
Một lần thay trục cán ngoài kế hoạch tại máy cán dải nóng có thể tiêu tốn từ 50.000 đến 150.000 USD do mất sản lượng, dựa trên các tiêu chuẩn bảo trì ngành. Khi tính cả sửa chữa khẩn cấp, vật liệu bị loại bỏ và sự gián đoạn lập lịch hạ nguồn, tổng chi phí dừng máy có thể lên tới hàng trăm nghìn đô la mỗi giờ. Điều đó khiến phân tích hỏng ổ bi đũa côn bốn dãy không còn là một bài tập kỹ thuật, mà trở thành một ưu tiên tài chính.
Ổ bi đũa côn bốn dãy là tiêu chuẩn cho các ứng dụng cổ trục cán tại giá cán thô và giá cán trung gian. Chúng được thiết kế để chịu tải hướng tâm và dọc trục kết hợp sinh ra khi phôi thép được cán thành dải ở nhiệt độ cực cao. Khi vận hành đúng thiết kế, sản xuất diễn ra liên tục. Khi chúng hỏng, hậu quả lan tỏa khắp toàn bộ lịch trình của nhà máy.
Đối với người vận hành máy cán, một lần thay trục cán ngoài kế hoạch tạo ra mất sản lượng tức thời, gián đoạn bảo trì và áp lực lập lịch. Các lịch bảo trì phòng ngừa tiêu chuẩn được thiết kế quanh điều kiện vận hành bình thường. Chúng thường xuyên đánh giá thấp sự khắc nghiệt mà những vòng bi này phải chịu qua các chu kỳ nhiệt cực đoan. Giãn nở nhiệt, làm nguội nhanh và nước chứa đầy vảy cán mài mòn đều có thể làm tổn hại ngay cả những cụm lắp được bảo dưỡng tốt.
Điều then chốt cần hiểu là: hỏng vòng bi trong các ứng dụng cổ trục cán máy cán dải nóng hiếm khi là một sự kiện đơn điểm. Đó là một sự cố hệ thống bắt nguồn từ suy giảm phớt làm kín, lệch trục tiến triển và sự tổn hại của bôi trơn. Hư hỏng phát triển từ rất lâu trước khi bất kỳ triệu chứng nào xuất hiện trên thiết bị giám sát rung hoặc xu hướng nhiệt độ.
Tóm tắt chính
- Dữ liệu ngành từ các nhà sản xuất vòng bi lớn quy cho 36-54% các vụ hỏng vòng bi công nghiệp nặng chỉ do vấn đề bôi trơn (SKF Phân tích hư hỏng và hỏng vòng bi, truy xuất ngày 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023).
- Lệch trục tập trung tải lên một hoặc hai dãy của ổ bi bốn dãy, làm tăng áp lực tiếp xúc theo cấp số nhân và đẩy nhanh mỏi tiếp xúc lăn.
- Nước xâm nhập qua phớt bị suy giảm gây ra tróc rỗ tuyến tính đặc trưng, đặc biệt ở giá cán tinh có nước làm mát mạnh.
- Phân loại hư hỏng theo ISO 15243:2017 biến những lần tháo dỡ phản ứng thành các cuộc điều tra nguyên nhân gốc có cấu trúc.
- Tính toàn vẹn của phớt, kiểm tra căn chỉnh và lựa chọn chất bôi trơn bù nhiệt là ba biện pháp phòng ngừa hiệu quả nhất.
Các dạng hỏng phổ biến nhất ở ổ bi đũa côn bốn dãy là gì?
Dữ liệu ngành từ SKF và Schaeffler quy cho 36-54% các vụ hỏng vòng bi trong các ứng dụng công nghiệp nặng chỉ do vấn đề bôi trơn (SKF Phân tích hư hỏng và hỏng vòng bi, truy xuất ngày 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). Mỏi tiếp xúc lăn, lệch trục, nước xâm nhập và ô nhiễm chiếm phần lớn các trường hợp còn lại. Năm dạng hỏng dưới đây bao quát các mô hình mà chúng tôi thường xuyên quan sát thấy ở các vòng bi cổ trục cán được trả về.
