
Vì Sao Vật Liệu Vòng Bi Máy Cán Quyết Định Thời Gian Hoạt Động Của Thiết Bị?
Thời gian dừng máy ngoài kế hoạch trong sản xuất thép có chi phí từ 5.000 đến 50.000 USD/giờ tuỳ theo khu vực sản xuất (Oxmaint, 2026). Một máy cán không tha thứ cho vòng bi yếu. Khi máy cán dải nóng hoặc máy cán tấm vận hành hết công suất, các lực tác động lên vòng bi cổ trục cán là cực kỳ lớn: tải trọng hướng tâm tính bằng hàng trăm tấn, nhiệt độ vận hành trên 150 °C, và tải trọng va đập liên tục từ phôi đi vào.
Tóm tắt chính
- Thép 52100 tôi thấu (60-64 HRC) phù hợp cho vị trí trục cán đỡ với tải ổn định, ít va đập.
- Thép 4320H tôi bề mặt với lõi dẻo dai chặn lan truyền vết nứt, kéo dài tuổi thọ vòng bi trục cán làm việc dưới tải va đập.
- Vòng cách đồng tiện cơ (hậu tố M/MA) vượt trội hơn vòng cách thép dập trong máy cán đảo chiều có rung động lớn.
- Lựa chọn vật liệu theo vị trí máy cán, không phải theo hàng có sẵn trong catalog, là đòn bẩy lớn nhất cho tuổi thọ vòng bi.
- Dừng máy ngoài kế hoạch tốn tới 50.000 USD/giờ, biến quyết định vật liệu thành quyết định tài chính, không chỉ kỹ thuật.
Trong môi trường này, vật liệu vòng bi sai không chỉ mòn nhanh hơn. Nó hỏng thảm khốc. Đó là lý do vật liệu vòng bi máy cán là một quyết định kỹ thuật chiến lược, không phải lựa chọn từ catalog.
Vòng bi công nghiệp tiêu chuẩn xử lý tốt tải ổn định và điều kiện có thể dự đoán. Các ứng dụng cổ trục cán mang lại điều ngược lại: quá tải theo chu kỳ, gradient nhiệt, và lực va đập làm bong màng bôi trơn rồi khởi phát các vết nứt mỏi sâu trong thép.
Phản ứng kỹ thuật theo hai con đường luyện kim riêng biệt:
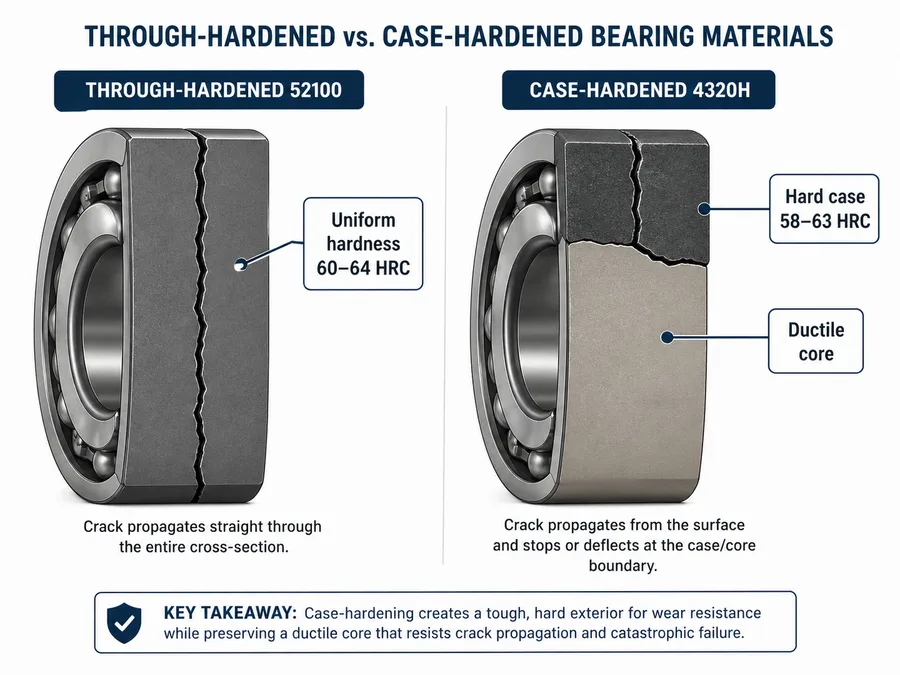
- Tôi thấu tạo độ cứng đồng đều xuyên suốt tiết diện vòng bi
- Tôi bề mặt phát triển lớp vỏ ngoài cứng trên lõi dẻo dai
Thách thức trung tâm? Cân bằng giữa độ cứng bề mặt (chống mỏi tiếp xúc) với độ dai lõi (hấp thụ va đập mà không gãy giòn). Đạt được sự cân bằng đó bắt đầu từ việc hiểu vật liệu chuẩn của ngành và biết chính xác giới hạn của nó.
