
Un único cambio de cilindro no planificado en un tren de bandas en caliente puede costar entre 50.000 y 150.000 USD en producción perdida, según los puntos de referencia de mantenimiento de la industria. Si se suman las reparaciones de emergencia, el material desechado y la disrupción en la programación aguas abajo, el costo total del tiempo de inactividad puede alcanzar cientos de miles de dólares por hora. Eso convierte el análisis de falla de rodamientos de rodillos cónicos de cuatro hileras en algo menos parecido a un ejercicio de ingeniería y más a una prioridad financiera.
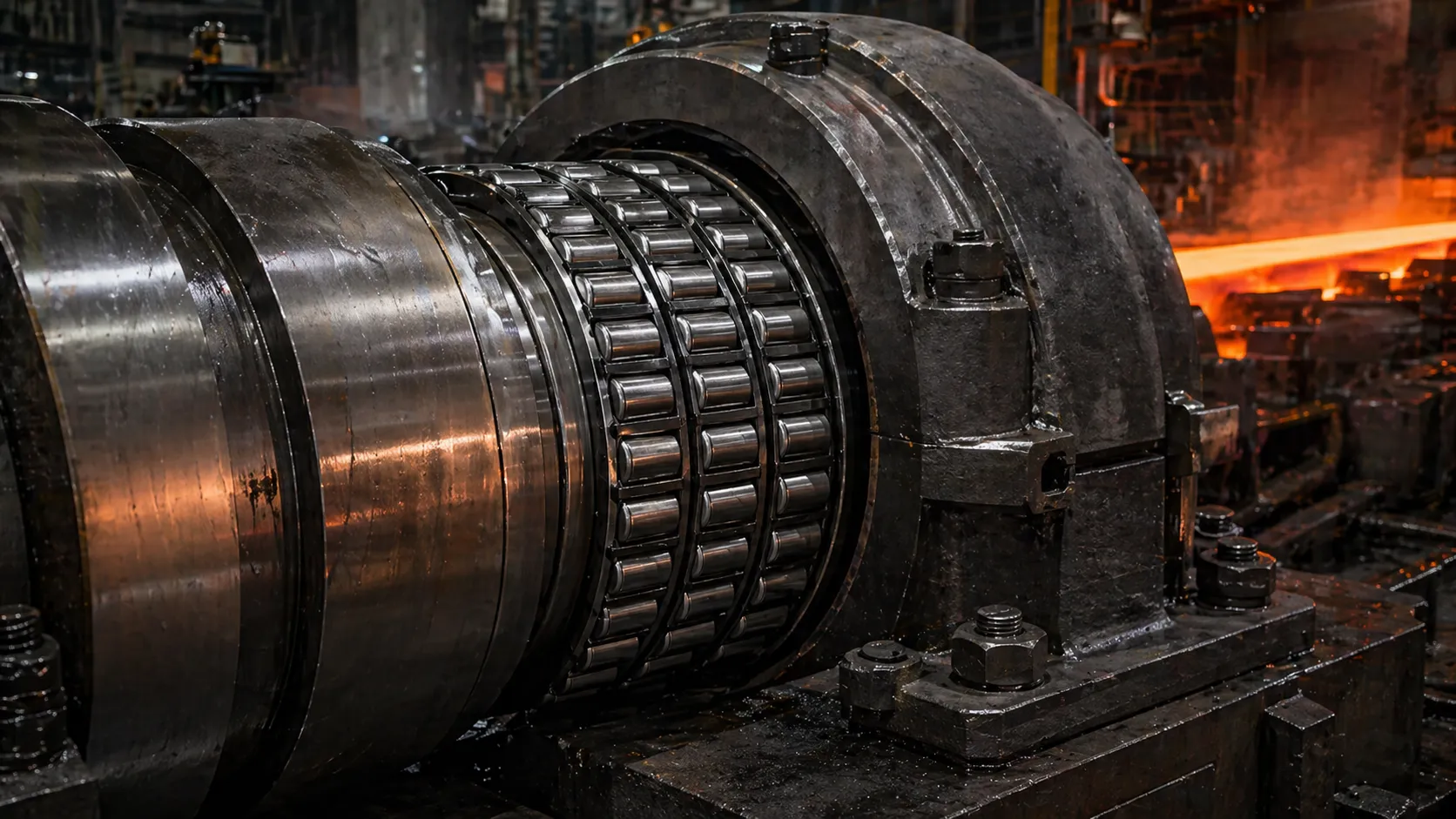
Los rodamientos de rodillos cónicos de cuatro hileras son el estándar para aplicaciones de cuello de cilindro en cajas de desbaste e intermedias. Están diseñados para soportar las cargas radiales y axiales combinadas que se generan cuando los planchones de acero se reducen a banda a temperaturas extremas. Cuando se desempeñan según lo previsto, la producción se ejecuta sin interrupciones. Cuando fallan, las consecuencias se propagan por toda la programación del laminador.
