
Để đo một vòng bi, bạn ghi lại ba kích thước tính bằng milimét: đường kính trong (đường kính lỗ, d), đường kính ngoài (D) và chiều rộng (B đối với vòng bi hướng tâm hoặc T đối với vòng bi côn). Với ba con số đó, cộng với loại vòng bi, bạn có thể nhận diện gần như mọi vòng bi lăn tiêu chuẩn đang được sản xuất hiện nay. Kích thước biên được quy định bởi ISO 15 đối với vòng bi hướng tâm và ISO 355 đối với ổ bi đũa côn hệ mét.
Hướng dẫn này đi qua quy trình đo, các dụng cụ cần dùng, những lỗi phổ biến khiến người mua đặt nhầm phụ tùng thay thế, và cách đối chiếu các số liệu đo được với ký hiệu in trên vòng bi.
Những điểm chính
- Mọi vòng bi tiêu chuẩn đều được xác định bởi ba kích thước: đường kính lỗ (d), đường kính ngoài (D) và chiều rộng (B hoặc T).
- Dùng thước cặp điện tử cho các kích thước danh nghĩa; dùng panme khi cần độ chính xác cao (dung sai đường kính lỗ của vòng bi cấp P0 thường chỉ vài micron theo ISO 492).
- Hai chữ số cuối của hầu hết mã vòng bi mã hóa đường kính lỗ tính bằng milimét theo hệ mã hóa ISO 15 — một cách nhanh để xác minh phép đo thực tế.
- Luôn đo ở nhiệt độ phòng; sự giãn nở nhiệt của thép vòng bi vào khoảng 11–12 μm trên mỗi mét trên mỗi °C, đủ để đẩy một vòng bi chính xác ra khỏi dung sai nếu được đo khi còn nóng.
- Ổ bi đũa côn dùng T (chiều rộng tổng thể khi lắp ráp), không dùng B, vì vòng ngoài (cup) và vòng trong (cone) có thể tách rời.
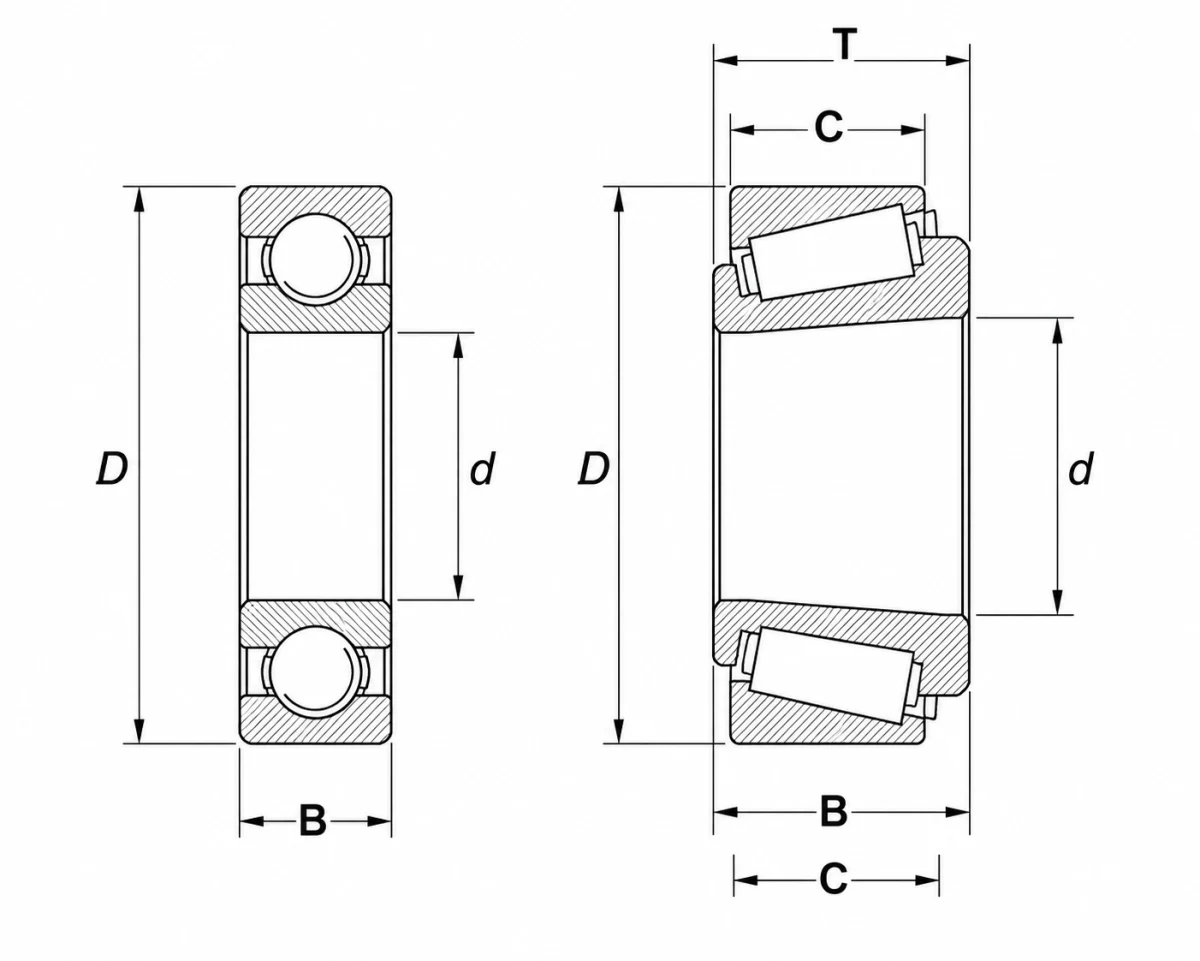
Ba kích thước của vòng bi là gì?