Điều Gì Khiến 52100 (100Cr6) Trở Thành Thép Tiêu Chuẩn Cho Vòng Bi Máy Cán?
Thép AISI 52100 chứa 0,98-1,10% cacbon và 1,30-1,60% crôm theo tiêu chuẩn ASTM A295 và SAE J403 (Thomasnet, 2025). Thành phần này khiến nó trở thành thép vòng bi được sử dụng rộng rãi nhất toàn cầu, và là hợp kim được dùng làm chuẩn để so sánh với mọi giải pháp thay thế.
Thành Phần Của 52100 Quyết Định Độ Bền Mỏi Như Thế Nào?
Hàm lượng cacbon cao là yếu tố then chốt. Trong quá trình xử lý nhiệt, cacbon kết hợp với crôm để tạo thành các hạt cacbua mịn phân bố khắp nền thép, tạo ra độ cứng 60-64 HRC trên toàn bộ tiết diện. Tôi thấu mang lại cho 52100 cấu trúc cứng đồng đều, đủ sức chống lại mỏi tiếp xúc lăn, chế độ hỏng chiếm ưu thế trong các ứng dụng vòng bi đũa trụ và trục cán đỡ.
Độ dai phá hủy của 52100 nằm trong khoảng 15,4 đến 18,7 MPa·m^(1/2) (Thomasnet, 2025). Mức này đủ cho tải nén liên tục nhưng hạn chế dưới va đập đột ngột.
Thép 52100 Tôi Thấu Vượt Trội Ở Đâu?
Đối với vòng bi đũa trụ đỡ trục cán làm việc, và vòng bi tựa trong máy cán cụm, 52100 mang lại hiệu suất ổn định dưới tải hướng tâm cao và đều. Đặc tính mỏi có thể dự đoán cùng độ ổn định kích thước tuyệt vời khiến nó trở thành lựa chọn đáng tin cậy khi tải liên tục và phân bố đều.
Hạn Chế Quan Trọng Của Thép Tôi Thấu Là Gì?
Tuy nhiên, tôi thấu có một nhược điểm đáng kể. Vi cấu trúc cứng đồng đều có khả năng hấp thụ năng lượng va đập đột ngột rất hạn chế. Dưới tải va đập (thường gặp tại điểm phôi vào của máy cán phôi hoặc trong sự cố cobble) thép tôi thấu có thể gãy thảm khốc thay vì biến dạng và hấp thụ năng lượng.
Khi Nào Cần Chỉ Định 52100 'Siêu Sạch'?
Khi tuổi thọ mỏi cần tối đa hoá, việc chỉ định 52100 khử khí chân không hoặc siêu sạch giúp giảm các tạp chất phi kim loại đóng vai trò là điểm khởi phát vết nứt. Nghiên cứu của SKF về độ sạch của thép vòng bi cho thấy kiểm soát tạp chất là yếu tố quan trọng nhất quyết định độ bền mỏi (SKF Evolution, 2012). Trong thực tế, nâng cấp này có thể kéo dài đáng kể tuổi thọ L10 của vòng bi trong các ứng dụng máy cán tinh đòi hỏi cao.