Para los operadores del laminador, un cambio de cilindro no planificado provoca pérdida inmediata de producción, disrupción del mantenimiento y presión en la programación. Los programas estándar de mantenimiento preventivo están diseñados en torno a condiciones operativas normales. De forma habitual subestiman el castigo que estos rodamientos absorben durante ciclos térmicos extremos. La expansión por calor, el enfriamiento rápido y el agua agresiva cargada de cascarilla actúan en conjunto para comprometer incluso los conjuntos mejor mantenidos.
Lo crítico de entender es lo siguiente. La falla de rodamientos en aplicaciones de cuello de cilindro de trenes de bandas en caliente rara vez es un evento de un solo punto. Se trata de un colapso sistémico que tiene su origen en la degradación del sellado, la desalineación progresiva y el compromiso de la lubricación. El daño se desarrolla mucho antes de que aparezca cualquier síntoma en un monitor de vibración o en una tendencia de temperatura.
Puntos Clave
- Los datos de la industria de los principales fabricantes de rodamientos atribuyen el 36-54% de las fallas de rodamientos en aplicaciones industriales pesadas únicamente a problemas de lubricación (SKF, Análisis de daños y fallas en rodamientos, consultado 2026-05; Schaeffler, Rolling Bearing Damage WL 82 102, 2023).
- La desalineación concentra la carga sobre una o dos hileras de un rodamiento de cuatro hileras, multiplicando la presión de contacto y acelerando la fatiga por contacto de rodadura.
- El ingreso de agua a través de sellos degradados provoca un descascarillado lineal característico, sobre todo en cajas de acabado con agua de refrigeración agresiva.
- La clasificación de daños de la ISO 15243:2017 transforma los desmontajes reactivos en investigaciones estructuradas de causa raíz.
- La integridad del sello, la verificación de la alineación y la selección de lubricante compensada por temperatura son los tres controles de prevención más eficaces.
¿Cuáles son los modos de falla más comunes en rodamientos de rodillos cónicos de cuatro hileras?
Los datos de la industria de SKF y Schaeffler atribuyen el 36-54% de las fallas de rodamientos en aplicaciones industriales pesadas únicamente a problemas de lubricación (SKF, Análisis de daños y fallas en rodamientos, consultado 2026-05; Schaeffler, Rolling Bearing Damage WL 82 102, 2023). La fatiga por contacto de rodadura, la desalineación, el ingreso de agua y la contaminación explican la mayoría de los casos restantes. Los cinco modos de falla que se describen a continuación cubren los patrones que observamos con mayor frecuencia en los rodamientos de cuello de cilindro devueltos.
1. Fatiga por contacto de rodadura y descascarillado
Cuando los ingenieros investigan fallas de rodamientos cónicos de cuatro hileras en trenes de bandas en caliente, la fatiga por contacto de rodadura (FCR) es uno de los modos de daño más comunes observados en rodamientos de cuello de cilindro fuertemente cargados.
¿Qué significa la fatiga por contacto de rodadura en la práctica? La FCR ocurre cuando los ciclos de tensión repetidos entre los rodillos y las pistas de rodadura superan el límite de resistencia del material. Cada revolución introduce un microimpulso de tensión. Bajo cargas radiales y axiales pesadas, las microgrietas subsuperficiales se nuclean a lo largo de millones de ciclos. A menudo permanecen invisibles hasta que el daño ya está avanzado. En configuraciones de cuatro hileras, este daño no se desarrolla de manera uniforme entre todas las hileras. Esa asimetría es lo que dificulta la detección temprana.
La progresión sigue una trayectoria predecible. Las microgrietas se propagan bajo carga cíclica, terminan por unirse y rompen la superficie. El resultado es el descascarillado (spalling): trozos descamados de material de la pista de rodadura que contaminan el lubricante y aceleran el daño en un bucle de retroalimentación destructivo.
