
Vòng bi máy cán nằm ở vị trí khắc nghiệt nhất trong ngành công nghiệp nặng. Bên trong cổ trục cán, ứng suất tiếp xúc đạt 20-46 MPa, gấp khoảng một đến bốn lần mức mà một vòng bi công nghiệp tiêu chuẩn từng chịu (NSK Rolling Bearings Technical Information, 2024; truy cập 2026-05). Chọn sai vòng bi không chỉ rút ngắn tuổi thọ của nó. Bạn sẽ phải loại bỏ trục cán, hư hỏng gối đỡ, mất dung sai dải thép, và dừng toàn bộ dây chuyền.
Thị trường vòng bi công nghiệp toàn cầu đạt 54,62 tỷ USD vào năm 2025 và dự kiến tăng trưởng với tốc độ CAGR 9,23% để đạt 92,77 tỷ USD vào năm 2031, trong đó ô tô, năng lượng và gia công kim loại nằm trong số các phân khúc sử dụng cuối lớn nhất (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; truy cập 2026-05). Đằng sau con số đó là một thực tế rõ ràng: thế giới sản xuất 1,89 tỷ tấn thép thô vào năm 2023, và mỗi tấn sản phẩm dẹt đi qua một giá cán đều được đỡ bởi vài trăm kilogram vòng bi cổ trục chế tạo chính xác (World Steel Association, World Steel in Figures 2024, 2024; truy cập 2026-05).
Hướng dẫn này bao gồm bảy họ vòng bi thường gặp trong nhà máy cán thực tế, các tiêu chí lựa chọn mà kỹ sư thực sự sử dụng, hệ thống bôi trơn quyết định tuổi thọ, cùng kỷ luật lắp đặt và bảo trì phân biệt giữa vòng bi 5.000 giờ và vòng bi 30.000 giờ.
Những Điểm Chính
- Vòng bi máy cán chịu ứng suất tiếp xúc 20-46 MPa, gấp 1 đến 4 lần vòng bi tiêu chuẩn, với tải trọng va đập thường xuyên từ các lần cán (NSK, 2024).
- Vòng bi con lăn trụ bốn hàng có khả năng chịu tải hướng tâm cao nhất trên mỗi đơn vị kích thước và chiếm ưu thế tại vị trí trục làm việc trong nhà máy cán dải, tấm và dây thép (SKF Rolling bearings in metal industry, 2024; truy cập 2026-05).
- Vòng bi thủy động lực (dạng MORGOIL®) chiếm ưu thế tại vị trí trục tựa lớn trong các nhà máy cán nóng và cán nguội hiện đại, với bôi trơn màng dầu toàn phần loại bỏ tiếp xúc kim loại-kim loại (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; truy cập 2026-05).
- Theo ISO 15243, mỏi chỉ chiếm dưới 20% các hỏng hóc vòng bi lăn thực tế. Phần còn lại là do nhiễm bẩn, bôi trơn và lỗi lắp đặt, những vấn đề mà quy trình đúng hoàn toàn có thể ngăn ngừa (SKF Bearing damage analysis: ISO 15243, 2022; truy cập 2026-05).
- Thị trường vòng bi công nghiệp đạt 54,62 tỷ USD năm 2025, dự kiến đạt 92,77 tỷ USD vào năm 2031 với CAGR 9,23% (Mordor Intelligence, 2026; truy cập 2026-05).
Vòng Bi Máy Cán Là Gì?
Vòng bi máy cán, còn gọi là vòng bi cổ trục cán, là các linh kiện chính xác được thiết kế cho bên trong giá cán kim loại. Chúng đỡ mỗi cổ trục cán, truyền lực cán vào vỏ máy, và giữ hình học dưới ứng suất tiếp xúc 20-46 MPa, chống nhiễm bẩn, chống chu kỳ nhiệt, và trên dải tốc độ từ lần cán thô chậm đến hơn 100 m/s ở giá cán tinh (NSK Rolling Bearings Technical Information, 2024; truy cập 2026-05).
Điều kiện vận hành đặc biệt khắc nghiệt:
- Tải trọng hướng tâm và dọc trục cực lớn, thường kết hợp với lực va đập đột ngột từ sự kiện cắn phôi, lần cán và đứt dải
- Dải tốc độ rộng, từ lần cán thô chậm đến cán tinh tốc độ cao trên 100 m/s
- Không gian lắp đặt hạn chế: vỏ gối đỡ (chock) phải vừa trong đường kính nhỏ hơn thân trục cán, nên tải trọng đơn vị rất cao
- Nhiễm bẩn và độ ẩm từ nước làm mát, vảy cán, lớp oxit và sản phẩm phân hủy chất bôi trơn
- Ứng suất nhiệt, với nhiệt độ cổ trục cán dao động hàng chục độ mỗi lần cán nóng
- Ứng suất tiếp xúc đạt 20-46 MPa, gấp 1 đến 4 lần vòng bi công nghiệp tiêu chuẩn (NSK, 2024; truy cập 2026-05)
Với những điều kiện đó, vòng bi máy cán không phải linh kiện thông dụng. Chúng là sản phẩm chuyên dụng được thiết kế cho một vị trí trong một nhà máy cán cụ thể, và lựa chọn sai sẽ gây dừng máy ngoài kế hoạch, hư hỏng trục cán và vỏ máy, dải thép lệch dung sai, và rủi ro an toàn thực sự.