Hạn chế về độ giòn này chính là lý do tại sao một số vị trí cán chịu va đập nặng đòi hỏi phương pháp luyện kim hoàn toàn khác, được xây dựng quanh các mác thép tôi bề mặt thiết kế để hấp thụ va đập mà không vỡ.
Thép Tôi Bề Mặt (4320H) So Với 52100 Dưới Tải Va Đập Như Thế Nào?
Thép vòng bi tôi bề mặt cho giá trị độ dai phá hủy cao gấp hai đến ba lần thép 52100 tôi thấu, theo nghiên cứu về mỏi tiếp xúc lăn của thép thấm cacbon (Chalmers University / SKF, 2012). Sự khác biệt này giữ cho vòng bi trục cán làm việc nguyên vẹn trong các sự cố cobble vốn có thể làm vỡ vụn vòng tôi thấu.
Thấm Cacbon Tạo Ra Cấu Trúc Hai Vùng Như Thế Nào?
Thấm cacbon (nền tảng của các mác thép vòng bi đũa công nghiệp tôi bề mặt) là quá trình xử lý nhiệt khuếch tán cacbon vào bề mặt ngoài của thép cacbon thấp. Kết quả là vòng bi có hai vùng riêng biệt phối hợp với nhau: lớp vỏ ngoài cứng, chống mài mòn (thường 58-63 HRC) và lõi mềm hơn, dẻo dai bên dưới.
Lõi đó thay đổi mọi thứ dưới tải va đập. Lõi dẻo hấp thụ và phân phối lại năng lượng va đập thay vì cho phép vết nứt lan thẳng qua vòng chạy. Thép tôi thấu như 52100 đồng đều xuyên suốt, nghĩa là vết nứt bề mặt khởi phát có thể di chuyển trực tiếp đến lỗ trong hoặc đường kính ngoài, gây vỡ vụn thảm khốc. Thép tôi bề mặt thực sự chặn vết nứt đó tại ranh giới giữa lớp vỏ cứng và lõi dai.
Trong các ứng dụng chịu tải va đập nặng và lệch tâm, các chi tiết thép tôi bề mặt có thể kéo dài tuổi thọ đáng kể so với các tương đương tôi thấu. Sự cải thiện này nhờ độ dai phá hủy vượt trội của vật liệu và khả năng chống lan truyền vết nứt từ các khuyết tật bề mặt như bong tróc.
Mác Thép Nào Chiếm Ưu Thế Trong Ứng Dụng Vòng Bi Tôi Bề Mặt?
Hai mác thép thống trị lĩnh vực này:
- SAE 4320H là hợp kim niken-crôm-molypden, thấm cacbon ổn định và tạo ra độ dai lõi tuyệt vời. Phổ biến trong các đặc tả kỹ thuật của máy cán Bắc Mỹ.
- 17CrNiMo7-6 là tương đương tiêu chuẩn châu Âu, được sử dụng rộng rãi trong hộp số hạng nặng và vòng bi lỗ lớn. Hàm lượng hợp kim cao hơn một chút giúp cải thiện khả năng tôi trong các tiết diện dày.
Cả hai mác đều được thiết kế đặc biệt cho các ứng dụng mà khả năng chống va đập quan trọng hơn tuổi thọ mỏi bề mặt tối đa.
Vì Sao Vòng Bi Đũa Côn Bốn Dãy Đòi Hỏi Tôi Bề Mặt?