Mọi vòng bi lăn tiêu chuẩn đều được xác định bởi ba kích thước biên tính bằng milimét: đường kính lỗ, đường kính ngoài và chiều rộng. Đây chính là ba con số mà tiêu chuẩn kích thước biên ISO 15 quy định, và là những gì mọi nhà sản xuất lớn (SKF, NSK, Schaeffler/FAG, NTN, Timken) đều liệt kê ở đầu mỗi trang catalogue.
- Đường kính trong (đường kính lỗ, d): đường kính của lỗ lắp lên trục. Đây là kích thước quan trọng nhất vì nó quyết định độ lắp ghép trên trục.
- Đường kính ngoài (D): đường kính bề mặt ngoài của vòng bi, lắp khít vào lỗ vỏ ổ.
- Chiều rộng (B): đối với vòng bi hướng tâm, là độ dày dọc trục của vòng bi đo giữa hai mặt bên.
Đối với ổ bi đũa côn, hình học khác biệt và các ký hiệu thay đổi tương ứng:
- T là chiều rộng tổng thể khi lắp ráp (cup + cone + bộ con lăn).
- B là chiều rộng của cone (vòng trong).
- C là chiều rộng của cup (vòng ngoài).
Sự phân biệt này quan trọng vì cup và cone của ổ bi đũa côn được giao như các linh kiện có thể tách rời — chỉ đo cone rồi báo đó là chiều rộng của vòng bi là một trong những lỗi đặt hàng phổ biến nhất. Để hiểu thêm vì sao có hình học này, xem hướng dẫn của chúng tôi về ổ bi đũa côn vs. ổ bi đũa trụ.
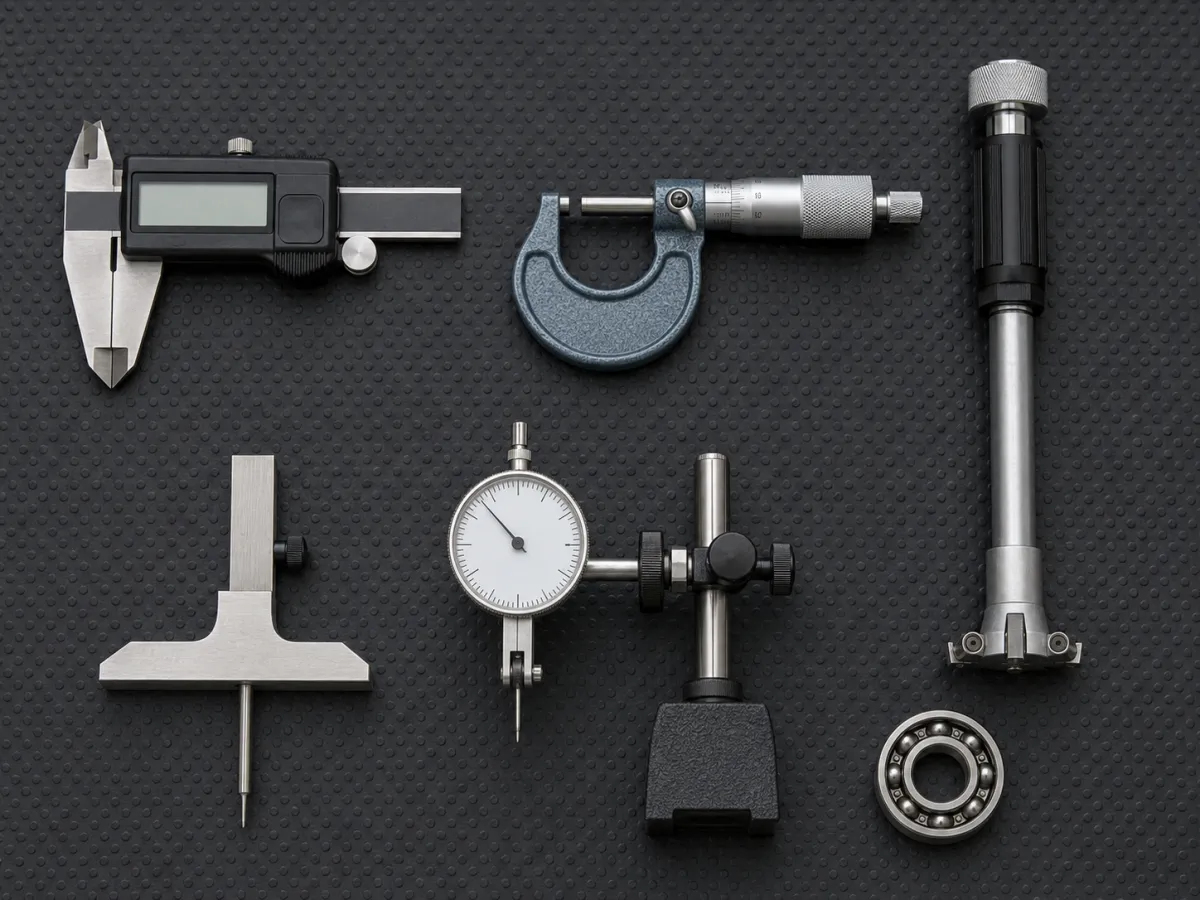
Bạn cần những dụng cụ gì để đo vòng bi?
