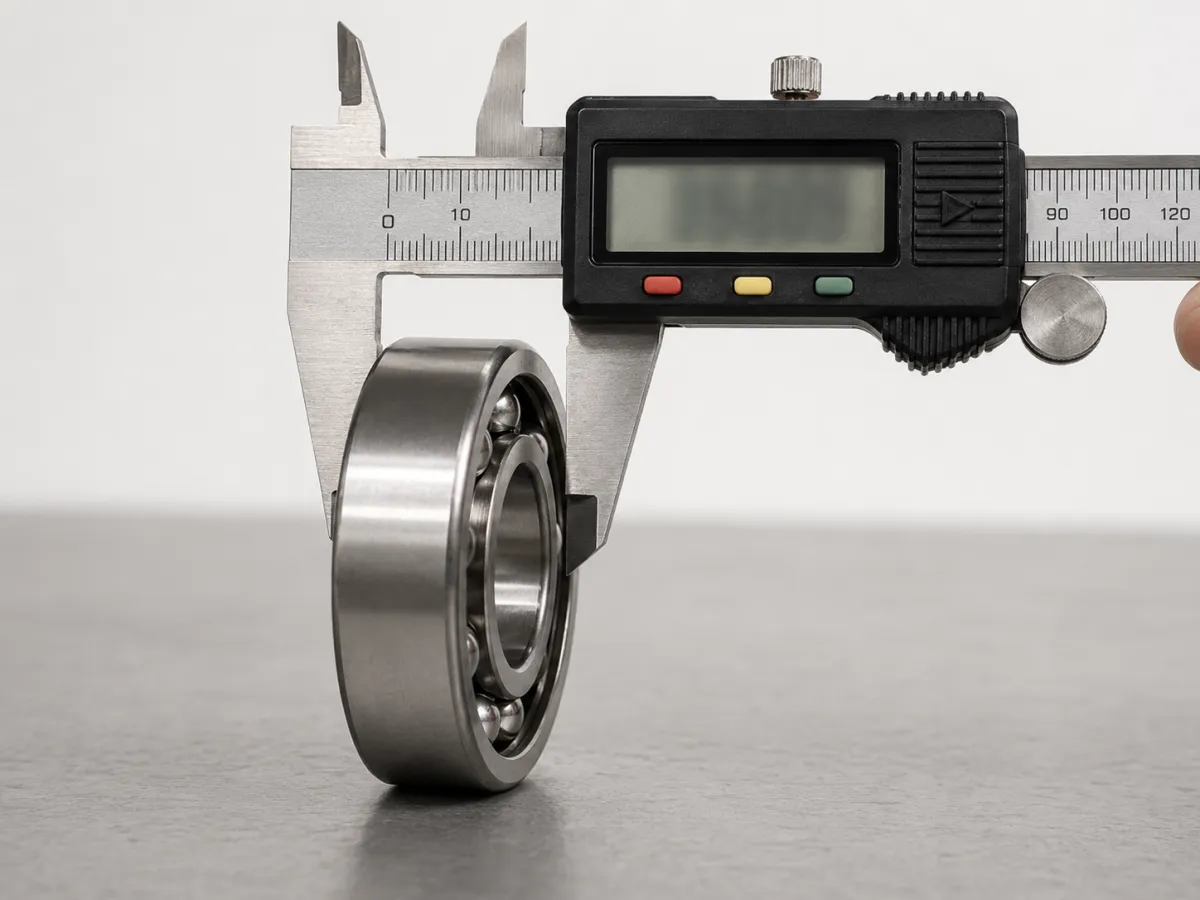
ステップ3 — 外径の測定(D)
ノギスの外側(ジョー)測定面を使用します。ここでも円周方向に120°間隔で3か所測定し、平均を取ります。外輪は障害物がなく完全にアクセスできるため、通常は最も正確に測定しやすい寸法です。
ステップ4 — 幅の測定(BまたはT)
軸受を平らな面に立て、ノギスのデプスバーまたは測定面を両側面間に当てます。深溝玉軸受や円筒ころ軸受の場合、これでBが直接得られます。
円すいころ軸受の場合、どの幅を測定しているのかを判断する必要があります。
- 外輪と内輪が組み立てられたままで、ころも所定位置にある場合、全体幅Tを測定していることになります。
- 内輪のみ(分離した状態)を測定している場合、Bを測定しています。
- 外輪のみを測定している場合、Cを測定しています。
カタログには円すい軸受についてこの3つすべてが記載されています。交換目的では、T(または境界寸法d × D × T)が照合すべき値となります。
ステップ5 — 軸受呼び番号との照合
交換品を発注する前に、外輪に印字された軸受呼び番号を解読します(次のセクションで詳述)。ほとんどのメートル系軸受呼び番号の下2桁は内径を表すため、簡単な照会で物理測定値が正しいかどうかを確認できます。印字された番号が30 mmの内径を示しているのに、ノギスの値が29.7 mmであれば、何かがおかしいということです。軸受が非標準である、激しく摩耗している、または測定が間違っている可能性があります。発注前に原因を調査してください。
軸受呼び番号からサイズを読み取るには?
ほとんどのメートル系転がり軸受は、ISO 15 の呼び番号方式に従って、内径サイズを軸受呼び番号の下2桁に直接エンコードしています。これは、刻印が読み取れる場合に限り、工具を一切使わずに軸受を識別できる最も速い方法です。
内径コード(基本呼び番号の下2桁)のルールは以下のとおりです。
| 内径コード | 内径(mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04以降 | 内径コード × 5 |