Vòng bi đũa côn bốn dãy ở vị trí trục cán làm việc và trục cán đỡ chịu tổ hợp tải khắc nghiệt nhất trong bất kỳ giá cán nào: lực hướng tâm, lực dọc trục, và sự cố va đập, tất cả đồng thời. Sổ tay kỹ thuật ngành kim loại của Timken yêu cầu vòng chạy tôi bề mặt cho các vị trí này vì các biến thể tôi thấu không thể đảm bảo sống sót dưới các chu kỳ va đập lặp lại (Timken Engineering Manual, 2016).
Tuy nhiên, lựa chọn mác thép chỉ là một phần của câu chuyện. Quan trọng không kém là vật liệu giữ con lăn ở vị trí dưới cùng những điều kiện khốc liệt đó, đưa vật liệu vòng cách vào tâm điểm.
Vật Liệu Vòng Cách Đóng Vai Trò Gì Trong Hiệu Suất Vòng Bi Đũa Côn Bốn Dãy?
Trong khi các phần trước tập trung vào thép vòng và con lăn, vòng cách là nơi nhiều vòng bi máy cán âm thầm hỏng trước tiên. Hiểu thép nào được dùng cho vòng bi máy cán mới chỉ là một phần bức tranh. Vật liệu vòng cách quyết định vòng bi đó tồn tại bao lâu trong điều kiện vận hành thực tế.
Vì Sao Vòng Cách Thép Không Đáp Ứng Trong Môi Trường Máy Cán?
Vòng cách thép dập hoặc ép có chi phí hợp lý, nhưng chúng gặp khó khăn trong môi trường máy cán có rung động cao. Các chu kỳ tăng tốc và giảm tốc nhanh (thường gặp khi thay cuộn, chuyển tốc độ, và thao tác luồn dải) tạo ra lực va đập mà vòng cách thép hấp thụ kém. Kết quả là nứt mỏi, lệch con lăn, và mài mòn nhanh tại các túi vòng cách.
Vòng Cách Đồng Tiện Cơ (Hậu Tố M/MA) Mang Lại Lợi Thế Gì?
Vòng cách đồng tiện cơ, được nhận biết bằng hậu tố M hoặc MA trên vòng bi, là giải pháp ưu tiên cho các ứng dụng máy cán đòi hỏi cao. Đồng mang lại hai lợi thế chính:
- Tự bôi trơn: Đồng có hệ số ma sát tự nhiên thấp với thép, giảm sinh nhiệt tại bề mặt tiếp xúc con lăn-vòng cách ngay cả khi màng bôi trơn tạm thời mỏng đi.
- Giảm chấn rung động: Đồng hấp thụ năng lượng dưới tải va đập, đệm cho con lăn trong các đảo chiều tải đột ngột vốn có thể làm gãy vòng cách thép.

Trong thực tế, vòng bi đũa côn bốn dãy có vòng cách đồng vượt trội đáng kể so với các tương đương vòng cách thép trong các giá cán đảo chiều. Chúng tôi đã quan sát điều này một cách nhất quán tại các nhà máy cán tấm và cán dải nóng của khách hàng.
Còn Giải Pháp Cho Máy Cán Nguội Tốc Độ Cao Thì Sao?
Đối với máy cán nguội tốc độ cao, nơi nhiệt độ và tốc độ vận hành vượt quá giới hạn thực tế của đồng, vòng cách polyamide (PA66) hoặc polymer gia cường sợi mang lại hiệu suất vượt trội. Các vật liệu này nhẹ hơn, sinh ít ma sát hơn, và chịu được điều kiện vòng quay cao thường gặp trong máy cán nguội liên tục.
Lựa chọn vòng cách phù hợp phụ thuộc nhiều vào vị trí máy cán và loại tải. Điều này dẫn đến hướng dẫn lựa chọn theo từng vị trí dưới đây.
