
Los rodamientos para laminadores ocupan la posición más exigente de toda la industria pesada. Dentro de un cuello de rodillo, la tensión de contacto alcanza 20-46 MPa, aproximadamente de una a cuatro veces el nivel que experimenta un rodamiento industrial estándar (NSK Rolling Bearings Technical Information, 2024; consultado 2026-05). Si el rodamiento es incorrecto, no solo se acorta su vida útil: se desechan rodillos, se daña el chock, se pierde la tolerancia de la banda y se detiene la línea.
El mercado global de rodamientos industriales alcanzó USD 54.620 millones en 2025 y se proyecta un crecimiento a una tasa CAGR del 9,23% hasta alcanzar USD 92.770 millones en 2031, con los sectores automotriz, energético y de procesamiento de metales entre los mayores segmentos de uso final (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; consultado 2026-05). Detrás de esa cifra hay una realidad contundente: el mundo produjo 1.890 millones de toneladas de acero crudo en 2023, y cada tonelada de producto plano pasó por un bastidor sostenido por unos cientos de kilogramos de rodamientos de cuello de rodillo de ingeniería de precisión (World Steel Association, World Steel in Figures 2024, 2024; consultado 2026-05).
Esta guía abarca las siete familias de rodamientos que aparecen en un laminador real, los criterios de selección que los ingenieros realmente utilizan, los sistemas de lubricación que determinan la vida útil, y la disciplina de instalación y mantenimiento que separa un rodamiento de 5.000 horas de uno de 30.000 horas.
Conclusiones Clave
- Los rodamientos para laminadores soportan tensiones de contacto de 20-46 MPa, de 1 a 4 veces las de los rodamientos estándar, con frecuentes cargas de impacto durante las pasadas de laminación (NSK, 2024).
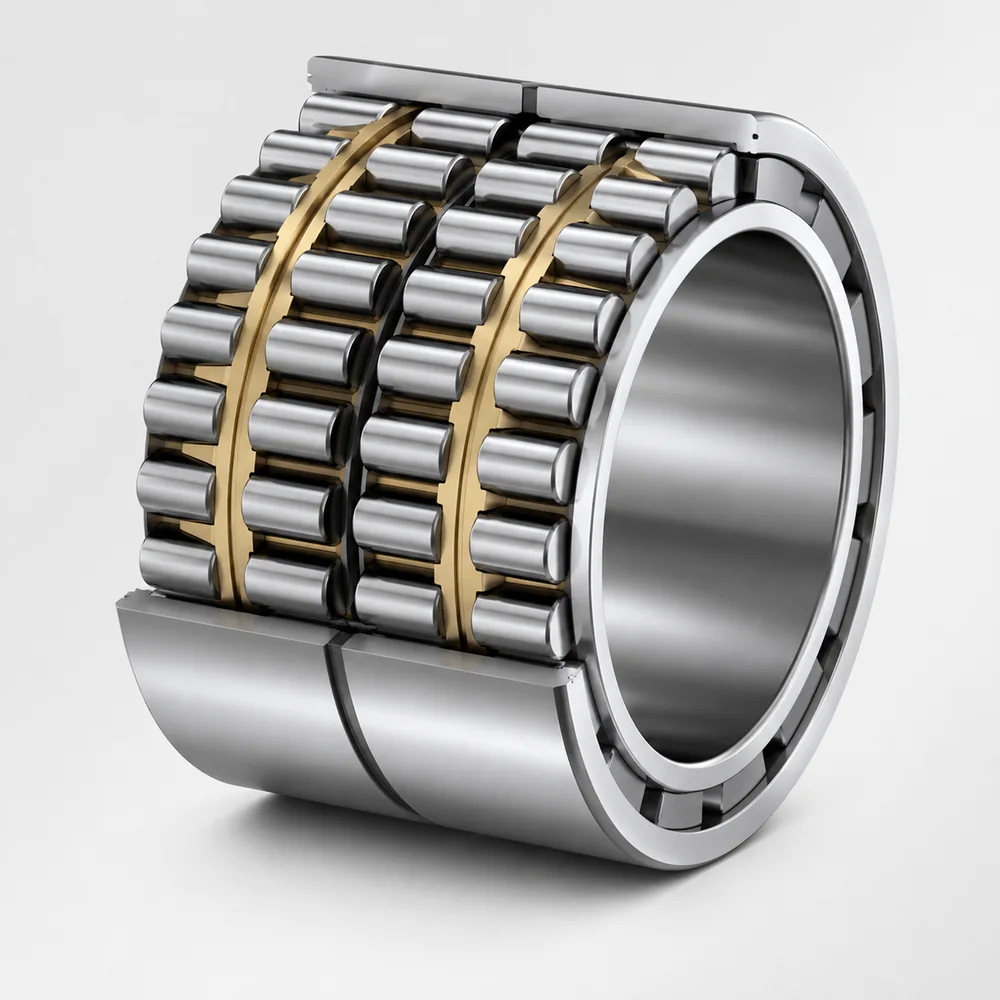
- Los rodamientos de rodillos cilíndricos de cuatro hileras ofrecen la mayor capacidad de carga radial por unidad de envolvente y dominan las posiciones de rodillo de trabajo en laminadores de banda, placa y alambrón (SKF Rolling bearings in metal industry, 2024; consultado 2026-05).
