
圧延機軸受材料が設備稼働率を左右する理由
鉄鋼製造における計画外停止のコストは、生産エリアによって1時間あたり5,000〜50,000米ドルにのぼります(Oxmaint、2026年)。圧延機は弱い軸受を許してくれません。熱間ストリップミルや厚板ミルがフル稼働しているとき、ロールネック軸受にかかる力は桁違いです。数百トン単位のラジアル荷重、150 °Cを超える運転温度、そしてビレット進入時の絶え間ない衝撃荷重が常に作用しています。
重要ポイント
- 全硬化52100(60〜64 HRC)は、衝撃が少なく安定したバックアップロール用途で優れた性能を発揮します。
- 延性コアを持つ浸炭硬化4320Hは亀裂伝播を止め、衝撃荷重下のワークロール軸受寿命を延長します。
- 機械加工黄銅保持器(M/MAサフィックス)は、振動の大きいリバース圧延機で打ち抜き鋼板保持器を上回ります。
- カタログの在庫ではなくミルポジションに合わせた材料選定こそが、軸受寿命を最も大きく左右する要因です。
- 計画外停止のコストは1時間あたり最大50,000ドルに達するため、材料選定は技術判断であると同時に経営判断でもあります。
このような環境では、不適切な軸受材料は単に摩耗が早まるだけではなく、壊滅的に破損します。だからこそ、圧延機軸受材料の選定はカタログ選定ではなく、戦略的なエンジニアリング判断なのです。
標準的な産業用軸受は、安定した荷重と予測可能な条件を前提に設計されています。ロールネック用途はその正反対で、周期的な過負荷、温度勾配、潤滑膜を剥ぎ取って鋼材深部に疲労亀裂を発生させる衝撃力にさらされます。
これに対するエンジニアリング上の答えは、二つの異なる冶金学的アプローチに分かれます。
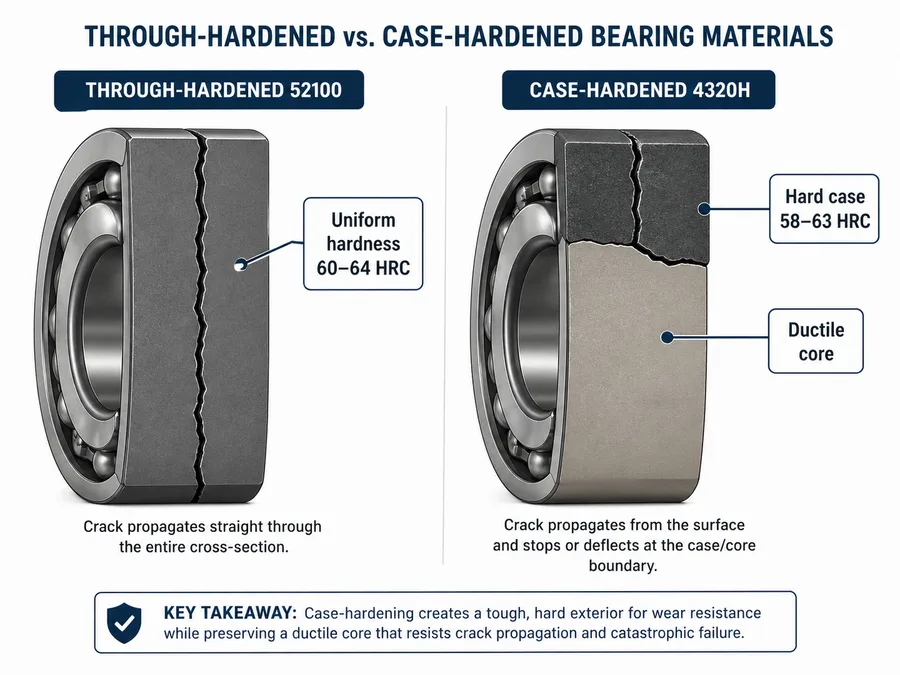
- 全硬化(通し焼入れ):軸受断面全体にわたって均一な硬度を実現します。
- 浸炭硬化(浸炭焼入れ):靭性のある延性コアの上に硬い表層を形成します。
中心となる課題は、表面硬度(接触疲労に抵抗する性質)とコア靭性(脆性破壊なく衝撃を吸収する性質)のバランスをどう取るかです。そのバランスを正しく取るには、業界のベンチマーク材料を理解し、その限界がどこにあるのかを正確に把握することから始めなければなりません。
なぜ52100(100Cr6)は圧延機軸受の標準鋼種なのか
AISI 52100は、ASTM A295およびSAE J403規格により0.98〜1.10%の炭素と1.30〜1.60%のクロムを含有します(Thomasnet、2025年)。この組成によって52100は世界で最も広く使われる軸受鋼となっており、あらゆる代替材料が比較される基準合金になっています。
52100の組成はどのように疲労強度を生み出すのか
鍵を握るのは高い炭素含有量です。熱処理中に炭素がクロムと結合し、微細な炭化物粒子をマトリックス全体に分散させます。その結果、断面全体にわたって60〜64 HRCの硬度が得られます。全硬化処理によって52100は均一な硬質構造を獲得し、円筒ころ軸受やバッキングロール用途で軸受破損モードの主因となる転がり接触疲労に抵抗できます。