Thép Nào Được Dùng Cho Vòng Bi Máy Cán? Hướng Dẫn Lựa Chọn Theo Vị Trí
Không phải vị trí nào trong máy cán cũng đặt ra cùng yêu cầu cho vòng bi. Trục cán đỡ, trục cán làm việc, vị trí chịu lực dọc trục, và máy cán Sendzimir mỗi loại tạo ra một đặc tính tải riêng biệt. Kết hợp đúng vật liệu cho từng vị trí là nơi kiến thức lý thuyết gặp phán đoán kỹ thuật thực tiễn.
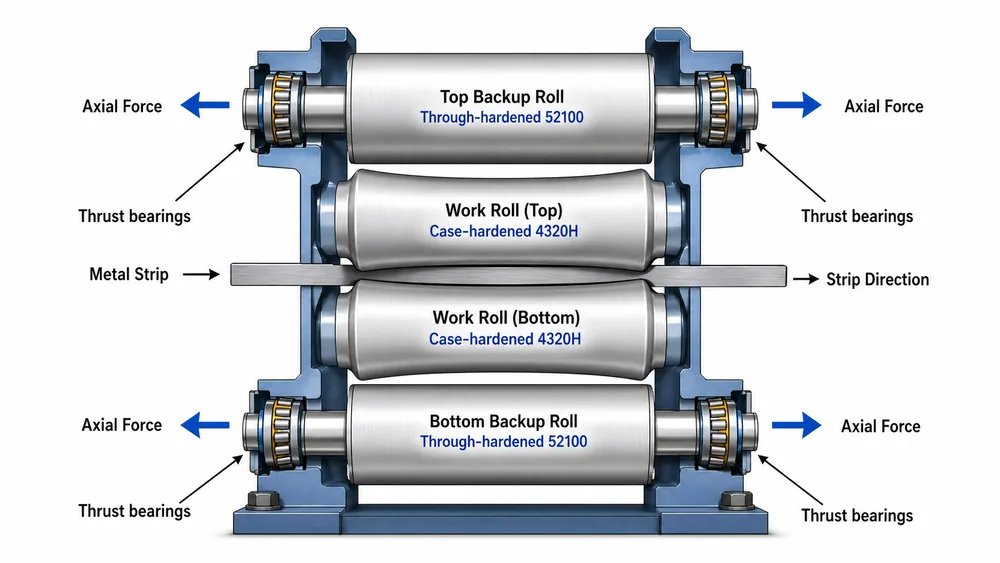
Vòng Bi Trục Cán Đỡ: Vì Sao Dùng Đũa Trụ Tôi Thấu?
Trục cán đỡ chịu tải hướng tâm rất lớn, liên tục trong điều kiện tương đối ổn định. Thép 52100 tôi thấu là lựa chọn tiêu chuẩn ở đây vì tải có thể dự đoán, phân bố trên diện tích tiếp xúc lớn, và hiếm khi có xung va đập đột ngột. Độ cứng đồng đều xuyên suốt tiết diện cung cấp cường độ nén cần thiết để chống mỏi dưới bề mặt qua hàng triệu chu kỳ tải. Đây chính xác là chế độ hỏng chiếm ưu thế trong các ứng dụng cán tải cao, trạng thái ổn định.
Vòng Bi Trục Cán Làm Việc: Vì Sao Dùng Đũa Côn Bốn Dãy Tôi Bề Mặt?
Trục cán làm việc là câu chuyện hoàn toàn khác. Các vòng bi này hấp thụ cả lực hướng tâm và dọc trục trong khi chịu va đập lúc thay dải và đảo chiều tải đột ngột. Vật liệu vòng bi đũa côn bốn dãy tại vị trí này phải hấp thụ va đập mà không gãy, đó là lý do thép 4320H tôi bề mặt luôn vượt trội hơn các giải pháp tôi thấu ở đây. Lõi dẻo dai hấp thụ năng lượng va đập trong khi lớp vỏ tôi cứng chống mỏi bề mặt và mài mòn từ môi trường bôi trơn nhiễm bẩn.
Vòng Bi Chặn: Quản Lý Tải Dọc Trục Trong Giá Cán Như Thế Nào?