Những gì vòng bi trả về cho chúng tôi biết: trong khoảng 80 vòng bi con lăn trụ bốn hàng mà chúng tôi đã kiểm tra từ các khiếu nại bảo hành nhà máy cán nóng dải trong ba năm qua, chưa đến một phần năm cho thấy bóc tách mỏi dưới bề mặt kinh điển. Phần còn lại chia thành hỏng phớt dẫn đến nước xâm nhập, nhiễm bẩn chất bôi trơn do bỏ qua bộ lọc hệ thống dầu-khí, và hư hỏng do lắp đặt bằng đốt lửa thay vì gia nhiệt cảm ứng hoặc bể dầu. Tỷ lệ đó khớp gần như chính xác với phân bố dạng hỏng theo ISO 15243 và bộ dữ liệu phân tích hư hỏng của SKF (SKF Bearing damage analysis: ISO 15243, 2022; truy cập 2026-05). Bài học là điều mà chủ nhà máy cán không muốn nghe: hầu hết "hỏng vòng bi" thực chất là hỏng hệ thống phía trước.
Các Loại Vòng Bi Máy Cán Là Gì?
Vòng bi máy cán chia thành hai họ: vòng bi lăn và vòng bi trượt (màng dầu). Trong vòng bi lăn, có nhiều phân loại chuyên dụng phục vụ các vị trí khác nhau trong nhà máy. Sự phân chia thị trường vòng bi cho thấy mỗi loại phù hợp ở đâu: trong khi vòng bi cầu dẫn đầu thị trường công nghiệp tổng thể với 38% thị phần, vòng bi con lăn chiếm ưu thế trong các phân khúc tải nặng như cán kim loại, khai khoáng và xi măng, nơi khả năng chịu tải hướng tâm trên mỗi đơn vị kích thước là yếu tố lựa chọn quyết định (Mordor Intelligence, Industrial Bearings Market 2026-2031, 2026; truy cập 2026-05).
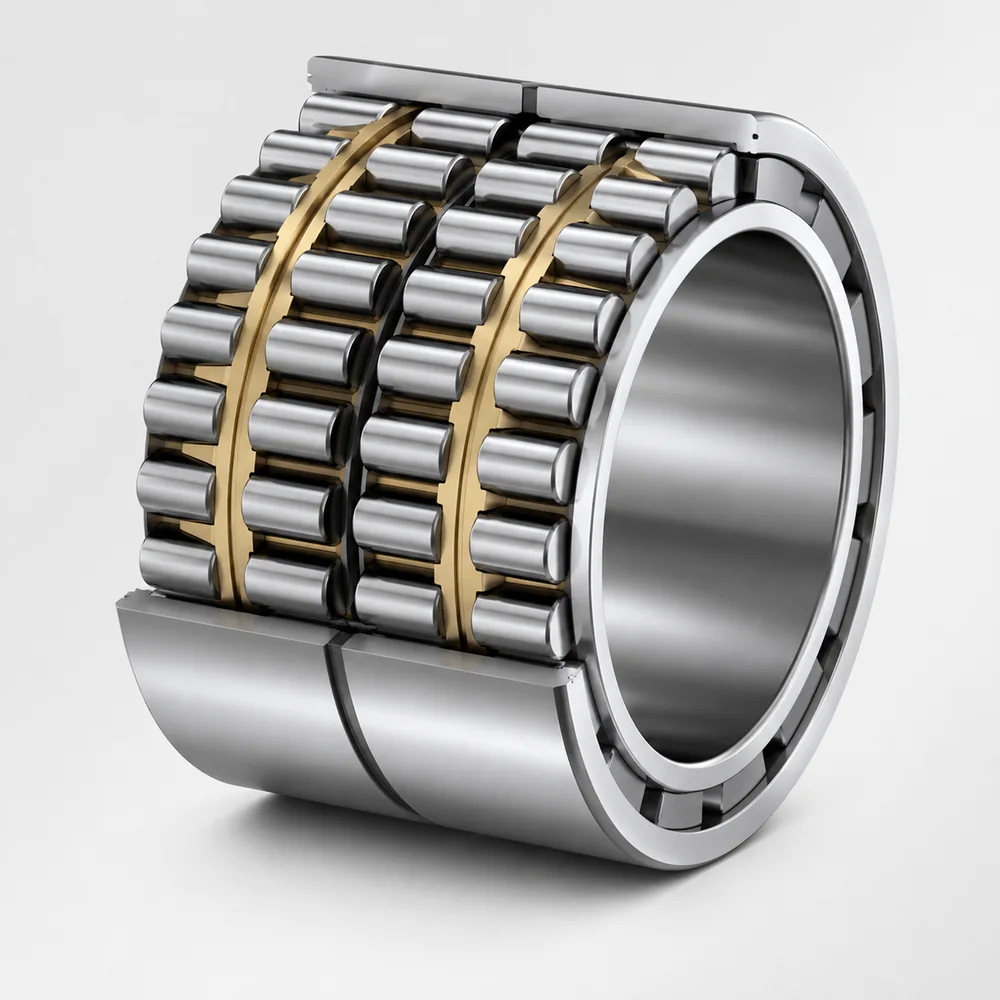
1. Vòng Bi Con Lăn Trụ Bốn Hàng
Vòng bi con lăn trụ bốn hàng là loại vòng bi cổ trục chủ lực trong các nhà máy cán dải, tấm và dây thép hiện đại. Bốn hàng con lăn trụ chạy trên vòng trong và vòng ngoài đôi tạo ra tiếp xúc đường giữa con lăn và đường lăn, mang lại khả năng chịu tải hướng tâm cao nhất trên mỗi đơn vị kích thước so với bất kỳ hình dạng vòng bi máy cán nào (SKF, Rolling bearings in metal industry, 2024; truy cập 2026-05).