Đối với hầu hết công việc thay thế và kiểm tra, ba dụng cụ đo bao quát khoảng 95% trường hợp. Lựa chọn phụ thuộc vào mức dung sai cần đáp ứng và kích thước vòng bi.
| Dụng cụ | Khi nào dùng | Độ phân giải điển hình |
|---|---|---|
| Thước cặp điện tử (0–150 mm) | Vòng bi hướng tâm tiêu chuẩn có đường kính ngoài đến ~140 mm | 0.01 mm |
| Thước cặp điện tử (0–300 mm) | Vòng bi lớn hơn, gối đỡ đã lắp sẵn, gối pillow block | 0.01 mm |
| Panme đo ngoài / đo trong | Vòng bi chính xác (P5, P4, P2 theo ISO 492) | 0.001 mm |
| Đồng hồ đo lỗ hoặc panme đo trong ba điểm | Lỗ vòng trong lớn hơn 50 mm, nơi độ chính xác của thước cặp giảm | 0.001 mm |
| Đồng hồ đo độ sâu hoặc thanh đo độ sâu của thước cặp | Chiều rộng B và các chiều rộng côn T, B, C | 0.01 mm |
Một thước cặp điện tử tiêu chuẩn là đủ để xác định kích thước danh nghĩa. Nếu bạn đang kiểm tra một vòng bi trục chính chính xác hoặc đang truy tìm vấn đề về độ lắp ghép, thước cặp sẽ không đủ: dung sai đường kính lỗ của vòng bi cấp P0 theo ISO 492 thường chỉ là +0/-8 μm đến +0/-15 μm tùy kích thước, thấp hơn nhiều so với độ phân giải của thước cặp.