Vòng bi chặn trong giá cán liên tục phải xử lý lực dọc trục sinh ra từ sức căng dải và mất cân bằng lực cán. Vòng bi cầu tiếp xúc góc và vòng bi chặn đũa cầu làm từ thép 52100 là phổ biến, mặc dù lựa chọn phụ thuộc nhiều vào việc tải dọc trục là một chiều hay đảo chiều. Tải đảo chiều thường đòi hỏi vật liệu có chỉ số độ dai cao hơn.
Vòng Bi Máy Cán Sendzimir (Z-Mill): Vì Sao Tôi Thấu Chính Xác Là Bắt Buộc?
Máy cán Sendzimir sử dụng trục cán làm việc đường kính nhỏ được hỗ trợ bởi cấu hình cụm, đòi hỏi độ ổn định kích thước đặc biệt dưới ứng suất tiếp xúc cao. Thép vòng bi tôi thấu, mài đến dung sai cực kỳ chặt, là yêu cầu bắt buộc ở đây. Bất kỳ sự không đồng nhất nào về vật liệu đều chuyển trực tiếp thành biến thiên độ dày dải, khiến tính đồng nhất luyện kim quan trọng như chính độ cứng.
Lựa Chọn Vật Liệu Theo Vị Trí Máy Cán: Tham Khảo Nhanh
| Vị Trí Máy Cán | Loại Vòng Bi | Vật Liệu Khuyến Nghị | Lý Do Chính |
|---|---|---|---|
| Trục cán đỡ | Đũa trụ bốn dãy | 52100 tôi thấu | Tải hướng tâm cao ổn định, không va đập |
| Trục cán làm việc | Đũa côn bốn dãy | 4320H / 17CrNiMo7-6 tôi bề mặt | Tải va đập, kết hợp hướng tâm + dọc trục |
| Vị trí chặn | Bi tiếp xúc góc / đũa côn chặn | 52100 tôi thấu | Chỉ dọc trục, tải có thể dự đoán |
| Máy cán Sendzimir | Vòng bi tựa | 52100 tôi thấu (siêu sạch) | Yêu cầu độ chính xác kích thước cực cao |
Mỗi vị trí cho bạn biết điều quan trọng về những gì thép vòng bi cần làm trước tiên. Khi thép thông thường chạm giới hạn, các vật liệu thay thế mở ra những khả năng mới đáng tìm hiểu.
ANDE Bearing sản xuất vòng bi đũa côn bốn dãy, vòng bi đũa trụ bốn dãy, và vòng bi tựa cho từng vị trí máy cán này, với tài liệu truy xuất nguồn gốc vật liệu đầy đủ bao gồm xác minh độ cứng, hồ sơ lô nhiệt luyện, và báo cáo kiểm tra kích thước.
Khi Nào Nên Cân Nhắc Vật Liệu Vòng Bi Thay Thế?
Các loại thép vòng bi tiêu chuẩn như 52100 và các mác tôi bề mặt xử lý phần lớn yêu cầu của máy cán. Nhưng một số môi trường vượt quá khả năng mà luyện kim cacbon-crôm có thể đảm bảo. Khi ứng dụng đòi hỏi khả năng chống ăn mòn, tính trung hoà từ tính, hoặc giảm ma sát triệt để, các vật liệu thay thế bước vào cuộc thảo luận.
Thép Không Gỉ Austenitic Hoạt Động Thế Nào Trong Môi Trường Làm Mát Ăn Mòn?
Tại các vị trí máy cán nơi chất làm mát gốc nước và chất ức chế cáu cặn hoá học tạo ra điều kiện ăn mòn mạnh, thép không gỉ austenitic AISI 316 là giải pháp thay thế đáng cân nhắc. Hàm lượng molypden cao (2-3%) cung cấp khả năng chống rỗ clorua đáng kể, một chế độ hỏng làm suy yếu nhanh thép vòng bi tiêu chuẩn trong môi trường máy cán ướt. Tuy nhiên, sự đánh đổi là thực tế: 316 có độ cứng thấp hơn 52100, khiến nó không phù hợp khi ứng suất tiếp xúc là mối quan tâm chính. Nó hoạt động tốt nhất ở các vị trí tải nhẹ, ăn mòn cao.