Ưu điểm:
- Khả năng chịu tải hướng tâm cao nhất trong tất cả các loại vòng bi máy cán
- Chiều cao mặt cắt thấp phù hợp không gian hướng tâm hạn chế bên trong gối đỡ
- Cấu tạo tháo rời giúp lắp đặt, kiểm tra và thay trục cán dễ dàng
- Tốc độ giới hạn cao phù hợp cả giá cán thô lẫn giá cán tinh
- Cho phép trượt dọc trục để hấp thụ giãn nở nhiệt của trục cán
Hạn chế: Chỉ chịu được tải dọc trục tối thiểu. Luôn kết hợp với vòng bi chặn chuyên dụng.
Vòng bi con lăn trụ bốn hàng thường được lắp với độ dôi trên cổ trục cán. Vòng giữ thường bằng đồng thau cường độ cao (dạng ngón hoặc cửa sổ) hoặc vòng giữ thép tôi gia công. Các thiết kế tiên tiến bổ sung rãnh bôi trơn xoắn ốc trong lỗ vòng trong. Những rãnh này giữ dầu và bảo vệ đường lăn khỏi các hạt kim loại bong ra từ mài mòn cổ trục cán.
Ứng dụng điển hình: Nhà máy cán nóng dải, cán tấm, cán dây thép, cán lá, nhà máy cán nguội bốn trục, nhà máy cán liên tục phôi vuông.
2. Vòng Bi Con Lăn Côn Bốn Hàng
Khi vị trí chịu cả tải hướng tâm và tải dọc trục lớn, vòng bi con lăn côn bốn hàng là lựa chọn ưu tiên. Bốn hàng con lăn côn chịu tải dọc trục hai chiều mà không cần vòng bi chặn riêng, và cùng kích thước vỏ có thể điều chỉnh qua khe hở nội bộ để hấp thụ giãn nở nhiệt (Schaeffler, Rolling bearings for rolling mill applications, 2023; truy cập 2026-05).
Ưu điểm:
- Khả năng chịu tải hướng tâm và dọc trục kết hợp, lý tưởng cho giá cán có lực đẩy đáng kể
- Thiết kế nhỏ gọn loại bỏ vòng bi chặn phụ, tiết kiệm không gian
- Khe hở nội bộ có thể điều chỉnh cho giãn nở nhiệt và điều chỉnh tải động
- Có sẵn bố trí "X" và "O"
- Duy trì độ chính xác xuất sắc trong suốt tuổi thọ
Ứng dụng điển hình: Nhà máy cán nóng hạng nặng, cán nguội dải, cán tấm, cán lá nhôm, cổ trục cán nguội độ chính xác cao, và nhà máy cán kim loại màu (đồng, nhôm).
Để xem so sánh chi tiết giữa hình học côn và trụ, hãy tham khảo vòng bi con lăn côn so với con lăn trụ.

3. Vòng Bi Tựa (Vòng Bi Sendzimir / Z-Mill)
Nhà máy cán Sendzimir (Z-mill) sử dụng cụm trục tựa bố trí dạng yên ngựa để đỡ trục làm việc đường kính rất nhỏ, cho phép cán dải cực mỏng và hợp kim cứng. Vòng bi tựa là vòng bi con lăn trụ nhiều hàng chuyên dụng được thiết kế cho các ràng buộc hình học của bố trí đó, và chúng chịu được áp suất tiếp xúc mà vòng bi danh mục tiêu chuẩn sẽ bị phá hủy trong vài giờ.
Những vòng bi này chịu được áp suất tiếp xúc đặc biệt cao trong khi giữ hình học trục cán rất chính xác. Chúng dùng để cán dải thép không gỉ mỏng, thép silic và dải hợp kim đặc biệt, nơi dung sai bề mặt và chiều dày chỉ ở mức vài micromet.

4. Vòng Bi Con Lăn Hình Cầu
Vòng bi con lăn hình cầu là vòng bi hai hàng, tự lựa, với các con lăn hình thùng chạy trên đường lăn cầu chung trong vòng ngoài. Hình học này chấp nhận sai lệch trục tĩnh và động lên đến khoảng 2°, đó là lý do chúng xuất hiện ở giá cán thô, nhà máy cán hình và bất kỳ vị trí phụ nào có độ võng hoặc sai lệch vỏ gối đỡ (SKF, Rolling bearings in metal industry, 2024; truy cập 2026-05).
