
ホットストリップミルにおける1回の予定外ロール交換は、業界の保全ベンチマークによれば50,000〜150,000米ドルの生産損失につながります。緊急修理費、スクラップ材、後工程のスケジュール混乱まで含めると、停止コストは1時間あたり数十万米ドルに達する場合もあります。これにより、4列円すいころ軸受の故障解析は単なる技術的演習ではなく、財務上の優先課題となります。
4列円すいころ軸受は、粗圧延機および中間圧延機におけるロールネック用途の標準仕様です。極高温下でスラブをストリップに圧延する際に発生する複合的なラジアル荷重とアキシャル荷重を受けるよう設計されています。設計通りに機能している間は生産が中断なく流れますが、故障が発生するとミル全体のスケジュールに波及します。
ミルオペレーターにとって予定外のロール交換は、即時の生産損失、保全業務の混乱、スケジュール圧迫を同時にもたらします。標準的な予防保全スケジュールは正常な運転条件を前提に設計されているため、極端な熱サイクルの中でこれらの軸受が受ける負担を恒常的に過小評価しがちです。熱膨張、急冷、スケールを含む高圧水のすべてが、整備の行き届いた組立体でさえ徐々に劣化させます。
ここで重要なのは、ホットストリップミルのロールネック軸受の故障が単一事象として起こることはほとんどないという点です。シール劣化、進行性のミスアライメント、潤滑の劣化が複合する系統的な破断であり、損傷は振動監視や温度トレンドに兆候が現れるはるか以前から進行しています。
重要ポイント
- 大手軸受メーカーの業界データによれば、重工業向け軸受故障の36-54%は潤滑問題のみが原因とされています(SKF 軸受損傷および故障解析、アクセス 2026-05;Schaeffler Rolling Bearing Damage WL 82 102、2023)。
- ミスアライメントは4列軸受のうち1〜2列に荷重を集中させ、接触圧力を倍増させて転がり接触疲労を加速させます。
- 劣化したシールを通じた水浸入は、特に高圧冷却水を使用する仕上圧延機において特徴的な線状スポーリングを引き起こします。
- ISO 15243:2017の損傷分類は、場当たり的な分解調査を構造化された根本原因調査へと変えます。
- シール健全性、アライメント検証、温度補償型の潤滑剤選定が、最も効果的な3つの予防対策です。
4列円すいころ軸受で最も一般的な故障モードは何ですか?
SKFおよびSchaefflerの業界データは、重工業用途における軸受故障の36-54%を潤滑問題のみに起因するとしています(SKF 軸受損傷および故障解析、アクセス 2026-05;Schaeffler Rolling Bearing Damage WL 82 102、2023)。転がり接触疲労、ミスアライメント、水浸入、汚染が残りの大部分を占めます。以下の5つの故障モードは、返却されたロールネック軸受で最も頻繁に確認されるパターンを網羅しています。
1. 転がり接触疲労とスポーリング
ホットストリップミルにおける4列円すいころ軸受の故障解析を行う際、転がり接触疲労(RCF)は重荷重を受けるロールネック軸受で最も一般的に観察される損傷モードのひとつです。
転がり接触疲労とは実際にはどのような現象でしょうか。RCFは、ころと軌道輪の間で繰り返される応力サイクルが材料の耐久限度を超えたときに発生します。1回転ごとに微小な応力パルスが加わり、重ラジアル荷重とアキシャル荷重の下で、数百万サイクルにわたって表面下にマイクロクラックが発生します。多くの場合、損傷が進行するまで目視では確認できません。4列構成では、この損傷がすべての列に均等には進行しません。この非対称性こそが早期検出を困難にする要因です。