Vòng Bi Lai Gốm Mang Lại Lợi Thế Gì?
Con lăn gốm nitride silicon (Si3N4) kết hợp với vòng thép đại diện cho bước phát triển vật liệu thay thế quan trọng nhất trong thiết kế vòng bi chính xác. Mật độ của gốm thấp hơn khoảng 60% so với thép vòng bi, giúp giảm tải ly tâm ở tốc độ cao (ScienceDirect, 2001). Tính không dẫn điện ngăn ngừa hư hỏng rãnh do dòng điện, một mối lo ngại thực sự trong môi trường máy cán có hoạt động điện. Trong thực tế, vòng bi lai gốm cũng chạy mát hơn, kéo dài tuổi thọ chất bôi trơn trong các chu kỳ đòi hỏi cao.
Lớp Phủ Bảo Vệ Có Phải Là Giải Pháp Thay Thế Thực Tế?
Đối với các nhà máy chưa sẵn sàng cam kết với gốm hoặc thép không gỉ, lớp phủ oxit đen và phốt-phát áp dụng lên vòng bi thép tiêu chuẩn bổ sung khả năng chống ăn mòn và mài mòn nhẹ đáng kể với chi phí tương đối thấp. Các lớp phủ này cải thiện khả năng giữ chất bôi trơn trong giai đoạn chạy rà ban đầu, giảm mỏi bề mặt giai đoạn đầu. Đây là bước thực dụng đầu tiên trước khi chỉ định vật liệu cao cấp.
Khi Nào Cần Thép Không Từ Tính?
Khi nhiễu điện từ hoặc tích tụ hạt từ tính gây rủi ro vận hành (một số ứng dụng cán đặc biệt), thép vòng bi không từ tính loại bỏ hoàn toàn lực hút sắt từ, bảo vệ cả tính toàn vẹn của vòng bi và chất lượng sản phẩm.
Lựa chọn vật liệu phù hợp không đơn thuần là quyết định luyện kim. Đó là quyết định hệ thống cân nhắc đặc tính tải, môi trường, tốc độ, và tổng chi phí sở hữu cùng nhau. Hãy ghép khả năng vật liệu với điều kiện vận hành thực tế, xem xét lại các điều kiện đó khi máy cán thay đổi, và coi việc lựa chọn vật liệu vòng bi là một kỷ luật kỹ thuật liên tục thay vì lựa chọn đặc tả một lần.
Những Điểm Chính
- Mặc định dùng 52100 cho các vị trí tải ổn định. Trục cán đỡ và máy cán Sendzimir hoạt động tốt nhất với thép crôm cacbon cao tôi thấu (60-64 HRC theo ASTM A295) khi tải có thể dự đoán và va đập tối thiểu.
- Chuyển sang 4320H hoặc 17CrNiMo7-6 tôi bề mặt cho trục cán làm việc. Bất kỳ vị trí nào có tải va đập, lực kết hợp hướng tâm/dọc trục, hoặc nguy cơ cobble đều cần cấu trúc vỏ cứng/lõi dẻo mà chỉ thép thấm cacbon mới cung cấp được.
- Vật liệu vòng cách quan trọng không kém vật liệu vòng. Chỉ định đồng tiện cơ (hậu tố M/MA) cho máy cán đảo chiều và giá cán có rung động cao; dùng vòng cách polyamide cho máy cán nguội tốc độ cao.
- Khi ăn mòn là mối đe doạ chính, đừng thiết kế quá mức. Cân nhắc thép không gỉ AISI 316 hoặc lớp phủ bảo vệ cho môi trường ướt trước khi nâng cấp toàn bộ vòng bi lên vật liệu đặc biệt.