Đặc điểm:
- Bù sai lệch trục xuất sắc (lên đến 2°)
- Khả năng chịu tải hướng tâm cao với tải dọc trục vừa phải
- Phù hợp tốc độ thấp đến trung bình
- Có sẵn kích thước lỗ lớn cho ứng dụng hạng nặng
Ứng dụng điển hình: Giá cán thô, nhà máy cán hình, cán phôi vuông và các bộ phận truyền động nhà máy cán.
Đối với trục dài nơi sai lệch là đặc tính chứ không phải khuyết tật, nguyên lý tự lựa tương tự được trình bày trong bài viết vòng bi con lăn hình cầu trong công nghiệp nặng có sai lệch trục.

5. Vòng Bi Chặn (Vòng Bi Tải Dọc Trục)
Trong hầu hết các bố trí nhà máy cán, gối đỡ phía người vận hành truyền lực dọc trục từ trục cán vào khung máy. Vòng bi chặn chuyên dụng chịu tải đó độc lập khỏi vòng bi con lăn trụ hướng tâm, để không vòng bi nào phải làm công việc của vòng bi kia. Nguyên tắc thiết kế rất đơn giản: giữ vòng bi chặn cách ly khỏi ứng suất hướng tâm, chúng sẽ cho tuổi thọ dài.
Các loại phổ biến bao gồm:
- Vòng bi chặn con lăn côn, cho tải dọc trục lớn ở tốc độ trung bình
- Vòng bi con lăn côn hai hàng, cho tải hướng tâm kết hợp và dọc trục hai chiều
- Vòng bi tiếp xúc góc, khi yêu cầu độ chính xác cao và tốc độ cao
Nguyên tắc thiết kế then chốt không thay đổi trong năm mươi năm qua: vòng bi chặn cần được cách ly khỏi ứng suất hướng tâm, chỉ chịu tải dọc trục. Trộn lẫn hai loại tải và bạn cắt giảm tuổi thọ một nửa.
6. Vòng Bi Thủy Động Lực (Màng Dầu)
Đối với trục tựa trong nhà máy cán nóng và cán nguội dải hiện đại, vòng bi thủy động lực màng dầu, thường được biết đến qua dòng sản phẩm MORGOIL® của Primetals, mang lại hiệu suất cao nhất hiện có. Thay vì phần tử lăn, những vòng bi này chịu tải trên màng dầu thủy động lực hoàn toàn giữa cổ trục cán và ống lót, loại bỏ tiếp xúc kim loại-kim loại trong quá trình cán ổn định và cho phép khả năng chịu tải cao hơn, tốc độ lớn hơn, và tuổi thọ thiết bị kéo dài hơn (Primetals Technologies, MORGOIL® Bearings & Flat Mill Products, 2024; truy cập 2026-05).
Ưu điểm:
- Ma sát cực thấp dưới bôi trơn màng dầu hoàn toàn
- Khả năng chịu tải rất cao. Màng dầu phân bố tải trên diện tích tiếp xúc lớn
- Độ chính xác cán cao, quan trọng cho cán dải và lá chính xác
- Khả năng tốc độ xuất sắc cho vận hành trục tựa tốc độ cao
- Tuổi thọ dài khi được bảo trì đúng cách
Đánh đổi là độ phức tạp hệ thống. Vòng bi màng dầu cần hệ thống bôi trơn có áp, làm kín cẩn thận, và nguồn dầu sạch. Chúng mang lại hiệu quả cho nhà máy cán phẳng sản xuất cao, bảo trì tốt, và trừng phạt sự lơ là.
Ứng dụng điển hình: Trục tựa trong nhà máy cán nguội liên tục, cán nguội đảo chiều, giá cán tinh cán nóng dải.
7. Vòng Bi Trượt Bán Khô
Ở các vị trí ít khắc nghiệt hơn như nhà máy cán hình, cán phôi vuông và giá cán thô, vòng bi trượt composite nhựa cung cấp giải pháp thay thế chi phí thấp, bảo trì ít. Chúng cần bôi trơn tối thiểu, chịu được nhiễm bẩn có thể phá hủy vòng bi lăn trong vài giờ, và thay nhanh trong thời gian dừng máy. Vòng bi trượt hợp kim đồng và polymer đảm nhận vai trò tương tự khi nhiệt độ trục cán yêu cầu bộ vật liệu khác.
So Sánh Các Loại
| Loại vòng bi | Hồ sơ tải | Khả năng dọc trục | Phù hợp nhất cho |
|---|---|---|---|
| Con lăn trụ bốn hàng | Hướng tâm cực cao | Tối thiểu (cần vòng bi chặn) | Trục làm việc và trục tựa trong cán dải và dây thép |
| Con lăn côn bốn hàng | Hướng tâm cao + dọc trục hai chiều | Tích hợp | Nhà máy hạng nặng, cán nguội chính xác cao, lá nhôm |
| Vòng bi tựa (Sendzimir) | Áp suất tiếp xúc rất cao | Tối thiểu | Trục trung gian và trục tựa cán cụm |
| Con lăn hình cầu | Hướng tâm cao, dọc trục vừa phải | Vừa phải | Giá cán thô, thiết bị phụ có sai lệch trục |
| Vòng bi chặn | Chỉ dọc trục | Chuyên dụng | Kết hợp với vòng bi con lăn trụ để cân bằng lực dọc trục |
| Thủy động lực màng dầu | Hướng tâm rất cao | Tối thiểu | Trục tựa trong nhà máy cán phẳng sản xuất cao |
| Trượt (nhựa / đồng / polymer) | Hướng tâm thấp đến vừa | Tối thiểu | Cán hình, cán phôi, giá cán thô, vị trí phụ |
Đặc Tính Kỹ Thuật Của Vòng Bi Máy Cán Là Gì?