52100の破壊靭性は15.4〜18.7 MPa·m^(1/2)の範囲です(Thomasnet、2025年)。参考までに、これは持続的な圧縮荷重には十分ですが、突発的な衝撃には限界があります。
全硬化52100が真価を発揮する場面
ワークロールを支持する円筒ころ軸受、そしてクラスターミルのバッキング軸受において、52100は安定した高ラジアル荷重下で一貫した性能を発揮します。予測可能な疲労挙動と優れた寸法安定性により、荷重が連続的かつ均等に分布する用途で信頼性の高い選択肢となります。
全硬化鋼が抱える致命的な制約とは
ただし、全硬化には大きな欠点があります。均一に硬い微細組織は突発的な衝撃エネルギーを吸収する能力に乏しく、衝撃荷重下、たとえばビレットミルの入口やクロブル発生時では、全硬化鋼はエネルギーを変形によって吸収するのではなく、壊滅的に破断してしまうことがあります。
「エクストラクリーン」52100はどんなときに指定すべきか
疲労寿命を最大化したい場合は、真空脱ガスまたはエクストラクリーンの52100を指定することで、亀裂発生起点となる非金属介在物を低減できます。SKFの軸受鋼清浄度に関する研究は、介在物制御が疲労寿命を決定づける最重要因子であることを示しています(SKF Evolution、2012年)。実務上、このアップグレードは要求の厳しい調質圧延機用途でL10寿命を有意に延ばします。
この脆さこそが、特定の重衝撃ポジションで根本的に異なる冶金学的アプローチを必要とする理由であり、そこで主役となるのが、衝撃を吸収しても割れない設計の浸炭焼入れ鋼種です。
衝撃荷重下で4320Hは52100とどう違うのか
転がり接触疲労に関する研究によれば、浸炭硬化軸受鋼は全硬化52100の2〜3倍の破壊靭性値を示します(Chalmers University / SKF、2012年)。この差こそが、全硬化リングなら砕け散ってしまうクロブル発生時にも、ワークロール軸受を健全に保つ要因です。
浸炭はどのように二層構造をつくるのか
浸炭は、浸炭硬化型産業用ころ軸受鋼種の基盤となる熱処理プロセスで、低炭素鋼の外表面に炭素を拡散させます。その結果、二つの異なるゾーンが協調して働く軸受が得られます。硬く耐摩耗性のある外側のケース(通常58〜63 HRC)と、その下にある比較的軟らかく延性のあるコアです。
衝撃荷重下では、このコアの存在ですべてが変わります。延性コアは衝撃エネルギーを吸収・再分配し、亀裂がレースを直線的に貫通するのを防ぎます。52100のような全硬化鋼は全体が均一なため、表面で発生した亀裂が内径や外径まで直接伝播し、壊滅的な破砕につながりかねません。浸炭硬化鋼は、その亀裂を硬いケースと靭性のあるコアの境界で効果的に止めます。
重衝撃荷重やミスアライメントが発生する用途では、浸炭硬化鋼部品は全硬化品と比べて供用寿命を大幅に延ばすことができます。この向上は、優れた破壊靭性と、スポーリングなど表面欠陥からの亀裂伝播を抑える能力に支えられています。
浸炭硬化軸受でよく使われる鋼種は
この分野では二つの鋼種が主流です。