- Los rodamientos hidrodinámicos de película de aceite (tipo MORGOIL®) dominan las posiciones de rodillo de respaldo en laminadores modernos de banda en caliente y en frío, con lubricación de película completa que elimina el contacto metal contra metal (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; consultado 2026-05).
- Según ISO 15243, la fatiga representa menos del 20% de las fallas reales en rodamientos. El resto son problemas de contaminación, lubricación e instalación que los procedimientos adecuados previenen (SKF Bearing damage analysis: ISO 15243, 2022; consultado 2026-05).
- El mercado de rodamientos industriales se sitúa en USD 54.620 millones en 2025, con proyección de alcanzar USD 92.770 millones en 2031 a un CAGR del 9,23% (Mordor Intelligence, 2026; consultado 2026-05).
¿Qué Son los Rodamientos para Laminadores?
Los rodamientos para laminadores, también llamados rodamientos de cuello de rodillo, son componentes de precisión diseñados para el interior de un bastidor de laminación de metales. Soportan cada cuello de rodillo, transfieren la fuerza de laminación a la carcasa y mantienen la geometría bajo tensiones de contacto de 20-46 MPa, frente a la contaminación, frente a los ciclos térmicos, y a lo largo de un rango de velocidad que va desde pasadas lentas de desbaste hasta más de 100 m/s en bastidores de acabado (NSK Rolling Bearings Technical Information, 2024; consultado 2026-05).
El entorno operativo es excepcionalmente severo:
- Cargas radiales y axiales extremas, frecuentemente combinadas con fuerzas de impacto repentinas por eventos de mordida, pasada y rotura de banda
- Amplios rangos de velocidad, desde pasadas lentas de desbaste hasta acabado a alta velocidad con velocidades de banda superiores a 100 m/s
- Espacio de instalación limitado: la carcasa del rodamiento (chock) debe caber dentro de un diámetro menor que el cuerpo del rodillo, lo que genera cargas unitarias muy elevadas
- Contaminación y humedad provenientes del enfriamiento por agua, cascarilla de laminación, óxido superficial y productos de degradación del lubricante
- Estrés térmico, con temperaturas del cuello del rodillo que oscilan decenas de grados por pasada en laminación en caliente
- Tensión de contacto que alcanza 20-46 MPa, de 1 a 4 veces la de un rodamiento industrial estándar (NSK, 2024; consultado 2026-05)
Dadas estas condiciones, los rodamientos para laminadores no son componentes genéricos. Son productos específicos para cada aplicación, diseñados para una posición en un laminador concreto, y una selección incorrecta provoca paradas no planificadas, daños en rodillos y carcasas, banda fuera de tolerancia y riesgos reales de seguridad.
Lo que nos dicen los rodamientos devueltos: de aproximadamente 80 rodamientos de rodillos cilíndricos de cuatro hileras que hemos examinado en reclamaciones de garantía de laminadores de banda en caliente en los últimos tres años, menos de uno de cada cinco presentaba el clásico desprendimiento por fatiga subsuperficial. El resto se distribuyó entre fallo del sello con ingreso de agua, contaminación del lubricante por descuido en los filtros del sistema aceite-aire, y daño de instalación por calentamiento con llama en lugar de inducción o baño de aceite. Esa proporción coincide casi exactamente con la distribución de modos de fallo de ISO 15243 y con el conjunto de datos de análisis de daños de SKF (SKF Bearing damage analysis: ISO 15243, 2022; consultado 2026-05). La lección es la que los propietarios de laminadores no quieren escuchar: la mayoría de los "fallos de rodamientos" son en realidad fallos de los sistemas aguas arriba.
¿Cuáles Son los Tipos de Rodamientos para Laminadores?