したがって、6204 と表示された軸受の内径は 20 mm(04 × 5)です。6206 と表示された軸受の内径は 30 mm(06 × 5)です。22220 と表示された軸受は内径 100 mm(20 × 5)の自動調心ころ軸受です。

内径コードの例外
このルールには例外があります。
- 内径10 mm未満は明示的に表記されます(例:608 = 内径8 mm)。
- 内径500 mm以上はスラッシュ付きの接尾辞で完全に書き出されます(例:6/500 = 内径500 mm)。
- インチ系軸受(Timken呼び番号方式の円すいころ軸受でよく見られる)は、基本系列番号に基づくまったく異なるコード規約を用いており、上記のミリメートルルールには従いません。
呼び番号のその他の桁は軸受の系列とタイプを示します。たとえば 6206 の場合、
- 6 = 軸受タイプ(深溝玉軸受、単列)。
- 2 = 寸法系列(ISO 15 に基づく幅と外径の比率に関連)。
- 06 = 内径コード → 内径30 mm。
経験豊富なバイヤーが軸受呼び番号を読み上げただけで、現物を手にする前にサイズが正しいかどうかを即座に判断できるのは、このためです。これらの呼び番号でカバーされる軸受タイプの詳細については、軸受の種類をご覧ください。
軸受測定でよくあるミス
これらは、お客様が当社にクロスリファレンス用の測定値をお送りいただいた際、最も頻繁に見られる誤りのパターンです。それぞれが実際のお客様で再発注や仕様違いの設置という損失を招いた事例です。
当社のクロスリファレンス受信トレイで見えるもの。 2026年初頭に当社の技術チームが対応した直近約200件の測定問い合わせのうち、面取りと円筒面の取り違え(下記#6)が「測定間違い」メールの最大の塊を占めました。外輪端面の面取りにキャリパーの口を当ててしまい、外径50~120 mmの軸受で本来値より0.3~0.6 mm大きいODが返される事例です。次に多かったのが内輪幅と総幅の混同(下記#2)で、ほぼすべてが自動車のホイールハブ交換において、元の内輪はハブに残り、外輪のみが検査用に送られてきたケースでした。
1. 摩耗した軸受を公称サイズとして測定する。 何年も稼働した軸受の内径は、摩耗により50〜200 μm拡大していることがあります。摩耗した寸法を元のサイズと見なすのではなく、必ず印字された軸受呼び番号と照合してください。