Luôn đo ở nhiệt độ phòng (20 °C / 68 °F), là nhiệt độ tham chiếu cho dung sai vòng bi theo ISO và ABMA. Thép vòng bi giãn nở khoảng 11–12 μm trên mỗi mét trên mỗi °C: hệ số giãn nở nhiệt tuyến tính ≈ 11,5 × 10⁻⁶ /°C đối với thép vòng bi tôi xuyên suốt như AISI 52100 / GCr15 (AZoM). Một đường kính lỗ 100 mm đo ở 30 °C sẽ lớn hơn khoảng 12 μm so với chính vòng bi đó ở 20 °C, đủ để làm sai lệch một phép kiểm tra chính xác.
Cách đo vòng bi: Từng bước
Quy trình dưới đây giả định bạn đã tháo vòng bi khỏi máy, làm sạch mỡ và bụi bẩn, và để nó trở về nhiệt độ phòng. Nếu vòng bi vẫn còn ép trên trục, bạn có thể đo đường kính ngoài và chiều rộng nhưng không đo được đường kính lỗ.
Bước 1 — Vệ sinh ổ bi
Lau sạch toàn bộ mỡ và mảnh vụn bằng vải không xơ. Các hạt bị kẹt dưới hàm thước cặp hoặc giữa lỗ và đầu đo của đồng hồ gây sai số 50 μm trở lên. Đối với vòng bi nhiễm bẩn nặng, dùng dung môi tẩy mỡ hoặc bể dầu hỏa, sau đó làm khô kỹ. Không bao giờ đo vòng bi khi nó còn nóng từ vận hành.
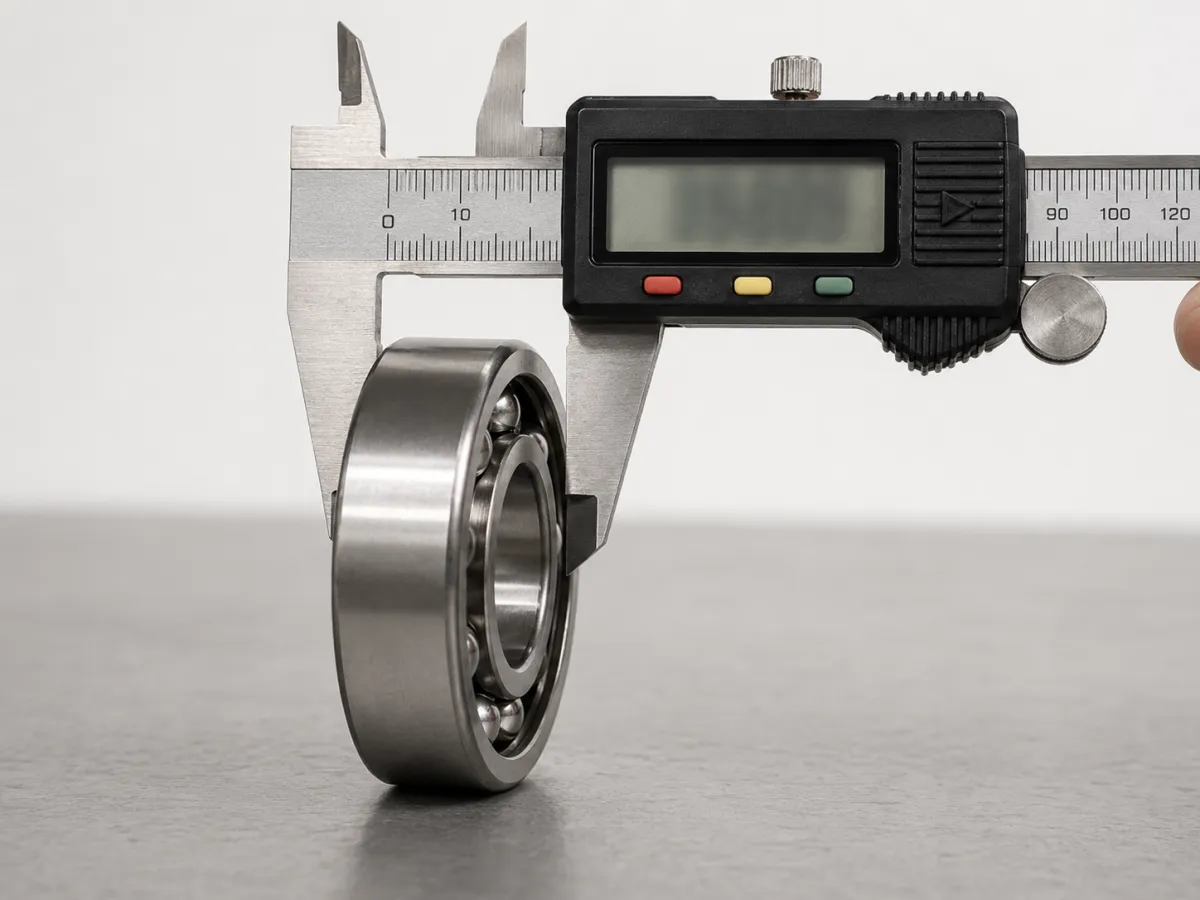
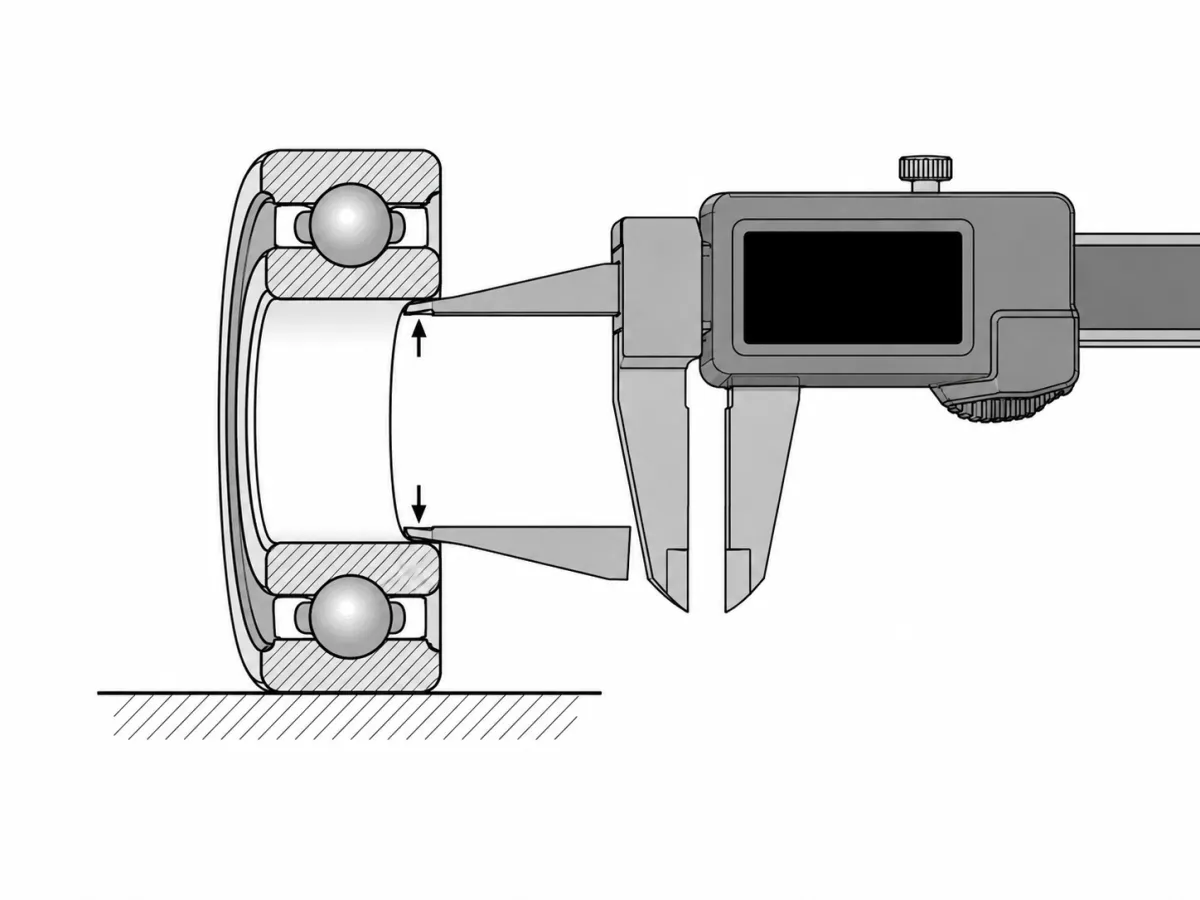
Bước 2 — Đo đường kính trong (d)
Mở hàm thước cặp và trượt các đầu đo trong vào lỗ. Lắc nhẹ thước cặp để tìm số đo lớn nhất — đây là đường kính thực tại hướng đó. Thực hiện ba phép đo ở các vị trí cách nhau khoảng 120° để phát hiện sai lệch độ tròn, và ghi lại cả số đo lớn nhất và nhỏ nhất.