Los rodamientos para laminadores se dividen en dos familias: rodamientos de elementos rodantes y rodamientos lisos (de película fluida). Dentro de los rodamientos de elementos rodantes, varios subtipos especializados sirven para diferentes posiciones en el laminador. La distribución del mercado de rodamientos muestra dónde encaja cada tipo: mientras que los rodamientos de bolas lideran el mercado industrial general con un 38% de cuota, los rodamientos de rodillos dominan los segmentos de alta carga como laminación de metales, minería y cemento, donde la capacidad de carga radial por unidad de envolvente es el factor de selección determinante (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; consultado 2026-05).
1. Rodamientos de Rodillos Cilíndricos de Cuatro Hileras
Los rodamientos de rodillos cilíndricos de cuatro hileras son el caballo de batalla en laminadores modernos de banda, placa y alambrón. Sus cuatro hileras de rodillos cilíndricos que giran sobre anillos interiores y exteriores dobles proporcionan contacto lineal entre rodillo y pista de rodadura, lo que produce la mayor capacidad de carga radial por unidad de envolvente de cualquier geometría de rodamiento para laminadores (SKF, Rolling bearings in metal industry, 2024; consultado 2026-05).
Ventajas:
- Mayor capacidad de carga radial de cualquier tipo de rodamiento para laminadores
- Baja altura de sección transversal, se adapta al espacio radial restringido dentro del chock
- Construcción separable que facilita la instalación, inspección y cambio de rodillos
- Altas velocidades límite, aptas tanto para bastidores de desbaste como de acabado
- Permite desplazamiento axial para absorber la expansión térmica del rodillo
Limitación: Solo soporta cargas axiales mínimas. Siempre debe combinarse con un rodamiento de empuje dedicado.
Los rodamientos de rodillos cilíndricos de cuatro hileras se montan normalmente con ajuste de interferencia en el cuello del rodillo. Las jaulas son típicamente de latón de alta resistencia (tipo dedo o ventana) o de acero endurecido mecanizado. Los diseños avanzados incorporan ranuras helicoidales en el orificio del anillo interior. Estas ranuras retienen aceite y protegen la pista de rodadura contra partículas metálicas desprendidas del desgaste del cuello del rodillo.
Aplicaciones típicas: Laminadores de banda en caliente, laminadores de placa, laminadores de alambrón, laminadores de lámina, laminadores en frío de cuatro rodillos, laminadores continuos de palanquilla.
2. Rodamientos de Rodillos Cónicos de Cuatro Hileras
Cuando la posición soporta tanto alta carga radial como alta carga axial, los rodamientos de rodillos cónicos de cuatro hileras son la opción preferida. Las cuatro hileras de rodillos cónicos manejan carga axial bidireccional sin un rodamiento de empuje separado, y la misma envolvente puede ajustarse mediante el juego interno para absorber la expansión térmica (Schaeffler, Rolling bearings for rolling mill applications, 2023; consultado 2026-05).
Ventajas:
- Capacidad de carga radial y axial combinada, ideal para bastidores con empuje significativo
- Diseño compacto que elimina rodamientos de empuje auxiliares, ahorrando espacio
- Juego interno ajustable para expansión térmica y ajuste de carga dinámica
- Disponible en disposiciones "X" y "O"
- Excelente retención de precisión a lo largo de la vida útil
Aplicaciones típicas: Laminadores en caliente de servicio pesado, laminadores de banda en frío, laminadores de placa, laminadores de lámina de aluminio, cuellos de rodillo de laminadores en frío de alta precisión y laminadores de metales no ferrosos (cobre, aluminio).
Para un desglose comparativo de cuándo la geometría cónica supera a la cilíndrica, consulte rodamientos de rodillos cónicos vs. cilíndricos.

3. Rodamientos de Apoyo (Sendzimir / Rodamientos Z-Mill)
Los laminadores Sendzimir (Z-mills) utilizan un conjunto de rodillos de respaldo dispuestos en silla para soportar rodillos de trabajo de diámetro muy pequeño, lo que permite laminar bandas extremadamente delgadas y aleaciones duras. Los rodamientos de apoyo son rodamientos de rodillos cilíndricos multihilera especializados, diseñados específicamente para las restricciones geométricas de esa disposición, y resisten presiones de contacto que destruirían un rodamiento de catálogo estándar en horas.
Estos rodamientos soportan presiones de contacto excepcionalmente altas mientras mantienen una geometría de rodillo muy precisa. Laminan bandas de acero inoxidable de calibre delgado, acero al silicio y aleaciones especiales donde las tolerancias de superficie y espesor se miden en micrómetros de un solo dígito.