Los análisis de falla de la industria, incluida la clasificación de daños de rodamientos de SKF, sitúan sistemáticamente la FCR como el tipo de daño dominante en rodamientos de cuello de cilindro y de rodillos pinch fuertemente cargados en trenes de bandas en caliente (SKF, Análisis de daños y fallas en rodamientos, consultado 2026-05).
2. Desalineación y carga desigual entre hileras
La desalineación es el acelerante que convierte la fatiga normal en una falla prematura. Cuando un cilindro de trabajo no está correctamente alineado, la carga se desplaza desproporcionadamente hacia una o dos hileras del rodamiento. La causa puede ser la expansión térmica, los chocks desgastados o una instalación incorrecta. Lo que debería repartirse por igual entre las cuatro hileras se concentra en una fracción del área de contacto disponible.
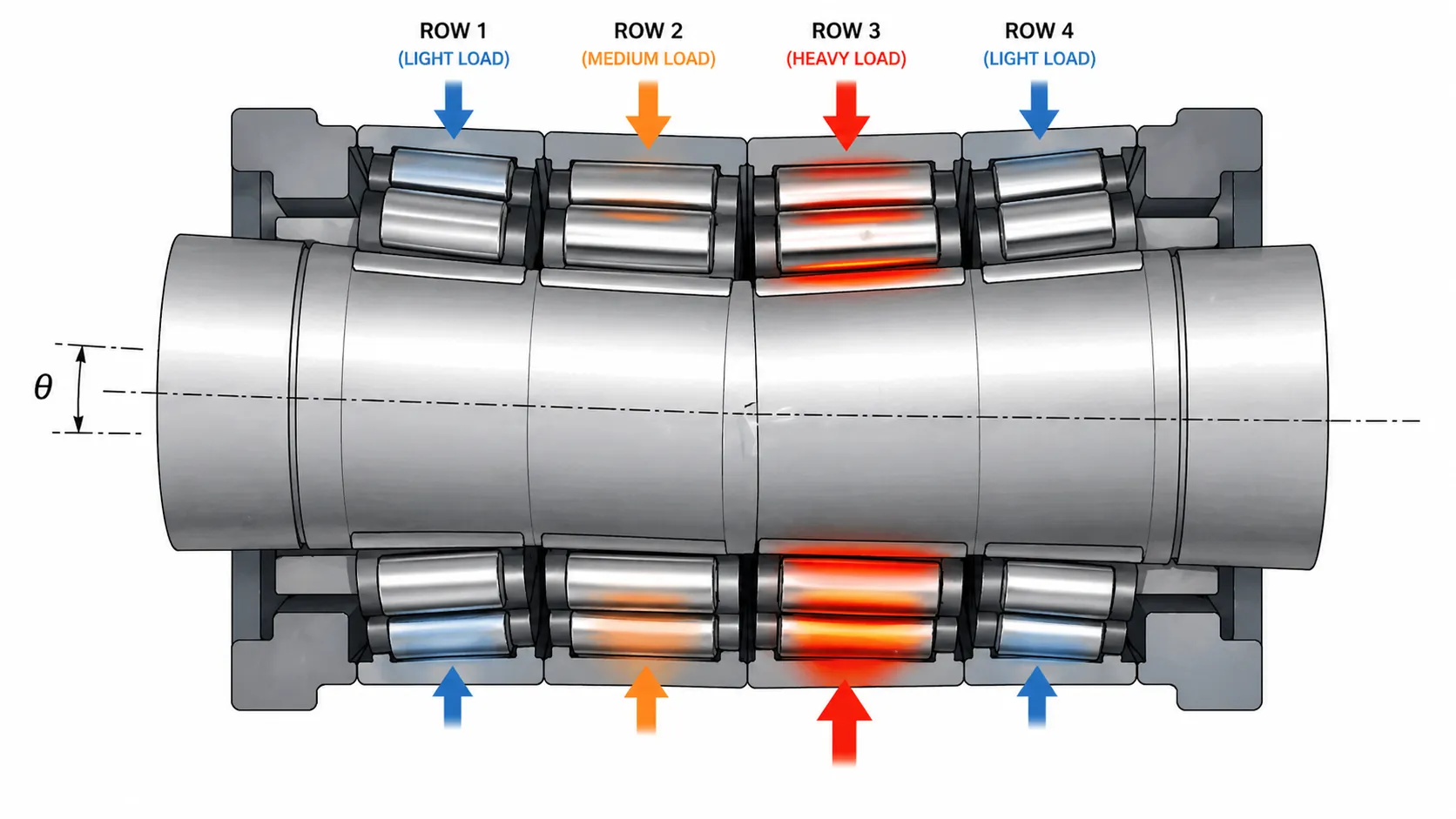
La distribución desigual de la carga no solo aumenta la tensión sobre los rodillos afectados. Puede multiplicar la presión de contacto por un factor que reduce drásticamente la vida útil del rodamiento. Desde la perspectiva del fabricante de rodamientos, las fotos de falla más útiles muestran las marcas de carga en las cuatro hileras, no solo las áreas descascarilladas. Esas marcas desiguales revelan la verdadera causa raíz: calidad del rodamiento, error de instalación, desgaste del chock o desalineación operativa.