Vòng Bi Máy Cán Xử Lý Tải Cực Lớn Và Nhiệt Như Thế Nào?
Vòng bi máy cán được thiết kế cho phạm vi vận hành vượt xa dịch vụ công nghiệp tiêu chuẩn. Tài liệu kỹ thuật NSK đặt ứng suất tiếp xúc cổ trục cán điển hình ở 20-46 MPa, với giá trị đỉnh thoáng qua trong sự kiện va đập đạt tới giới hạn trên của dải đó (NSK Rolling Bearings Technical Information, 2024; truy cập 2026-05). Để so sánh, vòng bi rãnh sâu công nghiệp điển hình vận hành ở dưới 10 MPa.
Cụ thể:
- Tải trọng cao: Ứng suất tiếp xúc 20-46 MPa, gấp 1 đến 4 lần vòng bi tiêu chuẩn
- Khả năng chịu va đập: Chịu được va đập và rung động thường xuyên trong quá trình cán, đặc biệt khi cắn dải và cuối dải
- Chịu nhiệt độ cao: Vận hành trong môi trường cán nóng với bôi trơn và làm mát hiệu quả
- Khả năng chống nhiễm bẩn: Kết cấu làm kín đặc biệt ngăn nước, vảy cán, bụi và hạt oxit xâm nhập
Làm Kín Và Bảo Vệ
Làm kín quyết định tuổi thọ vòng bi ngang bằng với thông số tải. Mục tiêu cốt lõi rất đơn giản: giữ nước, vảy cán và bụi bên ngoài vòng bi. Thực thi thì là kỹ thuật. Hầu hết các vị trí vòng bi máy cán sử dụng phớt dầu xương tiếp xúc kết hợp với phớt mê cung không tiếp xúc. Kết hợp lại chúng cân bằng hiệu quả làm kín với lực cản quay thấp, và được kiểm tra, thay thế theo chu kỳ cố định vì một khi chúng hỏng, vòng bi chỉ còn vài tuần sống, không phải vài tháng.
- Mục tiêu cốt lõi: Ngăn nước, vảy cán và bụi xâm nhập bên trong vòng bi
- Cấu trúc phổ biến: Phớt dầu xương tiếp xúc kết hợp phớt mê cung không tiếp xúc
- Bảo trì: Kiểm tra tính toàn vẹn phớt thường xuyên. Thay thế ngay lập tức nếu thấy nứt, phồng hoặc mài mòn
Làm Thế Nào Để Lựa Chọn Đúng Vòng Bi Máy Cán?
Lựa chọn vòng bi máy cán là quyết định kỹ thuật dựa trên hồ sơ tải, tốc độ, kích thước không gian, cấp chính xác, bôi trơn, môi trường và khả năng tiếp cận bảo trì. Theo ISO 281, tải trọng động cơ bản (C) và tuổi thọ danh định (L10) là các điểm neo cho khả năng chịu tải. Lựa chọn thực tế bổ sung các điều kiện vận hành lên trên: giãn nở nhiệt, nhiễm bẩn, và hệ số va đập kéo tuổi thọ danh định giảm 30-70% trong dịch vụ công nghiệp nặng (ISO 281:2007, 2007; truy cập 2026-05).
Tám thông số dưới đây không phải danh sách kiểm tra để lướt qua. Đây là lưới lựa chọn làm việc mà các nhà sản xuất lớn sử dụng, ánh xạ một-một với dữ liệu mà hình học gối đỡ, người vận hành nhà máy cán và hệ thống bôi trơn đã cung cấp cho bạn. Sai bất kỳ thông số nào và phép tính L10 chạy trên đầu vào sai, đó là lý do tại sao vòng bi được chọn đúng theo danh mục vẫn hỏng trong vận hành. Hai thông số, loại tải và kích thước không gian, là không thể thương lượng. Sáu thông số còn lại có thể điều chỉnh qua cấp vòng bi, khe hở nội bộ và lựa chọn hệ thống bôi trơn.