4. Rodamientos de Rodillos Esféricos
Los rodamientos de rodillos esféricos son rodamientos autoalineables de doble hilera con rodillos en forma de barril que giran sobre una pista esférica común en el anillo exterior. La geometría tolera desalineación estática y dinámica del eje de hasta aproximadamente 2°, razón por la cual aparecen en bastidores de desbaste, laminadores de perfiles y cualquier posición auxiliar donde se espera deflexión o desalineación de la carcasa (SKF, Rolling bearings in metal industry, 2024; consultado 2026-05).
Características:
- Excelente compensación de desalineación (hasta 2°)
- Alta capacidad de carga radial con capacidad de carga axial moderada
- Adecuados para velocidades bajas a medias
- Disponibles en tamaños de orificio grandes para aplicaciones de servicio pesado
Aplicaciones típicas: Bastidores de desbaste, laminadores de perfiles, laminadores de palanquilla y componentes de accionamiento del laminador.
Para ejes largos donde la desalineación es una característica inherente y no un defecto, el mismo principio autoalineable se aplica en nuestro artículo complementario sobre rodamientos de rodillos esféricos en industria pesada con desalineación.

5. Rodamientos de Empuje (Rodamientos de Carga Axial)
En la mayoría de las disposiciones de laminadores, el chock del lado del operador transmite la fuerza axial del rodillo a la carcasa del laminador. Los rodamientos de empuje dedicados soportan esa carga de forma independiente a los rodamientos de rodillos cilíndricos radiales, de modo que ningún rodamiento tiene que hacer el trabajo del otro. La regla de diseño es sencilla: mantener los rodamientos de empuje aislados de la tensión radial y proporcionarán una larga vida útil.
Los tipos comunes incluyen:
- Rodamientos de empuje de rodillos cónicos, para alta carga axial a velocidad media
- Rodamientos de rodillos cónicos de doble hilera, para carga radial combinada y axial bidireccional
- Rodamientos de bolas de contacto angular, donde se requiere alta precisión y alta velocidad
El principio de diseño clave no ha cambiado en cincuenta años: los rodamientos de empuje deben estar aislados de la tensión radial, soportando solo carga axial. Mezclar ambas y la vida se reduce a la mitad.
6. Rodamientos Hidrodinámicos (de Película de Aceite)
Para rodillos de respaldo en laminadores modernos de banda en caliente y en frío, los rodamientos hidrodinámicos de película de aceite, frecuentemente conocidos por la familia de productos MORGOIL® de Primetals, ofrecen el mayor rendimiento disponible. En lugar de elementos rodantes, estos rodamientos soportan la carga sobre una película hidrodinámica completa de aceite entre el cuello del rodillo y un casquillo, eliminando el contacto metal contra metal durante la operación en régimen estacionario y permitiendo mayores capacidades de carga, mayores velocidades y mayor vida útil del equipo (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; consultado 2026-05).
Ventajas:
- Fricción extremadamente baja con lubricación de película completa
- Muy alta capacidad de carga. La película de aceite distribuye la carga sobre una gran área de contacto
- Alta precisión de laminado, crítica para laminadores de precisión de banda y lámina
- Excelente capacidad de velocidad para operación de rodillos de respaldo a alta velocidad
- Larga vida útil cuando se mantienen adecuadamente
La contrapartida es la complejidad del sistema. Los rodamientos de película de aceite necesitan un sistema de lubricación presurizado, un sellado cuidadoso y un suministro de aceite limpio. Recompensan a los laminadores planos de alta producción bien mantenidos y castigan la negligencia.
Aplicaciones típicas: Rodillos de respaldo en laminadores tándem en frío, laminadores reversibles en frío, bastidores de acabado de banda en caliente.
7. Rodamientos Lisos de Fricción Semi-Seca
En posiciones menos exigentes como laminadores de perfiles, laminadores de palanquilla y bastidores de desbaste, los rodamientos lisos de compuesto de resina ofrecen una alternativa económica y de bajo mantenimiento. Requieren lubricación mínima, toleran contaminación que destruiría un rodamiento de elementos rodantes en horas, y se sustituyen rápidamente durante una parada. Los rodamientos lisos de aleación de cobre y polímero cubren la misma función donde las temperaturas de los rodillos exigen un conjunto de materiales diferente.