進行は予測可能な経路をたどります。マイクロクラックが繰り返し荷重下で進展し、最終的に連結して表面に達します。その結果生じるのがスポーリングであり、軌道面の材料がフレーキング状に剥離して潤滑剤を汚染し、破壊的な負のフィードバックループの中でさらに損傷を加速します。
SKFの軸受損傷分類を含む業界の故障解析では、ホットストリップミルの重荷重ロールネック軸受およびピンチロール軸受において、RCFが支配的な損傷種別として一貫して挙げられています(SKF 軸受損傷および故障解析、アクセス 2026-05)。
2. ミスアライメントと列間の不均等荷重
ミスアライメントは、通常の疲労を早期故障へと変える促進剤です。ワークロールが正しく心合わせされていない場合、荷重は軸受の1〜2列に不均等にかかります。原因は熱膨張、チョックの摩耗、または据付不良である場合があります。本来4列に均等に分配されるべき荷重が、利用可能な接触面積のごく一部に集中してしまうのです。
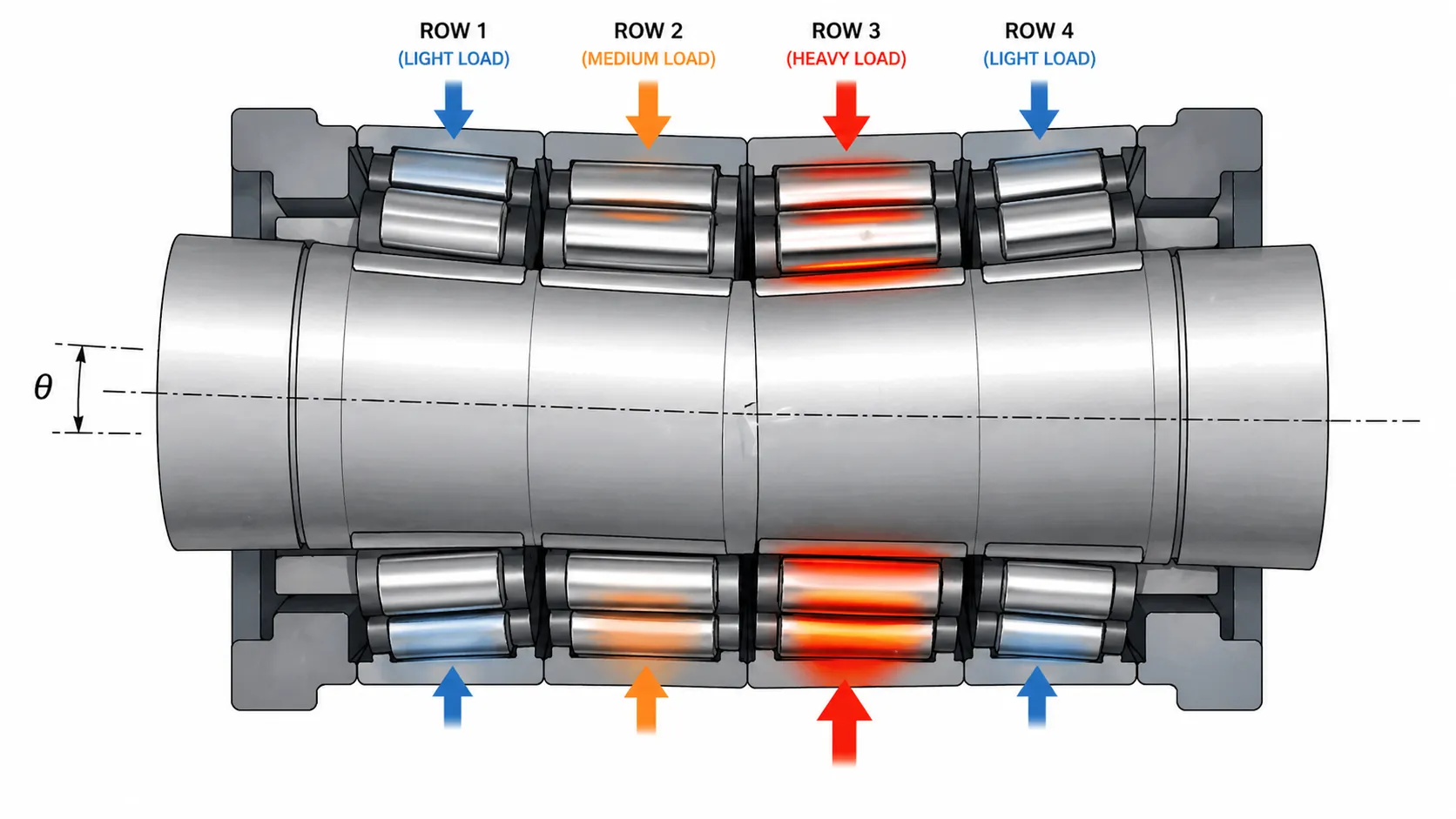
不均等な荷重分布は、影響を受けるころへの応力を増大させるだけではありません。接触圧力を数倍に高め、軸受寿命を劇的に短縮します。軸受メーカーの視点では、最も有用な故障写真はスポーリング部だけでなく、4列すべての荷重痕を示したものです。これらの不均等な痕跡こそが、軸受品質、据付ミス、チョック摩耗、運転中のミスアライメントといった本当の根本原因を明らかにします。
ピンチロール軸受は特に過酷な複合条件にさらされます。高いストリップ張力、噛み込み時の衝撃荷重、そして急速な荷重反転です。これらの動的力こそが、RCFサイクルを加速させる典型的な条件です。
3. 水浸入と腐食ピッチング
ホットストリップミルで4列円すいころ軸受を脅かすあらゆる故障メカニズムの中で、水浸入はおそらく最も発見されにくいものです。騒音や振動で警告を発することはありません。静かに進行し、損傷が目視可能になるまでに数日から数週間かけて軸受表面を劣化させます。
仕上圧延機は特に曝露しやすい場所です。ストリップ温度を制御し寸法公差を保持するために、高圧冷却水がワークロールに直接噴射されます。この激しい噴霧環境は、ロールネックシールに大きな負担を強います。シールが摩耗、亀裂、または不完全な着座状態になると、水が軸受ハウジング内へ侵入する経路が生まれます。
水分はどのようにして金属損傷へと変化するのでしょうか。水が軸受組立体に侵入すると、ほぼ同時に2つの破壊的プロセスが始まります。
- エッチング(侵食):軌道面ところ表面に錆が形成されることで生じる腐食ピッチングの一種。微視的な表面酸化として始まり、軸受が依存する滑らかな接触ジオメトリを損なう目視可能なピッチングへと進展します。
- 潤滑油膜の破断:水分汚染はグリースまたは油膜の粘度と荷重支持能力を低下させ、転動体と軌道輪を分離する膜を破壊します。Noriaの油中水分汚染分析によれば、潤滑剤中わずか1%の水分でジャーナル軸受の寿命を最大90%短縮させ、転がり軸受ではそのしきい値に到達する以前に油膜強度が破壊されると報告されています(Noria — 油中の水分汚染、アクセス 2026-05)。
線状スポーリングへの経路。ピッチングとエッチングは、軌道面に沿った応力集中点を生み出します。通常のミル運転における繰り返し荷重サイクルの下で、これらの点が特徴的な線状スポーリングパターンへと進展します。このパターンは、本来の根本原因である水分汚染ではなく、単なる疲労損傷として誤認されることがしばしばあります。軸受業界の解析によれば、損傷したシールを通じた水浸入は、仕上圧延機の4列円すいころ軸受における寿命短縮の主要因です。