1. Mỏi tiếp xúc lăn và tróc rỗ
Khi các kỹ sư điều tra hỏng ổ bi đũa côn bốn dãy tại máy cán dải nóng, mỏi tiếp xúc lăn (RCF) là một trong những dạng hư hỏng phổ biến nhất quan sát được ở các vòng bi cổ trục cán chịu tải nặng.
Mỏi tiếp xúc lăn có nghĩa là gì trong thực tế? RCF xảy ra khi các chu kỳ ứng suất lặp lại giữa con lăn và đường lăn vượt quá giới hạn mỏi của vật liệu. Mỗi vòng quay đưa vào một xung vi ứng suất. Dưới tải hướng tâm và dọc trục nặng, các vết nứt vi mô dưới bề mặt hình thành qua hàng triệu chu kỳ. Chúng thường vô hình cho đến khi hư hỏng đã tiến triển. Trong cấu hình bốn dãy, hư hỏng này không phát triển đồng đều trên tất cả các dãy. Sự bất đối xứng đó chính là điều khiến việc phát hiện sớm trở nên khó khăn.
Quá trình tiến triển theo một con đường có thể đoán được. Các vết nứt vi mô lan rộng dưới tải tuần hoàn, cuối cùng liên kết với nhau và phá vỡ bề mặt. Kết quả là tróc rỗ: các mảnh vật liệu đường lăn bong ra làm ô nhiễm chất bôi trơn và đẩy nhanh hư hỏng tiếp theo trong một vòng phản hồi mang tính phá hủy.
Các phân tích hỏng ngành, bao gồm phân loại hư hỏng vòng bi của SKF, liên tục liệt kê RCF là dạng hư hỏng chủ đạo đối với các vòng bi cổ trục cán và trục pinch chịu tải nặng trong máy cán dải nóng (SKF Phân tích hư hỏng và hỏng vòng bi, truy xuất ngày 2026-05).
2. Lệch trục và phân bố tải không đều giữa các dãy
Lệch trục là chất xúc tác biến mỏi bình thường thành hỏng sớm. Khi một trục cán làm việc không được căn chỉnh đúng, tải sẽ dịch chuyển không cân xứng lên một hoặc hai dãy của vòng bi. Nguyên nhân có thể là giãn nở nhiệt, chock bị mòn hoặc lắp đặt không đúng cách. Những gì lẽ ra phải được chia đều trên bốn dãy lại bị tập trung vào một phần nhỏ của diện tích tiếp xúc khả dụng.