Comparación de Tipos
| Tipo de Rodamiento | Perfil de Carga | Capacidad Axial | Mejor Para |
|---|---|---|---|
| Rodillos cilíndricos de cuatro hileras | Radial extremadamente alta | Mínima (necesita rodamiento de empuje) | Rodillos de trabajo y respaldo en laminadores de banda y alambrón |
| Rodillos cónicos de cuatro hileras | Alta radial + axial bidireccional | Integrada | Laminadores de servicio pesado, laminado en frío de alta precisión, lámina de aluminio |
| Rodamiento de apoyo (Sendzimir) | Presión de contacto muy alta | Mínima | Rodillos intermedios y de respaldo en laminadores de racimo |
| Rodillos esféricos | Alta radial, axial moderada | Moderada | Bastidores de desbaste, equipos auxiliares con desalineación |
| Rodamientos de empuje | Solo axial | Dedicada | Combinados con rodamientos de rodillos cilíndricos para equilibrio de fuerzas axiales |
| Película hidrodinámica de aceite | Radial muy alta | Mínima | Rodillos de respaldo en laminadores planos de alta producción |
| Lisos (resina / cobre / polímero) | Radial baja a moderada | Mínima | Laminadores de perfiles, palanquilla, desbaste, posiciones auxiliares |
¿Cuáles Son las Características Técnicas de los Rodamientos para Laminadores?
¿Cómo Manejan los Rodamientos para Laminadores la Carga Extrema y el Calor?
Los rodamientos para laminadores están diseñados para una envolvente operativa muy superior al servicio industrial estándar. La literatura técnica de NSK sitúa la tensión de contacto típica del cuello de rodillo en 20-46 MPa, con valores pico transitorios durante eventos de impacto que alcanzan el extremo superior de ese rango (NSK Rolling Bearings Technical Information, 2024; consultado 2026-05). A modo de comparación, un rodamiento industrial típico de ranura profunda opera muy por debajo de 10 MPa.
En concreto:
- Alta carga: Tensión de contacto de 20-46 MPa, de 1 a 4 veces la de los rodamientos estándar
- Resistencia al impacto: Soporta impactos y vibraciones frecuentes durante las pasadas de laminación, especialmente en la mordida de la banda y la salida de cola
- Tolerancia a alta temperatura: Opera en entornos de laminación en caliente con lubricación y enfriamiento eficientes
- Resistencia a la contaminación: Estructuras de sellado especiales previenen el ingreso de agua, cascarilla de laminación, polvo y partículas de óxido
Sellado y Protección
El sellado determina la vida del rodamiento tanto como la capacidad de carga. El objetivo principal es sencillo: mantener el agua, la cascarilla y el polvo fuera del rodamiento. La ejecución es ingeniería. La mayoría de las posiciones en laminadores utilizan un sello de aceite tipo esqueleto de contacto combinado con un sello laberíntico sin contacto. Juntos equilibran la efectividad del sellado con baja resistencia rotacional, y se inspeccionan y reemplazan en un ciclo fijo porque, una vez que fallan, al rodamiento le quedan semanas de vida, no meses.
- Objetivo principal: Prevenir que el agua, la cascarilla de laminación y el polvo ingresen al interior del rodamiento
- Estructuras comunes: Sellos de aceite tipo esqueleto de contacto combinados con sellos laberínticos sin contacto
- Mantenimiento: Inspeccionar regularmente la integridad de los sellos. Reemplazar inmediatamente si se observan grietas, hinchamiento o desgaste
¿Cómo Seleccionar el Rodamiento Correcto para un Laminador?
La selección de un rodamiento para laminador es una decisión de ingeniería impulsada por el perfil de carga, la velocidad, la envolvente de espacio, la clase de precisión, la lubricación, el entorno y el acceso para mantenimiento. Según ISO 281, la capacidad de carga dinámica básica (C) y la vida nominal (L10) son los puntos de anclaje de capacidad de carga. La selección real superpone condiciones operativas: expansión térmica, contaminación y factores de impacto que reducen la vida nominal entre un 30% y un 70% en servicio industrial pesado (ISO 281:2007, 2007; consultado 2026-05).
Los ocho parámetros a continuación no son una lista para revisar superficialmente. Son la matriz de selección operativa que utilizan los principales fabricantes, mapeada uno a uno con los datos que la geometría del chock, el operador del laminador y el sistema de lubricación ya proporcionan. Si se equivoca en cualquiera de ellos, el cálculo L10 opera con entradas incorrectas, razón por la cual rodamientos seleccionados correctamente según catálogo siguen fallando en servicio. Dos parámetros, tipo de carga y envolvente de espacio, son innegociables. Los otros seis son ajustables mediante la clase del rodamiento, el juego interno y la selección del sistema de lubricación.