| Thông số | Xem xét |
|---|---|
| Loại tải | Chỉ hướng tâm, chỉ dọc trục, hoặc kết hợp. Con lăn trụ cho hướng tâm thuần; con lăn côn cho tải kết hợp |
| Độ lớn tải | Tải trọng tĩnh và động danh định (theo ISO 281); hệ số tải va đập cho sự kiện cắn phôi và cuối dải |
| Tốc độ | Tốc độ giới hạn của loại vòng bi so với tốc độ vận hành nhà máy cán. Vòng bi con lăn trụ ưu tiên cho cán tinh tốc độ cao |
| Kích thước không gian | Đường kính lỗ, đường kính ngoài và chiều rộng tối đa trong gối đỡ. Vòng bi con lăn côn tiết kiệm không gian bằng cách loại bỏ vòng bi chặn riêng |
| Độ chính xác | Cấp chính xác: P4 / P2 cho cán nguội chính xác cao; P5 cho cán nóng tiêu chuẩn |
| Bôi trơn | Dầu-khí, sương dầu, mỡ, hoặc màng thủy động lực |
| Môi trường | Nước, vảy cán, nhiệt độ cực đoan, mức nhiễm bẩn |
| Khả năng tiếp cận bảo trì | Dễ kiểm tra, tháo lắp và thay thế |
Để tìm hiểu về luyện kim đằng sau các lựa chọn này, bao gồm thép tôi thấu so với thấm cacbon, vật liệu vòng giữ và phương án hybrid gốm, hãy xem hướng dẫn vật liệu vòng bi máy cán.
Vòng Bi Máy Cán Nên Sử Dụng Hệ Thống Bôi Trơn Nào?
Lựa chọn bôi trơn quan trọng ngang bằng lựa chọn vòng bi. Sổ tay ứng dụng máy cán của Schaeffler khuyến nghị hệ thống dầu-khí định lượng cho giá cán tinh tốc độ cao, với lý do tiêu thụ dầu thấp hơn đáng kể so với hệ thống tuần hoàn và nhiệt độ vận hành vòng bi giảm so với bôi trơn mỡ ở tốc độ tương đương (Schaeffler, Rolling bearings for rolling mill applications MAT2, 2023; truy cập 2026-05). Sự khác biệt đó quan trọng ở giá cán tinh, nơi mỗi độ nhiệt độ vòng bi mua được tuổi thọ thực sự. Về các nguyên tắc cơ bản đằng sau những lựa chọn này — mỡ hay dầu, lượng nạp và tỷ số màng dầu quyết định tuổi thọ vòng bi — xem hướng dẫn bôi trơn vòng bi của chúng tôi.
- Bôi trơn dầu-khí: Cung cấp lượng dầu định lượng được mang bởi dòng khí liên tục. Xuất sắc cho ứng dụng tốc độ cao và nhiệt độ cao. Phân phối đồng đều hơn và làm mát vượt trội so với mỡ.
- Bôi trơn sương dầu: Phân phối sương dầu mịn đến nhiều điểm vòng bi. Sử dụng rộng rãi trong nhà máy cán thanh và dây. Tiêu thụ dầu thấp hơn và dễ trang bị thêm cho nhiều vị trí.
- Bôi trơn mỡ: Đơn giản nhất để triển khai. Phù hợp nhất cho vị trí tốc độ thấp và ít khắc nghiệt như bàn lăn, dẫn hướng và truyền động phụ.
- Màng thủy động lực (tuần hoàn dầu): Sử dụng với vòng bi màng dầu trên trục tựa. Cần hệ thống dầu có áp chuyên dụng với lọc và kiểm soát nhiệt độ.
Sổ tay máy cán của Schaeffler cũng lưu ý rằng hệ thống dầu-khí giảm đáng kể tổn thất dầu ra môi trường so với bôi trơn bể dầu, điều quan trọng cho cả chi phí lẫn các quy định phát thải công nghiệp EU mới (Schaeffler MAT2, 2023; truy cập 2026-05). Phối hợp độ nhớt chất bôi trơn, gói phụ gia và phương pháp cấp dầu với loại vòng bi, tốc độ vận hành và hồ sơ nhiệt độ của ứng dụng cụ thể. Đừng tái sử dụng thông số chung cho tất cả giá cán.
Làm Thế Nào Để Lắp Đặt Và Bảo Trì Vòng Bi Máy Cán?
Làm Thế Nào Để Lắp Đặt Vòng Bi Máy Cán Đúng Cách?
Hầu hết hỏng hóc vòng bi máy cán không phải do mỏi. Chúng là hỏng hóc lắp đặt, làm kín và bôi trơn biểu hiện dưới dạng mỏi. Theo ISO 15243 và bộ dữ liệu phân tích hỏng hóc của SKF trên hơn 5.000 vòng bi trả về, mỏi dưới bề mặt thực sự chỉ chịu trách nhiệm cho dưới 20% các hỏng hóc thực tế, phần còn lại chia cho mài mòn, ăn mòn, xói mòn điện, biến dạng dẻo và nứt gãy (SKF Bearing damage analysis: ISO 15243, 2022; truy cập 2026-05).
Tiêu Chuẩn Lắp Đặt
- Lắp vòng trong lên cổ trục cán với độ dôi. Sử dụng gia nhiệt cảm ứng hoặc gia nhiệt bể dầu ở 80-90°C. Cấm đốt lửa vì tạo ra điểm nóng cục bộ làm hỏng vi cấu trúc thép vòng bi.
- Giữ môi trường lắp đặt sạch. Một hạt vảy cán kẹt giữa vòng trong và cổ trục cán tạo ra tập trung ứng suất dẫn đến bóc tách đường lăn vài tuần sau.