2. 円すいころ軸受でBとTを混同する。 内輪幅Bを軸受幅Tとして報告すると、ハウジングに対して幅が不足する交換品を発注することになります。Tについては外輪と内輪を組み立てた状態で必ず測定するか、基本呼び番号が分かった時点でカタログからTを参照してください。
3. 温まった状態で測定する。 70 °Cで稼働中の機械から取り外した軸受は、室温の同一軸受と比較して、100 mm寸法において約50 μm大きく表示されます。精密寸法を測定する前に冷却を待ってください。
4. 摩耗または校正されていないノギスを使用する。 精密作業の前に、ゲージブロックや既知の基準でノギスのゼロ点を確認してください。校正不良のノギスは、デジタル表示が正確に見えても50 μm以上ずれていることがあります。
5. 精度等級を無視する。 公称寸法が同一の2つの軸受でも、ISO 492 に基づく精度等級は大きく異なる場合があります。P0(普通級)、P6、P5、P4、P2の順に精度が高くなります。P4が必要な高速スピンドルを、同じ公称サイズのP0軸受で代替することはできません。精度等級の接尾辞は完全な呼び番号に表れます(例:7008 CDGA/P4Aは P4等級のアンギュラ玉軸受)。
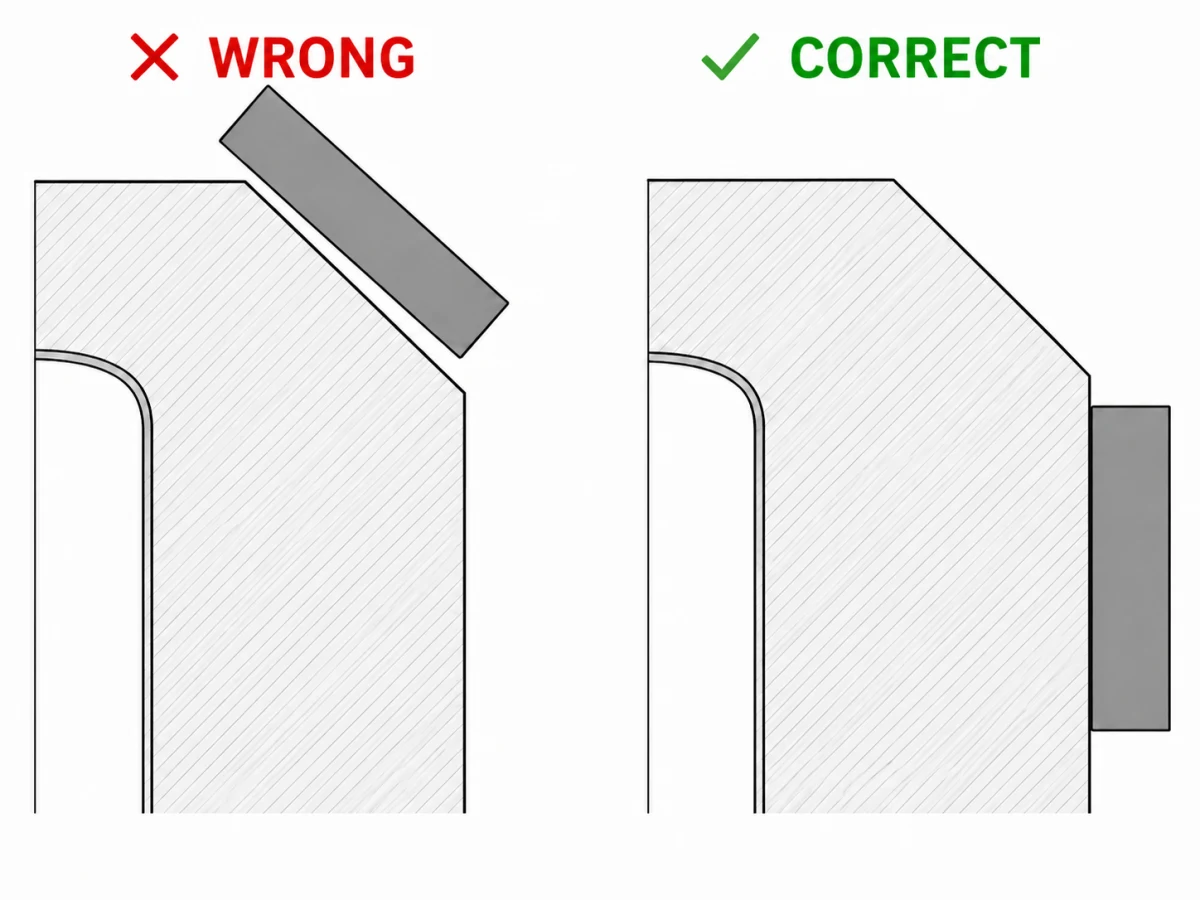
6. 内径や外径ではなく面取り部を測定する。 軸受リングのすべてのエッジには小さな面取り(ISO 582 に規定)があります。ノギスのジョーが円筒面ではなく面取り部に当たると、読み値は 真の内径より大きく(面取りは端面に向かって外に開くため)、または 真の外径より小さく(面取りは端面でリングを狭めるため)表示され、軸受サイズに応じて通常0.1〜1 mmずれます。常に面取りされたエッジではなく、軌道面側の円筒表面にジョーを当ててください。
7. ラジアル内部すきまをノギスで測定する。 ラジアル内部すきま(外輪に対する内輪のラジアル方向の遊び)はノギスではなく、すきまゲージまたは専用クリアランスゲージで測定します。各種軸受の標準すきま値は ISO 5753-1 に規定されています。
軸受呼び番号が読み取れない場合は?