| Parámetro | Consideraciones |
|---|---|
| Tipo de carga | Solo radial, solo axial o combinada. Cilíndricos para radial pura; cónicos para cargas combinadas |
| Magnitud de carga | Capacidades de carga estática y dinámica (según ISO 281); factores de carga de impacto por eventos de mordida y salida de cola |
| Velocidad | Velocidad límite del tipo de rodamiento vs. velocidad de operación del laminador. Los rodamientos de rodillos cilíndricos se prefieren para acabado a alta velocidad |
| Envolvente de espacio | Diámetro máximo del orificio, diámetro exterior y ancho dentro del chock. Los rodamientos de rodillos cónicos ahorran espacio al eliminar rodamientos de empuje separados |
| Precisión | Clase de precisión: P4 / P2 para laminado en frío de alta precisión; P5 para laminado en caliente estándar |
| Lubricación | Aceite-aire, niebla de aceite, grasa o película hidrodinámica |
| Entorno | Agua, cascarilla, extremos de temperatura, nivel de contaminación |
| Acceso para mantenimiento | Facilidad de inspección, desmontaje y reemplazo |
Para la metalurgia detrás de estas selecciones, aceros templados integralmente vs. cementados, materiales de jaula y alternativas cerámicas híbridas, consulte nuestra guía de materiales de rodamientos para laminadores.
¿Qué Sistema de Lubricación Debe Usar un Rodamiento para Laminador?
La selección de lubricación es tan crítica como la selección del rodamiento. El manual de aplicaciones para laminadores de Schaeffler recomienda sistemas dosificados de aceite-aire para bastidores de acabado a alta velocidad, citando un consumo de aceite significativamente menor que los sistemas de recirculación y temperaturas de operación del rodamiento reducidas en comparación con la lubricación con grasa a velocidades equivalentes (Schaeffler, Rolling bearings for rolling mill applications MAT2, 2023; consultado 2026-05). Esa diferencia importa en los bastidores de acabado donde cada grado de temperatura del rodamiento se traduce en vida útil real. Para los fundamentos detrás de estas elecciones —grasa vs. aceite, cantidad de llenado y la relación de película que define la vida del rodamiento— consulte nuestra guía de lubricación de rodamientos.
- Lubricación aceite-aire: Entrega cantidades dosificadas de aceite transportadas por un flujo continuo de aire. Excelente para aplicaciones de alta velocidad y alta temperatura. Distribución más uniforme y enfriamiento superior a la grasa.
- Lubricación por niebla de aceite: Distribuye una fina niebla de aceite a múltiples puntos del rodamiento. Ampliamente utilizada en laminadores de barras y alambrón. Menor consumo de aceite y más fácil de adaptar a múltiples posiciones.
- Lubricación con grasa: La más sencilla de implementar. Mejor para posiciones de menor velocidad y menos exigentes como mesas de rodillos, guías y accionamientos auxiliares.
- Película hidrodinámica (circulación de aceite): Se utiliza con rodamientos de película de aceite en rodillos de respaldo. Necesita un sistema presurizado dedicado con filtración y control de temperatura.
El manual de Schaeffler para laminadores también señala que los sistemas aceite-aire reducen sustancialmente las pérdidas ambientales de aceite en comparación con la lubricación por baño de aceite, lo cual importa tanto para los costos como para las normativas emergentes de emisiones industriales de la UE (Schaeffler MAT2, 2023; consultado 2026-05). Haga coincidir la viscosidad del lubricante, el paquete de aditivos y el método de entrega con el tipo de rodamiento, la velocidad de operación y el perfil de temperatura de cada aplicación específica. No reutilice una especificación genérica entre bastidores.
¿Cómo Instalar y Mantener Rodamientos para Laminadores?
¿Cómo Instalar Correctamente un Rodamiento para Laminador?
La mayoría de las fallas de rodamientos para laminadores no son por fatiga. Son fallas de instalación, sellado y lubricación que se manifiestan como fatiga. Según ISO 15243 y el conjunto de datos de análisis de fallas de SKF con más de 5.000 rodamientos devueltos, la fatiga subsuperficial verdadera es responsable de menos del 20% de las fallas reales, y el resto se distribuye entre desgaste, corrosión, erosión eléctrica, deformación plástica y fractura o agrietamiento (SKF Bearing damage analysis: ISO 15243, 2022; consultado 2026-05).
Estándares de Instalación
- Montar los anillos interiores en los cuellos de rodillo con ajuste de interferencia. Utilizar calentamiento por inducción o baño de aceite a 80-90°C. El calentamiento con llama está prohibido porque crea puntos calientes localizados que dañan la microestructura del acero del rodamiento.
- Mantener el entorno de instalación limpio. Una sola partícula de cascarilla atrapada entre el anillo interior y el cuello del rodillo crea una concentración de tensión que termina en desprendimiento de la pista de rodadura semanas después.