- Ghép vật liệu theo vị trí máy cán, không theo hàng có sẵn trong catalog. Sử dụng hướng dẫn lựa chọn ở trên để căn chỉnh mác thép vòng bi, loại vòng cách, và lớp phủ với đặc tính tải thực tế tại mỗi vị trí trục.
Câu Hỏi Thường Gặp
H: Vật liệu vòng bi nào tốt nhất cho trục cán làm việc của máy cán?
Thép SAE 4320H hoặc 17CrNiMo7-6 tôi bề mặt là vật liệu được khuyến nghị cho vòng bi trục cán làm việc. Các mác thép thấm cacbon này tạo ra lớp vỏ ngoài cứng (58-63 HRC) phủ trên lõi dẻo dai, mang lại độ dai phá huỷ đủ để sống sót qua các tải va đập từ sự cố cobble và đứt dải vốn có thể làm vỡ các giải pháp tôi thấu như 52100.
H: Vì sao thép 52100 được dùng cho hầu hết vòng bi công nghiệp?
Thép AISI 52100 (100Cr6) chứa 0,98-1,10% cacbon và 1,30-1,60% crôm theo ASTM A295, đạt độ cứng tôi thấu 60-64 HRC sau xử lý nhiệt (Thomasnet, 2025). Thành phần này tạo ra các hạt cacbua phân bố đồng đều giúp chống mỏi tiếp xúc lăn, làm cho nó lý tưởng cho các ứng dụng vòng bi tải ổn định như trục cán đỡ và vòng bi tựa của máy cán cụm.
H: Sự khác biệt giữa thép vòng bi tôi thấu và tôi bề mặt là gì?
Thép tôi thấu (như 52100) có độ cứng đồng đều trên toàn bộ tiết diện, mang lại khả năng chống mỏi xuất sắc dưới tải ổn định. Thép tôi bề mặt (như 4320H) có lớp ngoài cứng phủ trên lõi mềm hơn, dai hơn. Khác biệt then chốt: thép tôi bề mặt chặn vết nứt tại ranh giới vỏ-lõi, trong khi thép tôi thấu cho phép vết nứt lan qua toàn bộ tiết diện.
H: Chi phí dừng máy ngoài kế hoạch của máy cán là bao nhiêu?
Thời gian dừng máy ngoài kế hoạch trong sản xuất thép có chi phí từ 5.000 đến 50.000 USD/giờ tuỳ khu vực sản xuất, tính cả tổn thất sản xuất trực tiếp, lãng phí năng lượng lò chạy không tải, tổn thất chất lượng từ vật liệu sai đặc tả, và tiền phạt giao hàng cho khách hàng (Oxmaint, Truy xuất ngày 2026-05-27).
H: Nên dùng vòng cách đồng hay thép cho vòng bi máy cán?
Vòng cách đồng tiện cơ (hậu tố M hoặc MA) được ưu tiên cho các ứng dụng máy cán có rung động và tải va đập lớn. Đồng cung cấp khả năng tự bôi trơn tại bề mặt tiếp xúc con lăn-vòng cách và hấp thụ năng lượng va đập trong các đảo chiều tải. Vòng cách thép chỉ chấp nhận được ở các vị trí tải ổn định, ít rung động. Đối với máy cán nguội tốc độ cao, vòng cách polyamide (PA66) là lựa chọn tốt hơn.
Cần trợ giúp lựa chọn vật liệu vòng bi phù hợp cho cấu hình máy cán cụ thể của bạn? Đội ngũ kỹ thuật ANDE Bearing cung cấp tư vấn kỹ thuật miễn phí cho việc lựa chọn vòng bi máy cán, xác minh mác vật liệu, và tối ưu hoá ứng dụng. Liên hệ với chúng tôi để nhận báo giá trong vòng 24 giờ.