- SAE 4320H:ニッケル・クロム・モリブデン合金で、安定した浸炭処理性と優れたコア靭性を備えます。北米のミル仕様で広く採用されています。
- 17CrNiMo7-6:欧州標準の同等品で、大型ギアボックスや大口径軸受用途で幅広く使われます。合金含有量がやや高く、厚肉断面での焼入性に優れます。
いずれも、表面の最大疲労寿命よりも耐衝撃性が重視される用途を狙って設計された鋼種です。
なぜ4列円すいころ軸受は浸炭硬化を必要とするのか
ワークロールおよびバックアップロールに使われる4列円すいころ軸受は、ミルスタンドのなかでも最も過酷な複合荷重を受けます。ラジアル力、アキシャルスラスト、衝撃イベントが同時に作用するためです。Timkenの金属産業向けエンジニアリングマニュアルは、これらのポジションに浸炭硬化レースを指定しており、その理由として、全硬化品では繰り返し衝撃サイクルに確実には耐えられないことを挙げています(Timken Engineering Manual、2016年)。
ただし、鋼種選定は話の半分でしかありません。同じ過酷な条件下でころを所定位置に保持する保持器の材料も、同じくらい重要です。
4列円すいころ軸受の性能を保持器材料はどう左右するか
ここまではリングと転動体の鋼材を中心に説明してきましたが、多くのミル軸受で最初に静かに破損が始まるのは保持器です。圧延機軸受にどんな鋼が使われているかを理解するだけでは全体像の半分にすぎません。実際の運転条件で軸受がどれだけもつかは、保持器材料が決めます。
なぜミル環境では鋼板保持器が不利になるのか
打ち抜き鋼板保持器はコスト効率に優れますが、振動の激しい圧延機環境では分が悪くなります。コイル交換、速度変化、通板操作で起こる急激な加減速サイクルは、鋼板保持器が吸収しきれない衝撃力を発生させます。その結果、疲労亀裂、ころのスキュー、保持器ポケットの加速摩耗が生じます。
機械加工黄銅保持器(M/MAサフィックス)の利点は
M または MA サフィックスで識別される機械加工黄銅保持器は、要求の厳しいミル用途で最良の解です。黄銅には大きく二つの強みがあります。
- 自己潤滑性:黄銅は鋼に対して本質的に低い摩擦係数を持ち、潤滑膜が一時的に薄くなった場合でも、ころと保持器の界面での発熱を抑えます。
- 振動減衰性:黄銅は衝撃時にエネルギーを吸収し、鋼板保持器なら破損するような急激な荷重反転からころを守ります。

実務では、黄銅保持器付きの4列円すいころ軸受は、リバース圧延機スタンドにおいて鋼板保持器付き同等品を大きく上回る寿命を示します。これは、厚板ミルや熱間ストリップミルのお客様設備で一貫して確認している傾向です。
高速冷間ミル向けの代替保持器は
運転温度や速度が黄銅の実用限界を超える高速冷間圧延ミルでは、ポリアミド(PA66)または繊維強化ポリマー製の保持器が優位に立ちます。これらの材料はより軽量で、摩擦が少なく、タンデム冷間ミルに典型的な高回転条件にも耐えます。
保持器の最適解はミルポジションと荷重タイプに大きく依存します。そこで自然と、次に示すポジション別の選定ガイドへとつながっていきます。
圧延機軸受にはどの鋼が使われるのか — ミルポジション別選定ガイド