- Apretar los pernos de fijación en patrón cruzado para evitar excentricidad del rodamiento.
Monitoreo de Rutina
- Inspeccionar regularmente la condición del lubricante. Reponer o reemplazar oportunamente. Nunca mezclar diferentes marcas de lubricante. Los aditivos incompatibles destruyen el sistema espesante y acaban con el rodamiento.
- Monitorear la temperatura del rodamiento (normal ≤70°C) y la vibración. Detener inmediatamente ante un aumento anormal. Un aumento escalonado de 10°C es la señal de advertencia, no la alarma.
- Inspeccionar la integridad de los sellos. Reemplazar inmediatamente si se observan grietas, hinchamiento o deformación.
Gestión del Ciclo de Vida
- Mantener la carga y la velocidad dentro de los límites nominales. La operación con sobrecarga es el camino más rápido para destruir un rodamiento de cuello de rodillo.
- Limpiar regularmente las carcasas de rodamientos y los conductos de aceite para prevenir obstrucciones por sedimentos en el sistema aceite-aire o de aceite recirculante.
- Aplicar una estrategia de mantenimiento de "predecir primero, reemplazar después". La siguiente sección explica cómo se traduce eso en números.
¿Cuáles Son las Últimas Tendencias en Rodamientos para Laminadores?
La industria de rodamientos para laminadores avanza en cinco direcciones claras, y no son teóricas: cada una tiene producto despachado en los últimos 24 meses por al menos uno de los cuatro grandes (SKF, Schaeffler, NSK, Timken) más el programa MORGOIL® de Primetals. Se prevé que los rodamientos industriales en general crezcan a un CAGR del 9,23% hasta 2031, con los sectores automotriz, energético y de laminación de metales entre los principales segmentos de uso final que impulsan la demanda (Mordor Intelligence, 2026; consultado 2026-05).
Lo que ha cambiado en los últimos cinco años no es la geometría. El rodamiento de rodillos cilíndricos de cuatro hileras para servicio de rodillo de trabajo en un laminador de banda en caliente se ve externamente igual que en 2015. Lo que ha cambiado es la limpieza del acero, el material de la jaula, la opción de sensor integrado y el contrato de servicio que acompaña al rodamiento. Las tendencias que se describen a continuación son las palancas que los propietarios de laminadores realmente accionan cuando especifican reemplazos, y cada una es lo suficientemente madura como para que "aún no probado" deje de ser una objeción razonable.
- Mejoras de materiales: Aceros para rodamientos de alta pureza y elementos rodantes cerámicos de Si₃N₄ para mayor dureza y resistencia al desgaste. Ingeniería de superficies, cementación, nitruración y recubrimientos PVD, extiende la durabilidad de las pistas de rodadura bajo transitorios de lubricación deficiente.
- Optimización estructural: Diseños más compactos y de mayor densidad de carga para adaptarse a envolventes de laminador más pequeñas y chocks de retrofitting modernizados.
- Monitoreo inteligente: Sensores integrados de temperatura y vibración que permiten monitoreo de condición en tiempo real y mantenimiento predictivo. El análisis de tendencias impulsado por IA programa el reemplazo según la condición real en lugar de un calendario de intervalos fijos.
- Fabricación verde: Diseños de baja fricción y larga vida útil que reducen el consumo de energía. Lubricantes biodegradables y recuperación de niebla de aceite que reducen la huella ambiental.
- Soluciones personalizadas: Diseños de rodamientos a medida y servicio de ciclo de vida completo para condiciones operativas específicas del laminador, cada vez más incluidos junto con el propio rodamiento.
Para un caso de estudio de análisis de fallas en laminador de banda en caliente que recorre uno de estos modos de fallo desde el síntoma hasta la causa raíz, consulte Análisis de Fallas de Rodamientos en Laminadores de Banda en Caliente.
Preguntas Frecuentes
P: ¿Cuál es la vida útil típica de un rodamiento de rodillo de trabajo en un laminador?
Según el cálculo L10 de ISO 281, un rodamiento de rodillos cilíndricos de cuatro hileras para rodillo de trabajo en un laminador de banda en caliente tiene una clasificación típica de 5.000 a 30.000 horas de operación dependiendo del factor de carga, la velocidad y la lubricación (ISO 281:2007, 2007; consultado 2026-05). La vida real se ubica dentro de ese rango cuando se mantienen la integridad del sello, la lubricación y la disciplina de instalación, y muy por debajo cuando no se mantienen.