鉄鋼ミルにおける4列円すいころ軸受の繰り返し故障を防ぐためには、シール状態の監視を軸受検査そのものと同等の緊急度で扱う必要があります。シール故障は進行中の軸受故障そのものです。
4. 潤滑破断と熱損傷
ホットストリップミルにおける円すいころ軸受故障の一般的原因の中で、潤滑不良は保全チームが最も頻繁に過小評価する要素です。SKFおよびSchaefflerの業界データによれば、不適切な潤滑または再給脂は重工業用途における軸受故障全体の36%〜54%を占めます(SKF 軸受損傷および故障解析、アクセス 2026-05;Schaeffler Rolling Bearing Damage WL 82 102、2023)。これは、潤滑剤の選定、量、または投入タイミングのように制御可能な要因に起因する故障が、全体の3件に1件以上を占めることを意味します。グリースとオイルの選択、充填量、再給脂間隔については、当社の軸受潤滑ガイドで詳しく解説しています。
なぜ熱が潤滑油膜にとっての真の敵なのでしょうか。連続圧延中、軸受温度は上昇し続け、特に仕上圧延機では急激に上昇することがあります。温度が上がると潤滑剤の粘度は低下し、油膜が薄くなることで転動体と軌道輪の間の荷重支持能力が低下します。間欠的な金属接触が始まり、摩擦熱が発生してさらに潤滑剤を劣化させます。これは自己加速サイクルです。
油膜厚さの低下は、致命的な焼付きの直接的な前兆です。この熱しきい値を超えてしまうと、介入なしの回復はほぼ不可能です。
凝着摩耗をアブレシブ摩耗と誤認することは、ミル保全チームが犯し得る最もコストの高い診断ミスのひとつです。本当の問題が潤滑欠乏であるにもかかわらず、ろ過装置の改良へと対応の方向性を逸らしてしまうからです。
実務で有効な対策:
- 鉄鋼ミル用途向けに高粘度かつ高温対応のグリース(リチウム複合系またはポリウレア系増ちょう剤を用いたEPグリース)
- ヒューマンエラーを排除する自動再給脂システム(タイマー制御で正確な量を投入)
- 温度補償型の粘度選定:周囲条件ではなく、実際の運転温度に基づく潤滑剤の選択
- 劣化が複合化する前に汚染グリースを排出する、フラッシュ&リプレニッシュサイクル
製造現場での実務的な注意点を1つ加えます。過剰給脂は撹拌損失と発熱を生み出し、それ自身が問題となります。一貫性と同じくらい精度が重要です。
5. スケールおよび異物による汚染
熱間圧延に固有の微細な酸化鉄粉であるミルスケールは、絶え間ないアブレシブな脅威です。軸受ハウジング内に侵入したスケール粒子は、ころ面および軌道面に微視的な擦り傷を引き起こすアブレシブ摩耗を生じさせます。損傷は方向性を持つ筋目を伴った、つや消しのマット仕上げのように現れます。
これは焼付きによる凝着摩耗とは明確に異なります。凝着摩耗では、合わせ面間の材料移着、塗りつけ、局所的な熱変色が見られます。両者を混同すると、まったく誤った是正措置につながります。鉄鋼ミルのお客様から返却された故障軸受を調査する際、私たちはこの区別を強調しています。
損傷パターンから根本原因を特定するには
軸受がどのように故障したかを正確に理解することは、次の故障を防止することと同じくらい重要です。ホットストリップミルにおける構造化された損傷解析は、転がり軸受の損傷を体系的なコードに分類するISO 15243:2017などの標準分類体系に依拠しています。これにより保全エンジニアは、故障から根本原因へとさかのぼることができます。
スポーリングパターン