印字された呼び番号が摩耗、腐食、塗装で隠れている場合は、物理測定に頼る必要があります。境界寸法3つすべて(d、D、BまたはT)を測定し、転動体タイプ(玉、円筒ころ、円すいころ、自動調心ころ、針状ころ)が確認できれば測定し、列数を数え、明らかな特徴(密封、シールド、止め輪溝、フランジ付き外輪など)を記録します。
ANDE Bearingの技術チームがお客様向けにこのプロセスを進める場合、これらの入力情報があれば候補リストは通常数件にまで絞り込まれます。多くの場合は2〜3件程度です。用途の文脈でさらに絞り込めます。圧延機、抄紙機、または風力タービン主軸から取り外された軸受であれば、ほぼ確実に自動調心ころ軸受、円筒ころ軸受、円すいころ軸受のいずれかです。
非常に古い軸受や非標準軸受(旧ロシアGOST呼び番号、廃版インチ系列、特殊OEMコード品など)については、メーカーのカタログクロスリファレンスのみが部品確認の唯一の手段となることがあります。ANDE BearingはSKF、NSK、FAG、Timkenなど主要ブランドの呼び番号クロスリファレンスを保有しています。測定値はあるが番号が読み取れない場合、推測するよりも寸法を技術担当に送る方が通常は早道です。
軸受の精度等級の概要
交換用途では、呼び寸法は話の半分にすぎません。精度等級が、軸受がシャフトとハウジングにどれほど密に嵌合するかを決定します。内径公差幅はP0からP2へとおよそ4分の1に縮小します。下記の表とグラフはISO 492等級とABEC相当を要約しています(NSK公差表)。

| ISO 492等級 | ABMA等級相当 | 一般的な用途 |
|---|---|---|
| 普通級(P0) | ABEC 1 | 一般産業、ギアボックス、電動モーター |
| P6 | ABEC 3 | 精密ギアボックス、工作機械送り |
| P5 | ABEC 5 | 工作機械主軸、計器用軸受 |
| P4 | ABEC 7 | 高速主軸、精密ポンプ |
| P2 | ABEC 9 | 超高精度主軸、ジャイロスコープ |
精度等級が高いほど、内径、外径、幅、振れ、軌道面形状の公差が厳しくなります。一段階上がるごとにコストは大幅に上昇します。P4スピンドル軸受は同等のP0軸受の通常3~10倍の価格になります。
FAQ
Q:軸受をシャフトから取り外さずに測定するにはどうすればよいですか?