圧延機のすべてのポジションが軸受に同じ要求を課すわけではありません。バックアップロール、ワークロール、スラストポジション、センジミアミルは、それぞれ異なる荷重特性を生み出します。各ポジションに適切な材料を割り当てることこそ、理論的知見と実践的エンジニアリング判断の交差点です。
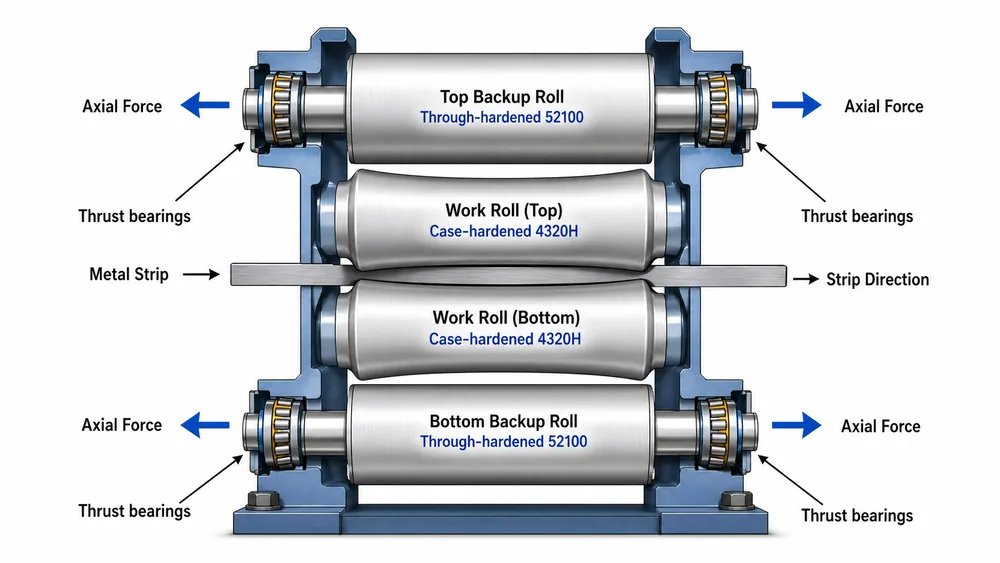
バックアップロール軸受:なぜ全硬化円筒ころ軸受なのか
バックアップロールは比較的安定した条件下で巨大な持続的ラジアル荷重を受けます。荷重が予測しやすく、広い接触面積に分布し、突然の衝撃パルスがほとんど発生しないため、ここでは全硬化52100鋼が標準です。断面全体の均一な硬度が、高荷重・定常状態の圧延用途で支配的な破損モードである表面下疲労に抵抗するための圧縮強度を生み出します。
ワークロール軸受:なぜ浸炭硬化4列円すいころ軸受なのか
ワークロールはまったく別の世界です。これらの軸受はラジアル力とアキシャル力を同時に受けつつ、ストリップ交換時の衝撃や急激な荷重反転に耐えなくてはなりません。このポジションの4列円すいころ軸受材料は、破壊せずに衝撃を吸収できる必要があり、そのため浸炭硬化4320Hが全硬化品を一貫して上回ります。延性コアが衝撃エネルギーを吸収し、硬化ケースが汚染されがちな潤滑環境での表面疲労や摩耗に抵抗します。
スラスト軸受:ミルスタンドのアキシャル荷重をどう受け持つか
タンデムミルスタンドのスラスト軸受は、ストリップ張力やロール力の不均衡によって生じるアキシャル力に対処しなければなりません。52100製のアンギュラ玉軸受や自動調心ころスラスト軸受が一般的ですが、選定はアキシャル荷重が一方向か反転かに大きく左右されます。反転荷重の場合は、靭性のより高い材料が必要になるのが通例です。
センジミアミル(Zミル)軸受:精密な全硬化が譲れない理由
センジミアミルは、クラスター配置で支持される小径ワークロールを使用し、高い接触応力下での卓越した寸法安定性を要求します。極めて厳しい公差で研削された全硬化軸受鋼は、ここでは妥協できません。材料のわずかな不均一さがそのままストリップ板厚のばらつきにつながるため、冶金学的均一性は硬度と同じくらい重要です。
ミルポジション別材料選定 — クイックリファレンス
| ミルポジション | 軸受タイプ | 推奨材料 | 主な理由 |
|---|---|---|---|
| バックアップロール | 4列円筒ころ軸受 | 全硬化52100 | 安定した高ラジアル荷重、衝撃なし |
| ワークロール | 4列円すいころ軸受 | 浸炭硬化4320H/17CrNiMo7-6 | 衝撃荷重、ラジアル+アキシャル複合 |
| スラストポジション | アンギュラ玉軸受/円すいころスラスト軸受 | 全硬化52100 | アキシャルのみ、予測可能な荷重 |
| センジミアミル | バッキング軸受 | 全硬化52100(エクストラクリーン) | 極めて高い寸法精度が必要 |
各ポジションは、その軸受鋼に何を最優先で求めるべきかを教えてくれます。そして、従来の鋼が限界に達したとき、代替材料が新たな可能性を開きます。