転がり接触疲労による表面下起点の典型的なスポーリングは、軌道面に不規則なクレーター状の材料剥離として現れます。4列にわたるスポーリングの深さと分布は、荷重が均等に分布していたか、ミスアライメントによって偏っていたかを示します。
線状スポーリング
転がり方向と平行に走る線状のスポーリングパターンは、水分汚染損傷に特徴的なものです。エッチングによって生じた腐食ピッチングが応力集中部として機能し、繰り返し荷重の下でこの特徴的な直線状の痕跡へと進展します。
腐食およびエッチング
軌道面ところ表面に見られる錆色の染み、表面ピッチング、くすんだ灰色の斑点は、水分への曝露を示します。仕上圧延機の軸受では、この損傷パターンはほぼ常にシール故障と冷却水の侵入に起因します。
塗りつけおよび凝着摩耗
ころと軌道面の間の材料移着、および熱変色(青色または藁色の色合い)は、潤滑油膜破断による金属接触を示します。これは潤滑欠乏または熱破断の典型的な兆候です。
不均等な荷重痕
4列にわたる非対称な摩耗は、ミスアライメントまたはチョック摩耗の最も明確な指標です。1〜2列に重い接触痕があり、他の列にはほとんど痕跡がない場合に注意してください。鉄鋼ミルのお客様の場合、同じ圧延機で繰り返し故障が発生したときは、軸受を交換する前にシール状態、潤滑記録、ロールネック幾何学、チョック摩耗を確認すべきです。

4列円すいころ軸受の故障をどのように防ぐのですか?
構造化解析によって特定された損傷パターンは、単に問題を診断するだけではありません。実際に効果のある対策はどれかを直接示してくれます。最新のホットストリップミルは、軸受をより速く交換するのではなく、根本原因を狙う多層防御戦略を採用しています。
シール健全性の改善
最も大きなハードウェア面の変化は、シール一体型(シールドクリーン)4列円すいころ軸受への移行です。工場で組み込まれたシールは主要な水浸入経路を排除し、汚染による故障モードを下流ではなく発生源で抑え込みます。激しい冷却水環境で稼働するミルでは、シール状態は故障発生時だけでなく、すべてのロール交換時に点検すべきです。
ロールネックおよびチョックのアライメント検証
ミスアライメントは、軸受の早期故障を最も頻繁に促進する単一要因です。検証には以下を含めるべきです:
- 軸受据付前のロールネック振れ測定
- チョックボアの摩耗・損傷点検
- ミルスタンド基準面に対するハウジングのアライメントチェック
- 該当圧延機位置に応じた熱膨張余裕の検証
高温対応潤滑剤の使用
潤滑剤の選定は、ミル周囲の条件ではなく、軸受位置における実際の運転温度に基づくべきです。連続圧延キャンペーン中に油膜厚さを一定に保つ自動再給脂システムと組み合わせれば、適切な潤滑剤選定は予防可能な軸受故障の最大カテゴリーに対処できます。
振動および温度の監視
振動解析では、外輪、内輪、転動体、保持器の特徴的な欠陥周波数が、分解時に目視損傷が見つかる前に現れることがあります。粗圧延機および前段の仕上圧延機に連続振動監視を実装したミルは、致命的故障の前に進行中の欠陥を検出できます。この早期警報により、計画外停止を回避するためのスケジュール余裕が生まれます。
熱トレンド監視は、潤滑故障が致命的なスポーリングへと拡大する前にこれを捉えます。軸受位置における急激な温度上昇は、しばしば油膜破断の最初に検出可能な兆候です。
ロール交換時の軸受監査
ロール交換のたびに、それは点検の機会です。保全チームは以下を文書化すべきです:
- シールおよびシール座の目視状態
- 潤滑剤の色、稠度、汚染レベル
- アクセス可能な軌道面の目視摩耗パターン