Đối với lỗ vòng trong tiêu chuẩn, ISO 492 quy định độ lệch trên bằng không và độ lệch dưới mang giá trị âm. Nói cách khác, đường kính lỗ chỉ có thể nhỏ hơn danh nghĩa, không bao giờ lớn hơn. Để kiểm tra nghiệm thu, đường kính đo được lớn nhất không được vượt quá lỗ danh nghĩa, và đường kính đo được nhỏ nhất không được dưới giới hạn dung sai dưới. Để kiểm tra nhanh đối với giới hạn trên, hãy ghi lại số đo lớn nhất trong ba lần, không phải số nhỏ nhất.
Đối với vòng bi có đường kính lỗ lớn hơn khoảng 50 mm, thước cặp điện tử bắt đầu mất độ chính xác do hàm bị uốn. Hãy chuyển sang panme đo trong hoặc đồng hồ đo lỗ ba điểm cho mọi kích thước lớn hơn hoặc cho bất kỳ vòng bi cấp chính xác nào.
Bước 3 — Đo đường kính ngoài (D)
Sử dụng các mặt đo ngoài (hàm) của thước cặp. Lại thực hiện đo ở ba điểm cách nhau 120° quanh chu vi và lấy trung bình. Vòng ngoài thường là kích thước dễ đo chính xác nhất vì nó hoàn toàn tiếp cận được mà không có vật cản.
Bước 4 — Đo chiều rộng (B hoặc T)
Đặt vòng bi đứng trên một mặt phẳng và dùng thanh đo độ sâu hoặc các mặt đo của thước cặp đo qua hai mặt bên. Đối với ổ bi cầu rãnh sâu hoặc ổ bi đũa trụ, thao tác này cho bạn B trực tiếp.
Đối với ổ bi đũa côn, bạn phải xác định mình đang đo chiều rộng nào:
- Nếu cup và cone vẫn được lắp ráp với các con lăn ở vị trí, bạn đang đo chiều rộng tổng thể T.
- Nếu bạn đang đo riêng cone (đã tách), bạn đang đo B.
- Nếu bạn đang đo riêng cup, bạn đang đo C.
Các trang catalogue liệt kê cả ba kích thước cho ổ bi côn; với mục đích thay thế, T (hoặc bộ kích thước biên d × D × T) là con số cần khớp.
Bước 5 — Đối chiếu với mã vòng bi
Trước khi đặt phụ tùng thay thế, hãy giải mã số vòng bi in trên vòng ngoài (chi tiết hơn ở mục tiếp theo). Hai chữ số cuối của hầu hết các ký hiệu vòng bi hệ mét mã hóa kích thước đường kính lỗ, vì vậy một lần tra cứu nhanh xác nhận xem phép đo thực tế của bạn có đúng không. Nếu mã in nói đường kính lỗ là 30 mm và thước cặp của bạn báo 29.7 mm, có gì đó không ổn. Vòng bi có thể không đạt chuẩn, đã mòn nặng, hoặc phép đo của bạn sai; hãy điều tra trước khi đặt hàng.
Cách đọc mã vòng bi để tìm kích thước?
Hầu hết vòng bi lăn hệ mét mã hóa kích thước đường kính lỗ trực tiếp trong hai chữ số cuối của mã vòng bi, theo hệ ký hiệu ISO 15. Đây là cách nhanh nhất để nhận diện một vòng bi mà hoàn toàn không cần dụng cụ — miễn là các ký hiệu vẫn còn đọc được.
Quy tắc đối với mã đường kính lỗ (hai chữ số cuối của ký hiệu cơ bản):
| Mã đường kính lỗ | Đường kính lỗ (mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04 trở lên | mã đường kính lỗ × 5 |
Vì vậy, vòng bi có ký hiệu 6204 có đường kính lỗ 20 mm (04 × 5). Vòng bi ký hiệu 6206 có đường kính lỗ 30 mm (06 × 5). Vòng bi ký hiệu 22220 là một ổ bi tang trống có đường kính lỗ 100 mm (20 × 5).

Các ngoại lệ của mã đường kính lỗ
Quy tắc có những ngoại lệ:
- Đường kính lỗ dưới 10 mm được ghi tường minh (ví dụ: 608 = đường kính lỗ 8 mm).
- Đường kính lỗ từ 500 mm trở lên được viết đầy đủ dưới dạng hậu tố sau dấu gạch chéo (ví dụ: 6/500 = đường kính lỗ 500 mm).
- Vòng bi hệ inch (phổ biến trong ổ bi đũa côn theo hệ ký hiệu Timken) sử dụng quy ước mã hóa hoàn toàn khác dựa trên số seri cơ bản và không tuân theo quy tắc milimét ở trên.
Các chữ số khác của ký hiệu cho biết seri và loại vòng bi. Ví dụ, trong 6206:
- 6 = loại vòng bi (ổ bi cầu rãnh sâu, một dãy).
- 2 = seri kích thước (liên quan đến tỷ lệ giữa chiều rộng và đường kính ngoài theo ISO 15).
- 06 = mã đường kính lỗ → đường kính lỗ 30 mm.