ANDE Bearingは、これらすべてのミルポジション向けに4列円すいころ軸受、4列円筒ころ軸受、バッキング軸受を製造しており、硬度検証、熱処理ロット記録、寸法検査レポートを含む完全な材料トレーサビリティ文書を提供しています。
代替軸受材料を検討すべきタイミングはいつか
52100や浸炭硬化鋼種といった標準軸受鋼は、圧延機の要求の大部分をカバーします。ただし、特定の環境は炭素・クロム冶金が確実に届く範囲を超えていきます。耐食性、磁気的中立性、または抜本的な摩擦低減が求められる場面では、代替材料が議論の俎上に上がります。
腐食性の冷却環境でオーステナイト系ステンレス鋼はどう機能するか
水系冷却液や化学的スケール抑制剤が攻撃的な腐食条件を生む圧延機ポジションでは、AISI 316オーステナイト系ステンレス鋼が有力な選択肢です。高めのモリブデン含有量(2〜3%)が、湿潤ミル環境で標準軸受鋼を急速に劣化させる塩化物孔食に対して有意な耐性を与えます。ただし、トレードオフは現実です。316は52100より硬度が低いため、接触応力が支配的な用途には向きません。軽荷重で腐食環境が厳しいポジションでこそ実力を発揮します。
セラミックハイブリッド軸受の利点は
窒化ケイ素(Si3N4)セラミック製転動体と鋼製リングの組み合わせは、精密軸受設計における最大級の代替材料の進歩です。セラミックの密度は軸受鋼のおよそ60%低く、高速時の遠心荷重を抑えます(ScienceDirect、2001年)。電気的非導電性により、電気的にアクティブなミル環境で本物のリスクとなる電食フルーティング損傷を防ぎます。実務でもハイブリッドセラミック軸受は運転温度が低めで推移し、要求の厳しいサイクルでの潤滑剤寿命を延ばします。
保護コーティングは現実的な代替策になるか
セラミックやステンレスへ踏み切る準備が整っていない現場でも、標準鋼製軸受に施す黒色酸化被膜やリン酸塩被膜は、比較的低コストで意味のある耐食性と軽度の耐摩耗性を加えてくれます。これらのコーティングは初期なじみ運転時の潤滑剤保持を改善し、初期段階の表面疲労を抑えます。プレミアム材料へ進む前の現実的な第一歩です。
非磁性鋼が必要になるのはどんな場面か
電磁干渉や磁性粒子の蓄積が運転リスクとなる場合、たとえば一部の特殊な圧延用途では、非磁性軸受鋼が鉄系の磁気吸引を完全に排除し、軸受の健全性と製品品質の両方を守ります。
適切な材料を選ぶことは、単なる冶金学的判断ではありません。荷重プロファイル、環境、速度、総所有コストを束ねて評価するシステム判断です。材料の能力を実際の運転条件に合わせ、ミルが変わったらその条件を見直し、軸受材料の選定を一度きりの仕様決定ではなく継続的なエンジニアリング活動として扱うことが鍵となります。
主要ポイント
- 安定荷重ポジションは52100をデフォルトに:バックアップロールとセンジミアミルは、荷重が予測可能で衝撃が小さい場合、全硬化高炭素クロム鋼(ASTM A295準拠で60〜64 HRC)が最良の性能を発揮します。
- ワークロールは浸炭硬化4320Hまたは17CrNiMo7-6に切り替える:衝撃荷重、ラジアル/アキシャル複合力、クロブルリスクのあるポジションには、浸炭焼入れ鋼でしか得られない硬質ケース/延性コアの構造が必要です。