P: ¿Por qué los rodamientos de rodillos cilíndricos de cuatro hileras son tan comunes en laminadores?
Ofrecen la mayor capacidad de carga radial por unidad de sección transversal de cualquier geometría de rodamiento para laminadores, lo cual importa porque la envolvente del chock está fijada por el diámetro del cuerpo del rodillo (SKF Rolling bearings in metal industry, 2024; consultado 2026-05). Su construcción separable también permite a los ingenieros cambiar rodillos sin perturbar el rodamiento, lo que reduce el tiempo de cambio de rodillo en líneas de producción.
P: ¿Cuándo debo usar rodamientos hidrodinámicos de película de aceite en lugar de rodamientos de elementos rodantes?
Los rodamientos hidrodinámicos de película de aceite (tipo MORGOIL®) ganan en rodillos de respaldo en laminadores modernos de banda en caliente y en frío donde se requieren simultáneamente muy alta capacidad de carga, alta precisión y alta velocidad sostenida (Primetals Technologies, 2024; consultado 2026-05). Por debajo de esa envolvente, los rodamientos de elementos rodantes son más sencillos, más económicos y más fáciles de mantener, por lo que la mayoría de los laminadores de placa, palanquilla y perfiles se mantienen con diseños cilíndricos o cónicos.
P: ¿Qué clase de juego debo especificar para un laminador de banda en caliente?
Para cuellos de rodillo de laminador en caliente a 60-90°C, especifique juego interno C3 o C4 para absorber la expansión térmica sin acumulación de precarga (Schaeffler MAT2, 2023; consultado 2026-05). Para laminadores en frío operando a 30-50°C, CN (normal) o C3 es apropiado. Un juego insuficiente a la temperatura de operación es una de las causas raíz más comunes de desprendimiento prematuro, incluso en rodamientos correctamente seleccionados en todo lo demás.
P: ¿Son la mayoría de las fallas de rodamientos para laminadores realmente por fatiga?
No. Según ISO 15243 y el catálogo de análisis de fallas de SKF, la fatiga subsuperficial verdadera representa menos del 20% de las fallas reales en rodamientos (SKF Bearing damage analysis: ISO 15243, 2022; consultado 2026-05). El resto se divide entre deficiencia de lubricación, contaminación, error de instalación, corrosión y erosión eléctrica. Esa distribución es la razón por la cual un programa de mantenimiento que corrija sellos, lubricación y disciplina de instalación casi siempre se amortiza más rápido que mejorar la clase del rodamiento.
P: ¿Qué lubricante nunca debe mezclarse en rodamientos para laminadores?
No mezcle grasa de complejo de litio con espesantes de sulfonato de calcio, poliurea o complejo de aluminio. Los sistemas espesantes son químicamente incompatibles y el resultado es separación del aceite base, depósitos de jabón endurecido y degradación del lubricante que destruye el rodamiento en horas de operación. La regla es más amplia que eso: nunca mezcle dos marcas o tipos de grasa en el mismo rodamiento, incluso cuando las hojas de datos parecen similares. Drene y enjuague antes de cambiar.
Resumen
Los rodamientos para laminadores son componentes de precisión en el núcleo de uno de los procesos industriales más exigentes del mundo, y la selección correcta determina la productividad del laminador, la calidad del producto y los costos de mantenimiento más que cualquier otro componente en el bastidor. Los rodamientos de rodillos cilíndricos de cuatro hileras cubren la mayoría de las posiciones de rodillo de trabajo. Los rodamientos de rodillos cónicos de cuatro hileras ocupan posiciones de carga combinada. Los rodamientos de apoyo manejan los racimos Sendzimir. Los rodamientos hidrodinámicos de película de aceite soportan los rodillos de respaldo en laminadores planos de alta producción.
La selección es la mitad fácil. La mitad difícil es lo que ocurre después de que el rodamiento está en el chock: instalación estandarizada, sellado y lubricación disciplinados, monitoreo basado en condición, y una cultura de mantenimiento que trata la condición del lubricante y la integridad del sello como parámetros de producción, no como tareas de limpieza. Si se hacen bien, los rodamientos entregan el extremo superior de su clasificación L10 según ISO 281. Si se hacen mal, se vuelve al grupo del 80% de fallas que no tienen nada que ver con la calidad del rodamiento.
Para una comparación directa entre rodamientos de rodillos cónicos y cilíndricos de cuatro hileras, consulte nuestra guía de comparación de arquitectura de rodamientos. Explore la gama completa de productos de rodamientos para laminadores, o contacte a nuestro equipo de ingeniería para soporte en la selección adaptado a la configuración de su laminador.