Los rodamientos de rodillos pinch enfrentan una combinación especialmente dura: alta tensión de banda, carga de impacto al entrar la banda en la mordida y rápidas inversiones de carga. Esas fuerzas dinámicas son precisamente las condiciones que aceleran el ciclo de la FCR.
3. Ingreso de agua y picaduras por corrosión
De todos los mecanismos de falla que amenazan a los rodamientos cónicos de cuatro hileras en un tren de bandas en caliente, el ingreso de agua es probablemente el más engañoso. No se anuncia con ruido ni vibración. Trabaja en silencio, degradando las superficies del rodamiento durante días o semanas antes de que el daño sea visible.
Las cajas de acabado están particularmente expuestas. El agua de refrigeración a alta presión se aplica directamente a los cilindros de trabajo para controlar la temperatura de la banda y mantener las tolerancias dimensionales. Ese entorno de rociado agresivo somete a los sellos del cuello del cilindro a una enorme tensión. Cuando esos sellos se desgastan, agrietan o no asientan correctamente, el agua encuentra una vía hacia el alojamiento del rodamiento.
¿Cómo se convierte la humedad en daño metálico? Una vez que el agua entra en el conjunto del rodamiento, comienzan casi simultáneamente dos procesos destructivos:
- Etching, una forma de picadura corrosiva provocada por la formación de óxido en las superficies de las pistas de rodadura y los rodillos. Lo que comienza como una oxidación superficial microscópica evoluciona hasta formar picaduras visibles que comprometen la geometría de contacto suave de la que dependen los rodamientos.
- Ruptura de la película lubricante: la contaminación por agua reduce la viscosidad y la capacidad de carga de la película de grasa o aceite que separa los elementos rodantes de las pistas de rodadura. El análisis de Noria sobre la contaminación de aceite por agua reporta que tan solo un 1% de agua en el lubricante puede reducir la vida útil de los cojinetes de cojinete liso hasta en un 90%, y que el agua destruye la resistencia de la película de aceite en rodamientos de elementos rodantes mucho antes de ese umbral (Noria, Contaminación por agua en aceite, consultado 2026-05).
El camino hacia el descascarillado lineal. Las picaduras y el etching crean puntos de concentración de tensión a lo largo de la pista de rodadura. Bajo los ciclos de carga repetidos de la operación normal del laminador, esos puntos se propagan en patrones lineales característicos de descascarillado. Esos patrones a menudo se identifican erróneamente como daños por fatiga en lugar de su verdadera causa raíz: la contaminación por agua. Según el análisis de la industria de rodamientos, el ingreso de agua a través de sellos dañados es un factor principal en la reducción de la vida útil de los conjuntos cónicos de cuatro hileras de las cajas de acabado.
Prevenir las fallas reiteradas de rodamientos cónicos de cuatro hileras en acerías requiere que el monitoreo del estado del sello se trate con la misma urgencia que la propia inspección del rodamiento. Un sello defectuoso es una falla de rodamiento en curso.