- ロールネック表面の状態(擦過傷、フレッティング、腐食)
このデータを複数回のロール交換にわたって蓄積することで、場当たり的な保全を予測的戦略へと変えるトレンド履歴が構築されます。
4列円すいころ軸受の交換品選定前に確認すべきこと
故障したロールネック軸受を交換する前に、保全および調達チームは以下の各パラメータを確認すべきです。目的は、交換品が単に症状ではなく、前回の故障の根本原因に対処していることを確実にすることです。
| パラメータ | 確認すべき内容 | 重要な理由 |
|---|---|---|
| 軸受形番 | OEM図面またはカタログとの照合 | 寸法および負荷定格の互換性を確保 |
| ロールネック径と公差 | 実測のはめあい等級 | 内径/シャフトのはめあいが初期予圧を決定 |
| チョック設計とボア状態 | 表面および寸法の検査 | 摩耗チョックはミスアライメントを加速 |
| ラジアル/アキシャル荷重条件 | 圧延機固有の運転荷重 | 円筒型と円すい型アーキテクチャの選択基準 |
| 回転速度範囲 | 生産スケジュールデータ | 潤滑レジームと保持器設計に影響 |
| 運転温度 | 軸受位置のサーモグラフィ | 潤滑剤粘度等級の選定要因 |
| 潤滑方式 | グリース、油気、または循環油 | シール種別と再給脂間隔を決定 |
| シール構造と状態 | シールリップとシール座の点検 | 水浸入に対する第一防壁 |
| 過去の故障パターン | 4列すべての損傷写真 | 根本原因が軸受側か系統側かを判別 |
| 必要な使用間隔 | ロール交換スケジュール目標 | 目標L10寿命計算の基準値 |
| 精度等級 | 用途規格(P0/P6/P5) | 振動および寸法精度に影響 |
| 材料および熱処理 | 通し焼入れまたは浸炭硬化 | 高衝撃環境では決定的に重要 |
ミスアライメントが原因で故障した軸受は、アライメント条件を是正せず軸受のみを交換しても再び故障します。同じ論理がこのリストのすべてのパラメータに当てはまります。
異なる圧延機位置における4列円すいころ軸受と円筒ころ軸受の詳細な比較については、軸受アーキテクチャ比較ガイドをご覧ください。選定、潤滑、保全の包括的なガイドについては、ロールミル軸受の決定版ガイドを参照してください。
よくあるご質問
Q: 4列円すいころ軸受で最も一般的な故障モードは何ですか?
転がり接触疲労(RCF)は、ロールネック軸受の調査において一貫して主要損傷モードとされており、特に重ラジアル荷重とアキシャル荷重を受ける粗圧延機および中間圧延機で顕著です。RCFは、ミスアライメントによって荷重が4列に均等に分配されず、1〜2列に集中したときに加速されます。
Q: 水浸入はホットストリップミルの軸受をどのように損傷させるのですか?
仕上圧延機の高圧冷却水は劣化したシールを攻撃し、軸受ハウジング内へ侵入します。一旦内部に入ると、水はエッチング(軌道面ところの腐食ピッチング)を引き起こし、潤滑油膜を破壊します。ピッチングは応力集中部として作用し、繰り返し荷重サイクルの下で特徴的な線状スポーリングへと進展します。
Q: 軸受故障のうち潤滑問題に起因するものは何%ですか?
SKFおよびSchaefflerは、重工業用途における軸受故障の36-54%を不適切な潤滑に起因するものとしています。具体的には、グリース等級の誤選定、潤滑量不足、汚染、再給脂間隔の見逃しなどです。これにより、潤滑問題は予防可能な故障の最大カテゴリーであり、疲労やミスアライメントを単独の根本原因とする件数を大きく上回ります。
Q: 返却された軸受の凝着摩耗とアブレシブ摩耗をどう見分けるのですか?