Đó là lý do người mua có kinh nghiệm có thể đọc to một mã vòng bi và biết ngay liệu nó có đúng kích thước hay không, ngay cả trước khi cầm vòng bi trên tay. Để hiểu thêm về các loại vòng bi được bao phủ bởi những ký hiệu này, xem các loại vòng bi khác nhau.
Những lỗi phổ biến khi đo vòng bi
Đây là những kiểu sai mà chúng tôi gặp thường xuyên nhất khi người mua gửi cho chúng tôi số liệu để đối chiếu chéo. Mỗi lỗi đều đã khiến một khách hàng thực tế phải đặt lại hoặc lắp nhầm thông số.
Những gì chúng tôi thấy trong hộp thư đối chiếu. Trong khoảng 200 yêu cầu đo gần nhất mà đội kỹ thuật của chúng tôi xử lý vào đầu năm 2026, lỗi nhầm vát mép với mặt trụ (mục #6 bên dưới) chiếm cụm email "đo sai" lớn nhất: hàm thước cặp tựa lên vát mép ở mặt vòng ngoài, trả về đường kính ngoài lớn hơn giá trị thực 0,3 đến 0,6 mm trên các vòng bi có OD từ 50 đến 120 mm. Lỗi nhầm chiều rộng cone và chiều rộng tổng thể trên vòng bi côn (mục #2) là phổ biến thứ hai, hầu như luôn xảy ra khi thay vòng bi moay-ơ ô tô, nơi cone gốc vẫn còn trong moay-ơ và chỉ có cup được gửi đi kiểm tra.
1. Đo một vòng bi đã mòn như là kích thước danh nghĩa. Một vòng bi đã chạy nhiều năm có thể có đường kính lỗ bị mài mòn rộng thêm 50–200 μm. Luôn đối chiếu với mã vòng bi in trên vòng bi thay vì coi kích thước đã mòn là kích thước gốc.
2. Nhầm B với T trên ổ bi đũa côn. Báo chiều rộng cone B là chiều rộng vòng bi T dẫn đến việc đặt phụ tùng thay thế quá hẹp so với vỏ ổ. Luôn đo vòng bi đã lắp ráp với cup và cone cùng nhau để có T, hoặc tra T từ catalogue khi đã biết ký hiệu cơ bản.
3. Đo khi còn nóng. Một vòng bi vừa được lấy ra từ máy đang chạy ở 70 °C sẽ cho số đo lớn hơn khoảng 50 μm trên một kích thước 100 mm so với chính vòng bi đó ở nhiệt độ phòng. Hãy đợi nó nguội trước khi đo các kích thước chính xác.
4. Dùng thước cặp đã mòn hoặc chưa được hiệu chuẩn. Hãy kiểm tra điểm 0 của thước cặp với khối căn mẫu hoặc một mốc tham chiếu đã biết trước khi làm việc đòi hỏi độ chính xác. Một thước cặp lệch hiệu chuẩn có thể sai 50 μm trở lên ngay cả khi chỉ số điện tử trông có vẻ đáng tin.
5. Bỏ qua cấp dung sai. Hai vòng bi có cùng kích thước danh nghĩa có thể có các cấp dung sai rất khác nhau theo ISO 492: P0 (thường), P6, P5, P4, P2, theo thứ tự độ chính xác tăng dần. Một trục chính tốc độ cao cần P4 không thể được thay thế bằng vòng bi P0 cùng kích thước danh nghĩa. Hậu tố dung sai xuất hiện trong ký hiệu đầy đủ (ví dụ: 7008 CDGA/P4A là vòng bi cầu tiếp xúc góc cấp P4).