4. Degradación de la lubricación y daño térmico
Entre las causas comunes de falla de rodamientos cónicos en trenes de bandas en caliente, la lubricación inadecuada es la que los equipos de mantenimiento más subestiman. Los datos de la industria de SKF y Schaeffler muestran que la lubricación o relubricación incorrecta representa entre el 36% y el 54% de todas las fallas de rodamientos en aplicaciones industriales pesadas (SKF, Análisis de daños y fallas en rodamientos, consultado 2026-05; Schaeffler, Rolling Bearing Damage WL 82 102, 2023). Eso significa más de una de cada tres averías atribuibles a algo tan controlable como la selección, el volumen o el momento de aplicación del lubricante. Nuestra guía de lubricación de rodamientos cubre en profundidad la decisión grasa vs. aceite, las cantidades de llenado y los intervalos de relubricación.
¿Por qué el calor es el verdadero enemigo de la película lubricante? Las temperaturas de los rodamientos suben durante la laminación continua y, en las cajas de acabado, pueden subir bruscamente. A medida que la temperatura sube, la viscosidad del lubricante cae. Una película más delgada significa una menor capacidad de carga entre los elementos rodantes y las pistas de rodadura. El contacto metal-metal comienza de forma intermitente, generando calor por fricción que degrada aún más el lubricante. Es un ciclo que se acelera por sí solo.
La reducción del espesor de la película es el precursor directo de un agarrotamiento catastrófico. Una vez superado ese umbral térmico, la recuperación sin intervención es prácticamente imposible.
Confundir el desgaste adhesivo con el desgaste abrasivo es uno de los errores de diagnóstico más costosos que puede cometer un equipo de mantenimiento de un laminador: orienta la respuesta hacia mejoras de filtración cuando el problema real es la falta de lubricación.
Contramedidas que se sostienen en la práctica:
- Grasas de alta viscosidad y alta temperatura específicamente clasificadas para aplicaciones de acerías (grasas EP con espesantes de complejo de litio o poliurea)
- Sistemas automatizados de relubricación que entregan volúmenes precisos a intervalos cronometrados, eliminando la variabilidad humana
- Selección de viscosidad compensada por temperatura: elegir lubricantes en función de la temperatura real de operación, no de las condiciones ambientales
- Ciclos de purga y reposición para retirar la grasa contaminada antes de que la degradación se agrave
Una nota práctica de nuestra experiencia de fabricación. El exceso de engrase genera sus propios problemas, provocando pérdidas por batido y calor. La precisión importa tanto como la consistencia.
5. Contaminación por cascarilla y residuos
La cascarilla de laminación, los finos residuos de óxido de hierro endémicos de la laminación en caliente, son una amenaza abrasiva constante. Las partículas de cascarilla que entran en el alojamiento del rodamiento producen un desgaste abrasivo caracterizado por microrayaduras a lo largo de las caras de los rodillos y las superficies de las pistas de rodadura. El daño se presenta como un acabado mate y opaco con rayado direccional.
Esto es distinto del desgaste adhesivo provocado por agarrotamiento. El desgaste adhesivo muestra transferencia de material entre las superficies en contacto, embadurnamiento y decoloración localizada por calor. Confundir ambos lleva a tomar la acción correctiva equivocada por completo. Enfatizamos esta distinción al revisar los rodamientos averiados que devuelven los clientes de acerías.
Cómo identificar la causa raíz a partir de los patrones de daño
Comprender exactamente cómo falló un rodamiento es tan crítico como prevenir la siguiente falla. El análisis estructurado de daños en trenes de bandas en caliente se apoya en sistemas de clasificación estandarizados, incluida la ISO 15243:2017, que clasifica el daño en rodamientos en códigos sistemáticos que los ingenieros de mantenimiento pueden utilizar para rastrear la falla hasta su causa raíz.
Patrones de descascarillado
El descascarillado clásico iniciado bajo la superficie por fatiga por contacto de rodadura aparece como una eliminación irregular de material en forma de cráter sobre las pistas de rodadura. La profundidad y la distribución del descascarillado en las cuatro hileras indican si la carga se distribuyó de manera uniforme o se concentró por desalineación.
Descascarillado lineal
Los patrones de descascarillado lineal que corren paralelos a la dirección de rodadura son característicos del daño por contaminación con agua. Las picaduras de corrosión creadas por el etching actúan como concentradores de tensión que se propagan bajo carga cíclica formando estos surcos lineales tan distintivos.
Corrosión y etching
Las manchas de color óxido, las picaduras superficiales y las zonas grises mate en las pistas de rodadura y los rodillos indican exposición a humedad. En los rodamientos de las cajas de acabado, este patrón de daño casi siempre se remonta a la falla del sello y al ingreso de agua de refrigeración.