ミルスケールおよび異物が原因のアブレシブ摩耗は、方向性のある微小な擦り傷を伴うつや消しのマット仕上げとして現れます。潤滑故障または焼付きが原因の凝着摩耗は、ころと軌道面の間の材料移着、塗りつけ、青色または藁色の熱変色を示します。両者の誤認は誤った是正措置につながります。
Q: ISO 15243とは何ですか?また、なぜ軸受故障解析にとって重要なのですか?
ISO 15243は、転がり軸受の損傷を疲労、摩耗、腐食、電食、塑性変形、破壊といった体系的カテゴリーに分類する国際規格です。分解時にISO 15243のコードを用いることで、場当たり的な交換を根本原因調査へと変え、保全チームがミルスタンド全体での故障パターンをトレンド化することを可能にします。
Q: ホットストリップミルにおいて4列円すいころ軸受はどの程度の頻度で点検すべきですか?
ロール交換のたびに点検の機会があり、シール状態、潤滑剤の状態、目視可能な摩耗はチョックを取り出すたびに毎回文書化すべきです。重要な圧延機での連続振動・温度監視は、定期点検の合間に進行中の欠陥を検出でき、故障が目視で確認できるようになる数週間前に兆候を捉えられることが多いです。
ロールネック軸受故障防止に向けた重要ポイント
- 転がり接触疲労が最も一般的に観察される損傷モードであり、1〜2列に荷重を集中させるミスアライメントによって加速されます。
- 劣化したシールを通じた水浸入は、特に高圧冷却水を使う仕上圧延機で腐食ピッチングと線状スポーリングを引き起こします。
- 潤滑故障は産業用軸受故障全体の3分の1以上を占めます。自動再給脂と温度補償型の粘度選定が最も効果的な対策です。
- 標準分類(ISO 15243)を用いた損傷パターン解析は、場当たり的な分解調査を根本原因調査へと変えます。
- シール健全性と精密アライメントが、高性能ミルと場当たり的なミルを最も一貫して分ける2つの変数です。
予定外ロール交換を削減するには、どこから着手すべきですか?
ホットストリップミルにおける軸受故障は、その背後にあるメカニズムをチームが理解していれば大部分が予防可能です。最も明確な次のステップは、現状の軸受在庫に対する根本原因監査です。摩耗パターン、潤滑記録、シール状態データを、コストがまだ生産損失ではなく労働時間で測れるうちに精査してください。
構造化された損傷解析は、軸受故障を予測不能な緊急事態から、管理可能でデータ駆動型のエンジニアリング課題へと変えます。
ホットストリップミルでロールネック軸受の繰り返し故障が発生している場合、ANDE Bearingが軸受形番、運転条件、故障写真、交換要件のレビューを支援できます。
お送りいただきたい情報:
- 軸受形番または図面
- 故障軸受の写真(軌道面と4列すべての荷重痕)
- 用途上の圧延機位置
- 運転温度および潤滑方式
- 故障間隔および過去の損傷パターン
- 必要数量
当社のエンジニアリングチームが、問題が軸受選定、シール、潤滑、アライメント、または運転条件のいずれに関連するかを評価し、お客様のミルに適した交換仕様を提案いたします。
4列円すいころ軸受シリーズの閲覧、ロールミル軸受製品ラインアップ全般のご確認、またはエンジニアリングチームへのお問い合わせによる技術相談をご利用ください。
著者について
Jeff Liは、ANDE Bearingで軸受工学および応用に関する記事を執筆しています。LinkedInでつながることができます。
出典および参考文献
- SKF, Bearing damage and failure analysis(skf.com/group/support/bearings/bearing-damage-and-failure-analysis、アクセス 2026-05)
- Schaeffler, Rolling Bearing Damage(刊行物 WL 82 102、Schaeffler Technologies、2023)
- ISO 15243:2017, Rolling bearings — Damage and failures — Terms, characteristics and causes(iso.org/standard/59619.html、International Organization for Standardization、アクセス 2026-05)
- Noria Corporation, Water In Oil Contamination(machinerylubrication.com/Read/192/water-contamination-grease、Practicing Oil Analysis、アクセス 2026-05)
- ホットストリップミルのロールネックおよびピンチロール軸受を対象とする業界分解レポートおよび潤滑剤汚染研究