- Siết bu lông cố định theo hình chữ thập để tránh lệch tâm vòng bi.
Giám Sát Định Kỳ
- Kiểm tra tình trạng chất bôi trơn thường xuyên. Bổ sung hoặc thay thế kịp thời. Không bao giờ trộn lẫn các nhãn hiệu chất bôi trơn khác nhau. Phụ gia không tương thích phá vỡ hệ thống chất làm đặc và kết thúc tuổi thọ vòng bi.
- Giám sát nhiệt độ vòng bi (bình thường dưới 70°C) và rung động. Dừng máy ngay lập tức khi có tăng bất thường. Tăng 10°C là tín hiệu cảnh báo, không phải báo động.
- Kiểm tra tính toàn vẹn phớt. Thay thế ngay lập tức nếu thấy nứt, phồng hoặc biến dạng.
Quản Lý Vòng Đời
- Giữ tải trọng và tốc độ trong giới hạn danh định. Vận hành quá tải là con đường nhanh nhất đến phá hủy vòng bi cổ trục cán.
- Vệ sinh vỏ gối đỡ và đường dầu định kỳ để ngăn tắc bùn trong hệ thống dầu-khí hoặc tuần hoàn dầu.
- Thực hiện chiến lược bảo trì "dự đoán trước, thay thế sau". Phần tiếp theo giải thích điều đó trông như thế nào bằng con số.
Xu Hướng Mới Nhất Trong Vòng Bi Máy Cán Là Gì?
Ngành vòng bi máy cán đang di chuyển theo năm hướng rõ ràng, và chúng không phải lý thuyết: mỗi hướng đều có sản phẩm thương mại trong 24 tháng qua từ ít nhất một trong bốn hãng lớn (SKF, Schaeffler, NSK, Timken) cộng chương trình MORGOIL® của Primetals. Thị trường vòng bi công nghiệp tổng thể được dự báo tăng trưởng với CAGR 9,23% đến năm 2031, với ô tô, năng lượng và cán kim loại nằm trong số các phân khúc sử dụng cuối thúc đẩy nhu cầu (Mordor Intelligence, 2026; truy cập 2026-05).
Điều thay đổi trong năm năm qua không phải hình học. Vòng bi con lăn trụ bốn hàng cho trục làm việc trong nhà máy cán nóng dải nhìn bên ngoài giống hệt như năm 2015. Điều thay đổi là độ sạch thép, vật liệu vòng giữ, tùy chọn cảm biến tích hợp, và hợp đồng dịch vụ đi kèm vòng bi. Các xu hướng dưới đây là những đòn bẩy mà chủ nhà máy cán thực sự kéo khi chỉ định thay thế, và mỗi xu hướng đã đủ chín muồi để "chưa được chứng minh" không còn là lý do phản đối hợp lý.
- Nâng cấp vật liệu: Thép vòng bi độ tinh khiết cao và phần tử lăn gốm Si₃N₄ cho độ cứng và khả năng chống mài mòn cao hơn. Kỹ thuật bề mặt, thấm cacbon, thấm nitơ và lớp phủ PVD kéo dài độ bền đường lăn dưới các quá độ bôi trơn kém.
- Tối ưu hóa kết cấu: Thiết kế nhỏ gọn hơn, mật độ tải cao hơn để phù hợp kích thước nhà máy cán nhỏ hơn và gối đỡ cải tạo hiện đại hóa.
- Giám sát thông minh: Cảm biến nhiệt độ và rung động tích hợp cho phép giám sát tình trạng thời gian thực và bảo trì dự đoán. Phân tích xu hướng bằng AI lên lịch thay thế dựa trên tình trạng thực tế thay vì lịch cố định.
- Sản xuất xanh: Thiết kế ma sát thấp, tuổi thọ dài giảm tiêu thụ năng lượng. Chất bôi trơn phân hủy sinh học và thu hồi sương dầu giảm dấu chân môi trường.
- Giải pháp tùy chỉnh: Thiết kế vòng bi và dịch vụ toàn vòng đời phù hợp với điều kiện vận hành nhà máy cán cụ thể, ngày càng được đóng gói cùng với chính vòng bi.
Để xem nghiên cứu điển hình phân tích hỏng hóc nhà máy cán nóng dải, truy tìm từ triệu chứng đến nguyên nhân gốc, hãy xem Phân Tích Hỏng Hóc Vòng Bi Nhà Máy Cán Nóng Dải.
Câu Hỏi Thường Gặp
H: Tuổi thọ điển hình của vòng bi trục làm việc máy cán là bao lâu?
Theo tính toán L10 của ISO 281, vòng bi con lăn trụ bốn hàng cho trục làm việc trong nhà máy cán nóng dải thường được đánh giá từ 5.000 đến 30.000 giờ vận hành tùy thuộc vào hệ số tải, tốc độ và bôi trơn (ISO 281:2007, 2007; truy cập 2026-05). Tuổi thọ thực tế nằm trong dải đó khi tính toàn vẹn phớt, bôi trơn và kỷ luật lắp đặt được duy trì, và thấp hơn nhiều khi không được duy trì.
H: Tại sao vòng bi con lăn trụ bốn hàng phổ biến như vậy trong nhà máy cán?