Embadurnamiento y desgaste adhesivo
La transferencia de material entre las superficies de los rodillos y las pistas de rodadura, acompañada de decoloración por calor (tonos azulados o color paja), indica contacto metal-metal por fallo de la película lubricante. Esa es la firma de la falta de lubricación o de la rotura térmica.
Marcas de carga desiguales
El desgaste asimétrico en las cuatro hileras es el indicador más claro de desalineación o desgaste del chock. Busque marcas de contacto más fuertes en una o dos hileras y marcado mínimo en las demás. Para los clientes de acerías, una falla repetida en la misma caja debe activar una revisión del estado del sello, los registros de lubricación, la geometría del cuello del cilindro y el desgaste del chock antes de reemplazar el rodamiento.

¿Cómo prevenir la falla en rodamientos de rodillos cónicos de cuatro hileras?
Los patrones de daño identificados mediante un análisis estructurado no solo diagnostican problemas. Indican directamente qué contramedidas funcionan realmente. Los trenes de bandas en caliente modernos están adoptando una estrategia de defensa por capas, dirigida a las causas raíz en lugar de simplemente reemplazar los rodamientos más rápido.
Mejorar la integridad del sello
El cambio más significativo en hardware es el paso a rodamientos cónicos de cuatro hileras de tipo sealed-clean. Los sellos instalados de fábrica eliminan la principal vía de ingreso de agua, abordando el modo de falla por contaminación en su origen y no aguas abajo. En los laminadores que operan en entornos agresivos de agua de refrigeración, el estado del sello debe inspeccionarse en cada cambio de cilindro, no solo cuando se produce la falla.
Verificar la alineación del cuello del cilindro y del chock
La desalineación es, con mucho, el acelerante más común de la falla prematura de rodamientos. La verificación debe incluir:
- Medición de la excentricidad del cuello del cilindro antes de la instalación del rodamiento
- Inspección del orificio del chock por desgaste o daño
- Comprobación de la alineación del alojamiento contra las superficies de referencia del bastidor del laminador
- Verificación de la tolerancia de expansión térmica para la posición específica de la caja
Utilizar lubricantes para alta temperatura
La selección del lubricante debe basarse en la temperatura real de operación en la posición del rodamiento, no en las condiciones ambientales del laminador. Combinada con sistemas automatizados de relubricación que mantienen un espesor de película constante durante las campañas de laminación continua, una selección correcta del lubricante aborda la mayor categoría individual de fallas de rodamientos prevenibles.
Monitorear vibración y temperatura
En el análisis de vibraciones, las frecuencias características de defecto asociadas a la pista exterior, la pista interior, los elementos rodantes y la jaula pueden aparecer antes de que se encuentre un daño visible durante la inspección de desmontaje. Los laminadores que implementan monitoreo continuo de vibración en cajas de desbaste y de las primeras de acabado pueden detectar defectos en desarrollo antes de una falla catastrófica. Esa alerta temprana genera la ventana de programación necesaria para evitar paradas no planificadas.
El análisis de tendencias térmicas detecta fallas de lubricación antes de que escalen a un descascarillado catastrófico. Una subida brusca de temperatura en una posición de rodamiento suele ser la primera señal detectable de la rotura de la película.
Auditar los rodamientos durante los cambios de cilindro
Cada cambio de cilindro es una oportunidad de inspección. Los equipos de mantenimiento deben documentar:
- Estado visual de los sellos y de los asientos de los sellos
- Color, consistencia y nivel de contaminación del lubricante
- Patrones de desgaste visibles en las superficies accesibles de las pistas de rodadura
- Estado de la superficie del cuello del cilindro (rayado, fretting, corrosión)
Estos datos, acumulados a lo largo de varios cambios de cilindro, construyen el historial de tendencias que transforma el mantenimiento reactivo en una estrategia predictiva.