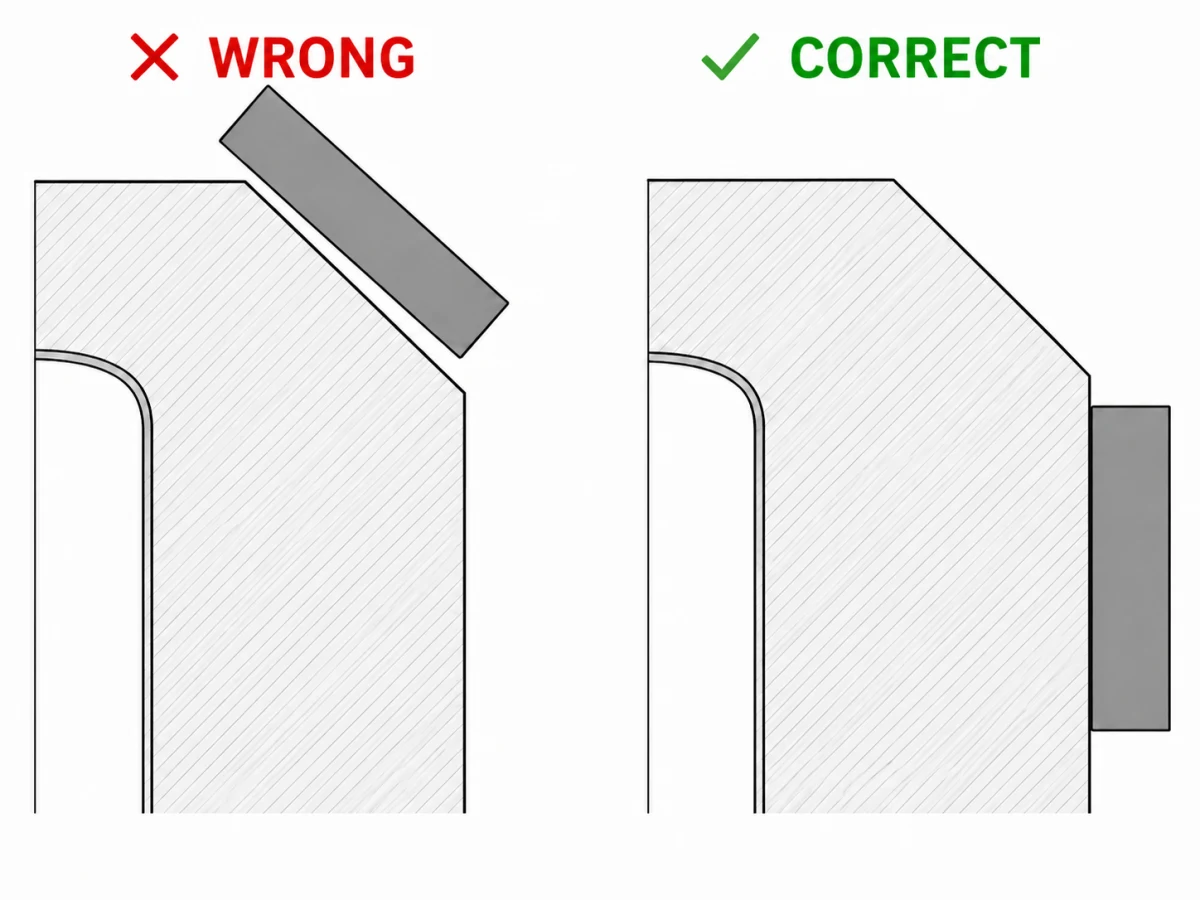
6. Đo mép vát thay vì đường kính lỗ hoặc đường kính ngoài. Các vòng của vòng bi có những mép vát nhỏ (được quy định trong ISO 582) ở mọi cạnh. Nếu hàm thước cặp tựa lên mép vát thay vì lên bề mặt trụ, số đo sẽ lớn hơn đường kính lỗ thực (mép vát loe ra ở mặt) hoặc nhỏ hơn đường kính ngoài thực (mép vát thu hẹp vòng tại mặt), thường lệch 0.1 đến 1 mm tùy kích thước vòng bi. Luôn đặt hàm tựa lên bề mặt trụ phía rãnh lăn, không phải lên cạnh đã vát.
7. Đo khe hở hướng tâm bên trong bằng thước cặp. Khe hở hướng tâm bên trong (độ tự do dịch chuyển hướng tâm của vòng trong so với vòng ngoài) được đo bằng căn lá hoặc đồng hồ đo khe hở chuyên dụng, không phải thước cặp. Các giá trị khe hở tiêu chuẩn cho các loại vòng bi khác nhau được quy định trong ISO 5753-1.
Phải làm gì khi không đọc được mã vòng bi?
Nếu ký hiệu in đã mòn, bị ăn mòn hoặc bị phủ sơn, bạn buộc phải dựa vào phép đo thực tế. Hãy lấy cả ba kích thước biên (d, D, B hoặc T), đo loại phần tử lăn nếu nhìn thấy được (bi, đũa trụ, đũa côn, đũa lồi cầu, đũa kim), đếm số dãy và ghi nhận mọi đặc điểm rõ rệt (kín, có vành chắn, rãnh phe, vòng ngoài có gờ).
Khi đội ngũ kỹ thuật của ANDE xử lý quy trình này cho khách hàng, các thông tin đầu vào đó thường thu hẹp danh sách ứng viên xuống còn vài ký hiệu, thường chỉ hai hoặc ba. Bối cảnh ứng dụng làm thu hẹp thêm: nếu vòng bi được tháo ra từ máy cán, máy giấy hoặc trục chính của tua-bin gió, gần như chắc chắn đó là ổ bi tang trống, ổ bi đũa trụ hoặc ổ bi đũa côn.
Đối với các vòng bi rất cũ hoặc không tiêu chuẩn (ký hiệu GOST kế thừa của Nga, các seri inch đã lỗi thời, các đơn vị mã hóa OEM đặc biệt), việc đối chiếu chéo qua catalogue của nhà sản xuất đôi khi là cách duy nhất để xác nhận phụ tùng. ANDE Bearing duy trì các bảng tra cứu đối chiếu chéo cho SKF, NSK, FAG, Timken và các ký hiệu thương hiệu lớn khác — nếu bạn có số đo nhưng không có mã đọc được, thường sẽ nhanh hơn nếu gửi kích thước cho một liên hệ kỹ thuật thay vì phỏng đoán.
Tổng quan các cấp dung sai vòng bi
Trong công việc thay thế, kích thước danh nghĩa chỉ là một nửa câu chuyện; cấp dung sai quyết định độ khít giữa vòng bi với trục và vỏ. Dải dung sai lỗ thu hẹp khoảng bốn lần từ P0 đến P2, và bảng cùng biểu đồ bên dưới tóm tắt các cấp ISO 492 kèm các tương đương ABEC (bảng dung sai NSK).