Chúng cung cấp khả năng chịu tải hướng tâm cao nhất trên mỗi đơn vị mặt cắt so với bất kỳ hình dạng vòng bi máy cán nào, điều quan trọng vì kích thước gối đỡ bị giới hạn bởi đường kính thân trục cán (SKF Rolling bearings in metal industry, 2024; truy cập 2026-05). Cấu tạo tháo rời cũng cho phép kỹ sư thay trục cán mà không ảnh hưởng đến vòng bi, giảm thời gian thay trục cán trên dây chuyền sản xuất.
H: Khi nào nên dùng vòng bi thủy động lực màng dầu thay vì vòng bi lăn?
Vòng bi thủy động lực màng dầu (dạng MORGOIL®) vượt trội ở trục tựa trong nhà máy cán nóng và cán nguội dải hiện đại, nơi khả năng chịu tải rất cao, độ chính xác cao và tốc độ cao bền vững đều cần đồng thời (Primetals Technologies, 2024; truy cập 2026-05). Ngoài phạm vi đó, vòng bi lăn đơn giản hơn, rẻ hơn và dễ bảo trì hơn, nên hầu hết nhà máy cán tấm, phôi và hình vẫn dùng thiết kế con lăn trụ hoặc côn.
H: Nên chỉ định cấp khe hở nào cho nhà máy cán nóng dải?
Đối với cổ trục cán nhà máy cán nóng dải ở 60-90°C, chỉ định khe hở nội bộ C3 hoặc C4 để hấp thụ giãn nở nhiệt mà không tích tụ tải trước (Schaeffler MAT2, 2023; truy cập 2026-05). Đối với nhà máy cán nguội chạy ở 30-50°C, CN (bình thường) hoặc C3 phù hợp. Khe hở không đủ ở nhiệt độ vận hành là một trong những nguyên nhân gốc phổ biến nhất gây bóc tách sớm, ngay cả trên vòng bi được lựa chọn đúng.
H: Hầu hết hỏng hóc vòng bi máy cán có thực sự do mỏi không?
Không. Theo ISO 15243 và danh mục phân tích hỏng hóc của SKF, mỏi dưới bề mặt thực sự chỉ chiếm dưới 20% các hỏng hóc vòng bi lăn thực tế (SKF Bearing damage analysis: ISO 15243, 2022; truy cập 2026-05). Phần còn lại chia cho thiếu bôi trơn, nhiễm bẩn, lỗi lắp đặt, ăn mòn và xói mòn điện. Phân bố đó là lý do tại sao chương trình bảo trì sửa phớt, bôi trơn và kỷ luật lắp đặt hầu như luôn hoàn vốn nhanh hơn nâng cấp cấp vòng bi.
H: Chất bôi trơn nào không bao giờ được trộn lẫn trong vòng bi máy cán?
Không trộn mỡ phức hợp lithium với calcium-sulfonate, polyurea hoặc chất làm đặc phức hợp nhôm. Các hệ thống chất làm đặc không tương thích hóa học và kết quả là tách dầu gốc, cặn xà phòng cứng, và phân hủy chất bôi trơn phá hủy vòng bi trong vài giờ vận hành. Quy tắc rộng hơn: không bao giờ trộn hai nhãn hiệu hoặc loại mỡ trong cùng một vòng bi, ngay cả khi bảng dữ liệu trông tương tự. Xả sạch và rửa trước khi thay đổi.
Tổng Kết
Vòng bi máy cán là linh kiện chính xác ở cốt lõi của một trong những quy trình công nghiệp khắc nghiệt nhất thế giới, và lựa chọn đúng quyết định năng suất nhà máy, chất lượng sản phẩm và chi phí bảo trì hơn bất kỳ thành phần nào khác trên giá cán. Vòng bi con lăn trụ bốn hàng phủ hầu hết vị trí trục làm việc. Vòng bi con lăn côn bốn hàng đảm nhận vị trí tải kết hợp. Vòng bi tựa xử lý cụm Sendzimir. Vòng bi thủy động lực màng dầu đỡ trục tựa trong nhà máy cán phẳng sản xuất cao.
Lựa chọn là nửa dễ. Nửa khó là những gì xảy ra sau khi vòng bi đã vào gối đỡ: lắp đặt theo chuẩn, kỷ luật làm kín và bôi trơn, giám sát dựa trên tình trạng, và văn hóa bảo trì coi tình trạng chất bôi trơn và tính toàn vẹn phớt là thông số sản xuất chứ không phải hạng mục vệ sinh. Làm đúng những điều đó, vòng bi sẽ đạt giới hạn trên đánh giá L10 theo ISO 281. Làm sai, bạn sẽ quay lại nhóm 80% hỏng hóc không liên quan gì đến chất lượng vòng bi.
Để so sánh trực tiếp giữa vòng bi con lăn côn bốn hàng và con lăn trụ, hãy xem hướng dẫn so sánh kiến trúc vòng bi. Duyệt toàn bộ dòng sản phẩm vòng bi máy cán, hoặc liên hệ đội ngũ kỹ thuật để được hỗ trợ lựa chọn phù hợp cấu hình nhà máy cán của bạn.