Qué verificar antes de seleccionar rodamientos de rodillos cónicos de cuatro hileras de reemplazo
Antes de reemplazar un rodamiento de cuello de cilindro averiado, los equipos de mantenimiento y compras deben revisar cada uno de los parámetros que se indican a continuación. El objetivo es asegurar que el reemplazo aborde la causa raíz de la falla anterior, no solo el síntoma.
| Parámetro | Qué verificar | Por qué importa |
|---|---|---|
| Número de modelo del rodamiento | Coincidencia con el plano OEM o el catálogo | Asegura compatibilidad dimensional y de capacidad de carga |
| Diámetro y tolerancia del cuello del cilindro | Clase de ajuste medida | El ajuste agujero/eje determina la precarga inicial |
| Diseño del chock y estado del orificio | Inspección superficial y dimensional | Los chocks desgastados aceleran la desalineación |
| Condiciones de carga radial y axial | Cargas operativas específicas de la caja | Permite elegir entre arquitecturas cilíndrica y cónica |
| Rango de velocidad de rodadura | Datos del programa de producción | Afecta al régimen de lubricación y al diseño de la jaula |
| Temperatura de operación | Termografía de la posición del rodamiento | Determina la elección del grado de viscosidad del lubricante |
| Método de lubricación | Grasa, aceite-aire o aceite circulante | Determina el tipo de sello y los intervalos de relubricación |
| Estructura y estado del sello | Inspección del labio y del asiento del sello | Defensa principal contra el ingreso de agua |
| Patrón de falla anterior | Fotos de daño en las cuatro hileras | Revela si la causa raíz fue el rodamiento o el sistema |
| Intervalo de servicio requerido | Objetivo del programa de cambio de cilindro | Establece el cálculo de vida L10 objetivo |
| Clase de precisión | Estándar de aplicación (P0/P6/P5) | Afecta a la vibración y a la precisión dimensional |
| Material y tratamiento térmico | Templado integral o cementado | Crítico para entornos de alto choque |
Un rodamiento que falló por desalineación volverá a fallar si solo se reemplaza el rodamiento sin corregir la condición de alineación. La misma lógica se aplica a cada parámetro de esta lista.
Para una comparación detallada de rodamientos de rodillos cónicos de cuatro hileras vs. cilíndricos para distintas posiciones de cajas de laminación, consulte nuestra guía de comparación de arquitecturas de rodamientos. Para una orientación completa de selección, lubricación y mantenimiento, consulte nuestra guía definitiva de rodamientos para laminadores.
Preguntas frecuentes
P: ¿Cuál es el modo de falla más común en rodamientos de rodillos cónicos de cuatro hileras?
La fatiga por contacto de rodadura (FCR) se identifica de forma sistemática como el modo principal de daño en las investigaciones de rodamientos de cuello de cilindro, especialmente en cajas de desbaste e intermedias que soportan cargas radiales y axiales pesadas. La FCR se acelera cuando la desalineación concentra la carga en una o dos hileras en lugar de distribuirla uniformemente entre las cuatro.
P: ¿Cómo daña el ingreso de agua a los rodamientos de un tren de bandas en caliente?
El agua de refrigeración a alta presión en las cajas de acabado ataca los sellos degradados y entra en el alojamiento del rodamiento. Una vez dentro, el agua provoca etching (picaduras corrosivas en las pistas de rodadura y los rodillos) y rompe la película lubricante. Las picaduras actúan como concentradores de tensión, propagándose en el característico descascarillado lineal bajo ciclos de carga repetidos.
P: ¿Qué porcentaje de fallas de rodamientos provienen de problemas de lubricación?
SKF y Schaeffler atribuyen el 36-54% de las fallas de rodamientos en aplicaciones industriales pesadas a una lubricación incorrecta: grado de grasa equivocado, volumen insuficiente, contaminación o intervalos de relubricación omitidos. Esto convierte a la lubricación en la mayor categoría individual prevenible, muy por delante de la fatiga o la desalineación como causas raíz independientes.
P: ¿Cómo distingo el desgaste adhesivo del desgaste abrasivo en un rodamiento devuelto?
El desgaste abrasivo, provocado por la cascarilla de laminación y los residuos, se presenta como acabados mate y opacos con microrayaduras direccionales. El desgaste adhesivo, provocado por el fallo de la lubricación o el agarrotamiento, muestra transferencia de material entre rodillos y pistas de rodadura, embadurnamiento y decoloración por calor en tonos azulados o color paja. Confundir ambos conduce a la acción correctiva equivocada.
P: ¿Qué es la ISO 15243 y por qué importa en el análisis de fallas de rodamientos?