- 保持器材料はリング材料と同じくらい重要:リバース圧延機や振動の大きいスタンドには機械加工黄銅(M/MAサフィックス)を、高速冷間圧延機にはポリアミド保持器を指定します。
- 腐食が主な脅威の場合は過剰設計を避ける:軸受全体を特殊材料へアップグレードする前に、湿潤環境にはAISI 316ステンレスや保護コーティングを検討します。
- カタログ在庫ではなく、ミルポジションに合わせて材料を選ぶ:上記の選定ガイドを使い、各ロールポジションの実際の荷重特性に軸受鋼種、保持器タイプ、コーティングを揃えてください。
よくある質問
Q: 圧延機のワークロールに最適な軸受材料は何ですか?
ワークロール軸受には、浸炭硬化のSAE 4320Hまたは17CrNiMo7-6が推奨材料です。これらの浸炭焼入れ鋼種は、硬い外側ケース(58〜63 HRC)と延性コアを併せ持ち、52100のような全硬化品なら砕けてしまうクロブルやストリップ破断時の衝撃荷重に耐えるだけの破壊靭性を備えています。
Q: なぜ52100鋼はほとんどの産業用軸受に使われているのですか?
AISI 52100(100Cr6)は、ASTM A295規格に基づき0.98〜1.10%の炭素と1.30〜1.60%のクロムを含み、熱処理後に60〜64 HRCの全硬化を実現します(Thomasnet、2025年)。この組成により均一に分散した炭化物粒子が転がり接触疲労に抵抗するため、バックアップロールやクラスターミルのバッキング軸受といった安定荷重用途に理想的です。
Q: 全硬化軸受鋼と浸炭硬化軸受鋼の違いは何ですか?
全硬化鋼(52100など)は断面全体で均一な硬度を持ち、安定荷重下で優れた疲労抵抗を示します。浸炭硬化鋼(4320Hなど)は硬い外層と、相対的に軟らかく靭性のあるコアを併せ持つ構造です。決定的な違いは、浸炭硬化鋼がケースとコアの境界で亀裂を止めるのに対し、全硬化鋼では亀裂が断面全体を貫通してしまう点にあります。
Q: 圧延機の計画外停止コストはどのくらいですか?
鉄鋼製造における計画外停止のコストは、生産エリアによって1時間あたり5,000〜50,000米ドルにのぼり、直接的な生産損失、加熱炉のアイドル時のエネルギー浪費、規格外材料による品質損失、納期遅延ペナルティなどが含まれます(Oxmaint、2026年)。
Q: 圧延機軸受には黄銅保持器と鋼板保持器のどちらを選ぶべきですか?
振動と衝撃荷重が大きい圧延機用途では、機械加工黄銅保持器(M/MAサフィックス)が望ましい選択肢です。黄銅はころと保持器の界面で自己潤滑性を発揮し、荷重反転時の衝撃エネルギーを吸収します。鋼板保持器は安定荷重・低振動のポジションに限り許容されます。高速冷間圧延機ではポリアミド(PA66)保持器が最適です。
お客様のミル構成に最適な軸受材料の選定にお困りですか? ANDE Bearingのエンジニアリングチームは、圧延機軸受の選定、材料グレードの検証、用途最適化に関する無料の技術コンサルテーションを提供しています。24時間以内のお見積りはお問い合わせまでご連絡ください。