| Cấp ISO 492 | Cấp ABMA tương đương | Ứng dụng điển hình |
|---|---|---|
| Thường (P0) | ABEC 1 | Công nghiệp tổng quát, hộp số, động cơ điện |
| P6 | ABEC 3 | Hộp số chính xác, cơ cấu chạy dao máy công cụ |
| P5 | ABEC 5 | Trục chính máy công cụ, vòng bi thiết bị đo |
| P4 | ABEC 7 | Trục chính tốc độ cao, bơm chính xác |
| P2 | ABEC 9 | Trục chính siêu chính xác, con quay hồi chuyển |
Cấp chính xác cao hơn nghĩa là dung sai chặt hơn về đường kính lỗ, đường kính ngoài, chiều rộng, độ đảo và hình dạng rãnh lăn. Chi phí tăng đáng kể qua mỗi bậc: vòng bi trục chính P4 thường có giá gấp 3 đến 10 lần vòng bi P0 tương đương.
Câu hỏi thường gặp
H: Làm thế nào để đo vòng bi mà không cần tháo khỏi trục?
Bạn có thể đo đường kính ngoài và chiều rộng tổng thể bằng thước cặp khi vòng bi vẫn còn lắp, nhưng không thể đo trực tiếp đường kính lỗ. Cách thay thế đáng tin cậy nhất là đọc mã vòng bi in trên vòng ngoài và giải mã đường kính lỗ từ hai chữ số cuối theo ISO 15. Nếu ký hiệu không đọc được, bạn có thể cần tháo vòng bi hoặc dùng máy nội soi để đọc mọi ký hiệu trên vòng trong.
H: Làm thế nào để đo một ổ bi đũa côn?
Đo đường kính lỗ d của cone (vòng trong), đường kính ngoài D của cup (vòng ngoài) và chiều rộng tổng thể T khi cup và cone được đặt cùng nhau như khi vận hành. Các trang catalogue luôn cung cấp riêng T, B (chiều rộng cone) và C (chiều rộng cup) vì các linh kiện có thể tách rời. Kích thước cần khớp khi đặt hàng thường là T cùng với d và D.
H: Vòng bi được đo bằng đơn vị nào?
Vòng bi tiêu chuẩn ISO và DIN được đo bằng milimét. Vòng bi hệ inch — phổ biến nhất là ổ bi đũa côn theo ký hiệu Timken dùng trong các ứng dụng ô tô và thiết bị hạng nặng ở Bắc Mỹ — được đo bằng inch. Luôn xác nhận hệ đơn vị trước khi đặt hàng, đặc biệt với vòng bi nguồn từ các phương tiện hoặc thiết bị nguyên thủy được thiết kế theo hệ inch.
H: Phép đo của tôi cần chính xác đến mức nào?
Để nhận diện một vòng bi cấp P0 tiêu chuẩn cho mục đích thay thế, ±0.1 mm thường là đủ — các bậc kích thước trong catalogue ISO 15 đủ rộng để sai số 0.1 mm hiếm khi đẩy bạn nhầm sang vòng bi khác. Để kiểm tra một vòng bi trục chính chính xác hoặc kiểm tra độ lắp ghép trục và vỏ ổ, bạn cần độ chính xác cấp panme (±1 μm) và môi trường được kiểm soát nhiệt độ.
H: Tôi có thể đo khả năng tải hoặc tuổi thọ phục vụ của vòng bi không?
Không, những giá trị đó được tính toán, không đo được. Hệ số tải động và tải tĩnh (C và C₀) được suy ra từ hình học vòng bi và đặc tính vật liệu theo ISO 76 (tĩnh) và ISO 281 (động). Tuổi thọ phục vụ được tính từ công thức L₁₀: L₁₀ = (C/P)ᵖ triệu vòng quay, với p = 3 đối với ổ bi cầu và p = 10/3 đối với ổ bi đũa. Giá trị C trong catalogue là con số bạn dùng; bạn không thể xác định nó từ phép đo bằng thước cặp.
Kết luận
Đo một vòng bi là việc của năm phút khi bạn đã biết ba kích thước — đường kính lỗ, đường kính ngoài và chiều rộng — và dụng cụ nào phù hợp với công việc. Cho việc thay thế thường ngày, một thước cặp điện tử và mã vòng bi in trên vòng ngoài thường là tất cả những gì bạn cần; quy tắc mã đường kính lỗ theo ISO 15 (hai chữ số cuối × 5 cho mã từ 04 trở lên) cho phép bạn đối chiếu phép đo trong vài giây.
Cạm bẫy nằm ở công việc đòi hỏi độ chính xác, nơi độ chính xác của thước cặp không đủ và cấp dung sai âm thầm quyết định liệu vòng bi mới có vừa hay không. Bất cứ khi nào ứng dụng là trục chính tốc độ cao, cơ cấu chạy dao chính xác, hoặc bất kỳ vòng bi nào mang hậu tố cấp P trong ký hiệu, hãy chuyển sang panme, làm việc ở nhiệt độ phòng và xác minh cấp dung sai trước khi đặt hàng.
Nếu bạn đang xác định kích thước phụ tùng thay thế và muốn có thêm một cặp mắt nữa kiểm tra số đo trước khi đặt hàng, đội ngũ kỹ thuật của ANDE Bearing xử lý việc nhận diện đối chiếu chéo và xác minh kích thước hằng ngày. Bạn cứ thoải mái gửi số đo và bất kỳ ảnh chụp ký hiệu nào để chúng tôi xác nhận.
Về tác giả
Jeff Li viết về kỹ thuật và ứng dụng vòng bi cho ANDE Bearing. Kết nối trên LinkedIn.