La ISO 15243 es la norma internacional que clasifica el daño en rodamientos en categorías sistemáticas: fatiga, desgaste, corrosión, erosión eléctrica, deformación plástica y fractura. Utilizar los códigos de la ISO 15243 durante el desmontaje convierte los reemplazos reactivos en investigaciones de causa raíz y permite a los equipos de mantenimiento analizar tendencias de fallas en las distintas cajas del laminador.
P: ¿Con qué frecuencia deben inspeccionarse los rodamientos de rodillos cónicos de cuatro hileras en un tren de bandas en caliente?
Cada cambio de cilindro es una oportunidad de inspección, y el estado del sello, el estado del lubricante y el desgaste visible deben documentarse cada vez que sale el chock. El monitoreo continuo de vibración y temperatura en cajas críticas puede detectar defectos en desarrollo entre inspecciones programadas, a menudo semanas antes de que la falla se hiciera visible de otro modo.
Puntos clave para prevenir fallas de rodamientos de cuello de cilindro
- La fatiga por contacto de rodadura es el modo de daño más comúnmente observado, acelerado por la desalineación que concentra la carga en una o dos hileras.
- El ingreso de agua a través de sellos degradados provoca picaduras por corrosión y descascarillado lineal, sobre todo en cajas de acabado con agua de refrigeración agresiva.
- El fallo de la lubricación representa más de un tercio de todas las fallas de rodamientos industriales. La relubricación automatizada y la selección de viscosidad compensada por temperatura son las contramedidas más eficaces.
- El análisis de patrones de daño con clasificación estandarizada (ISO 15243) transforma los desmontajes reactivos en investigaciones de causa raíz.
- La integridad del sello y la alineación de precisión son las dos variables que con mayor consistencia separan a los laminadores de alto rendimiento de los reactivos.
¿Por dónde empezar para reducir los cambios de cilindro no planificados?
Las fallas de rodamientos en trenes de bandas en caliente son en gran medida prevenibles cuando los equipos comprenden la mecánica que las origina. El siguiente paso más claro es una auditoría de causa raíz sobre su inventario actual de rodamientos. Examine los patrones de desgaste, los registros de lubricación y los datos del estado del sello mientras el costo todavía se mide en horas de mano de obra y no en producción perdida.
El análisis estructurado de daños transforma las fallas de rodamientos de emergencias impredecibles en problemas de ingeniería manejables y basados en datos.
Si su tren de bandas en caliente está experimentando fallas reiteradas en rodamientos de cuello de cilindro, ANDE Bearing puede ayudarle a revisar su modelo de rodamiento, las condiciones operativas, las fotos de falla y los requisitos de reemplazo.
Envíenos:
- Modelo o plano del rodamiento
- Fotos del rodamiento averiado (superficies de las pistas de rodadura y marcas de carga en las cuatro hileras)
- Posición de la caja de aplicación
- Temperatura de operación y método de lubricación
- Intervalo de falla y patrón de daño anterior
- Cantidad requerida
Nuestro equipo de ingeniería evalúa si el problema está relacionado con la selección del rodamiento, el sellado, la lubricación, la alineación o las condiciones operativas, y recomienda la especificación de reemplazo correcta para su laminador.
Explore nuestra serie de rodamientos de rodillos cónicos de cuatro hileras, revise la gama completa de productos de rodamientos para laminadores o contacte a nuestro equipo de ingeniería para una consulta técnica.
Sobre el autor
Jeff Li escribe sobre ingeniería y aplicaciones de rodamientos para ANDE Bearing. Conecte en LinkedIn.
Fuentes y lecturas adicionales
- SKF, Bearing damage and failure analysis (skf.com/group/support/bearings/bearing-damage-and-failure-analysis, consultado 2026-05)
- Schaeffler, Rolling Bearing Damage (publicación WL 82 102, Schaeffler Technologies, 2023)
- ISO 15243:2017, Rolling bearings — Damage and failures — Terms, characteristics and causes (iso.org/standard/59619.html, International Organization for Standardization, consultado 2026-05)
- Noria Corporation, Water In Oil Contamination (machinerylubrication.com/Read/192/water-contamination-grease, Practicing Oil Analysis, consultado 2026-05)
- Informes de desmontaje de la industria y estudios de contaminación de lubricantes que cubren rodamientos de cuello de cilindro y de rodillos pinch en trenes de bandas en caliente