軸受が取り付けられたままでも、ノギスで外径と全体幅は測定できますが、内径を直接測定することはできません。最も信頼性の高い方法は、外輪に印字された軸受呼び番号を読み取り、ISO 15 に基づき下2桁から内径を解読することです。刻印が判読不能な場合は、軸受を取り外す必要があるか、ボアスコープを使って内輪の刻印を読み取る必要があるかもしれません。
Q:円すいころ軸受はどのように測定しますか?
内輪(コーン)の内径d、外輪(カップ)の外径D、そして実使用時と同じく外輪と内輪を組み合わせた状態での組立全体幅Tを測定します。カタログには円すい軸受について常にT、B(内輪幅)、C(外輪幅)が個別に記載されています。これは部品が分離可能だからです。発注時に照合すべき寸法は、通常d、DとともにTです。
Q:軸受寸法はどの単位で測定されますか?
標準のISOおよびDIN軸受はミリメートルで寸法表示されています。インチ系軸受(最も一般的なのは北米の自動車および重機用途で使われるTimken呼び番号の円すいころ軸受)はインチで寸法表示されています。発注前には必ず単位系を確認してください。特にインチ単位で設計された車両や機器向けに調達する軸受では重要です。
Q:測定はどの程度の精度が必要ですか?
交換用の標準P0等級軸受を識別するには、通常±0.1 mmで十分です。ISO 15カタログの寸法ステップは大きく、0.1 mmの誤差で別の軸受に行き当たることはまれです。精密スピンドル軸受の検査やシャフト・ハウジング嵌合の確認には、マイクロメータ精度(±1 μm)と温度管理された環境が必要になります。
Q:軸受の負荷容量や使用寿命は測定できますか?
いいえ、それらは測定するものではなく計算するものです。動定格荷重と静定格荷重(C および C₀)は、ISO 76(静)および ISO 281(動)に基づき軸受形状と材料特性から導出されます。使用寿命は L₁₀ 公式から計算されます。L₁₀ = (C/P)ᵖ 百万回転で、玉軸受ではp = 3、ころ軸受ではp = 10/3です。使用するのはカタログ値のCであり、ノギス測定から決定することはできません。
まとめ
軸受の測定は、3つの寸法(内径、外径、幅)と適切な工具さえ分かれば5分で済む作業です。日常的な交換用途では、デジタルノギスと外輪に印字された軸受呼び番号があれば通常は十分です。ISO 15 の内径コードルール(内径コード04以降は下2桁×5)を使えば、測定値を数秒で照合できます。
落とし穴は精密作業です。ノギスの精度では不十分で、精度等級が交換品が嵌合するかどうかを密かに左右します。用途が高速主軸、精密送り機構、または呼び番号にPクラスの接尾辞が付くあらゆる軸受であれば、マイクロメータに切り替え、室温で作業し、発注前に精度等級を確認してください。
交換品のサイズ決定で発注前に測定値を二重確認したい場合、ANDE Bearingの技術チームはクロスリファレンスによる識別と寸法検証を日常的に行っております。測定値と刻印の写真をお送りいただければ確認いたしますので、お気軽にご連絡ください。
著者について
Jeff Li は、ANDE Bearing にて軸受工学および応用に関する記事を執筆しています。LinkedIn にてつながることができます。