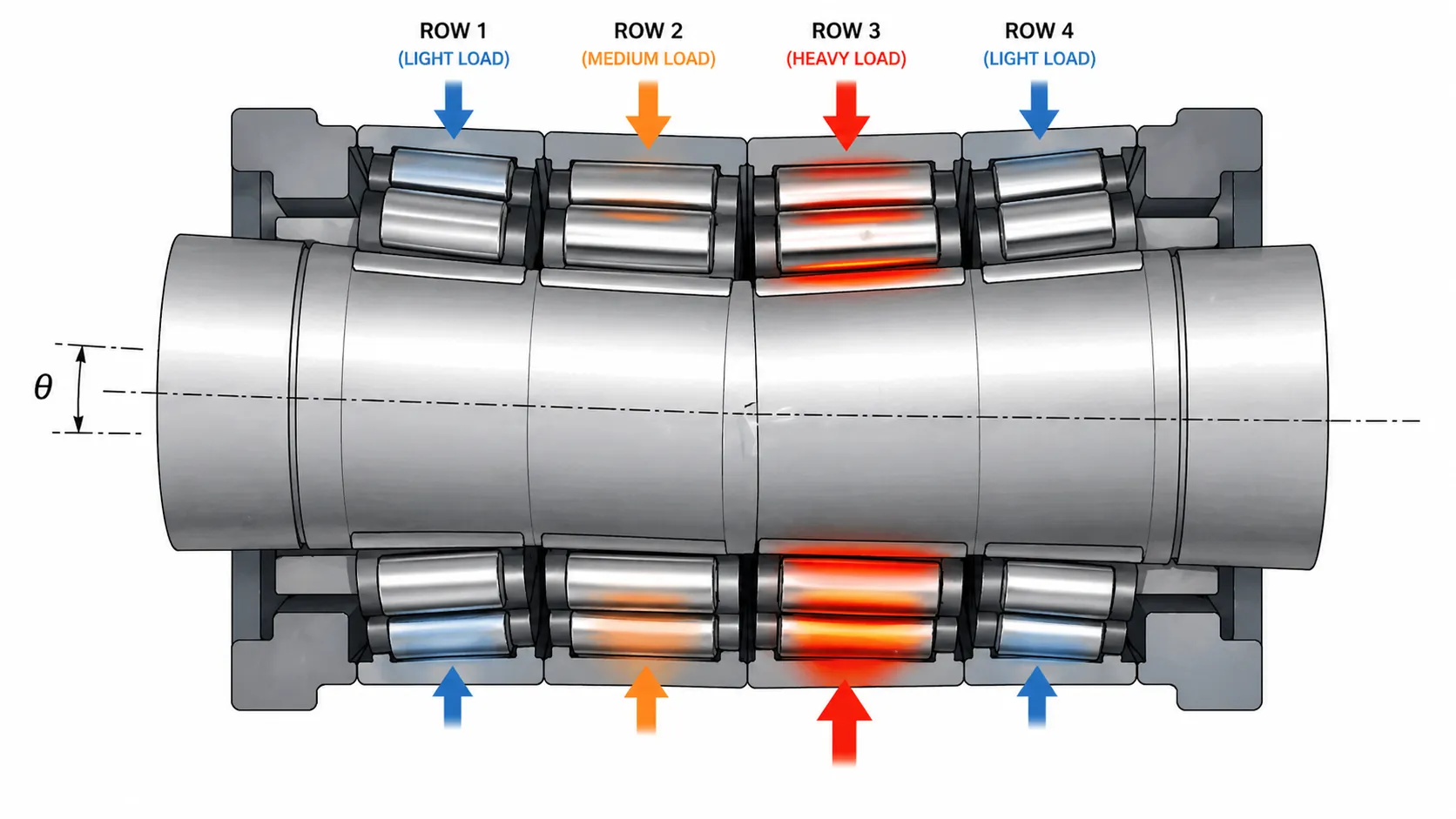
Phân bố tải không đều không chỉ làm tăng ứng suất lên các con lăn bị ảnh hưởng. Nó có thể nhân áp lực tiếp xúc lên một hệ số làm giảm đáng kể tuổi thọ phục vụ của vòng bi. Từ góc nhìn của nhà sản xuất vòng bi, các bức ảnh hỏng hữu ích nhất cho thấy dấu vết tải trên cả bốn dãy, không chỉ các vùng bị tróc rỗ. Những dấu vết không đều đó tiết lộ nguyên nhân gốc thực sự: chất lượng vòng bi, lỗi lắp đặt, mòn chock hay lệch trục vận hành.
Vòng bi trục pinch đối mặt với một sự kết hợp khắc nghiệt độc đáo: lực căng dải cao, tải va đập khi dải đi vào kẹp, và đảo chiều tải nhanh. Những lực động này chính là điều kiện đẩy nhanh chu kỳ RCF.
3. Nước xâm nhập và rỗ ăn mòn
Trong tất cả các cơ chế hỏng đe dọa ổ bi đũa côn bốn dãy tại máy cán dải nóng, nước xâm nhập có lẽ là cơ chế gây nhầm lẫn nhất. Nó không tự thông báo bằng tiếng ồn hay rung động. Nó hoạt động âm thầm, làm suy giảm bề mặt vòng bi qua hàng ngày hoặc hàng tuần trước khi hư hỏng trở nên có thể nhìn thấy.
Giá cán tinh đặc biệt dễ bị tổn thương. Nước làm mát áp suất cao được phun trực tiếp lên trục cán làm việc để kiểm soát nhiệt độ dải và duy trì dung sai kích thước. Môi trường phun mạnh đó tạo áp lực lớn lên phớt cổ trục cán. Khi phớt bị mòn, nứt hoặc lắp không đúng vị trí, nước sẽ tìm đường vào vỏ vòng bi.
Làm thế nào hơi ẩm trở thành hư hỏng kim loại? Khi nước đã xâm nhập vào cụm vòng bi, hai quá trình phá hoại bắt đầu gần như đồng thời:
- Etching, một dạng rỗ ăn mòn do hình thành rỉ trên bề mặt đường lăn và con lăn. Những gì bắt đầu là quá trình oxy hóa bề mặt ở mức vi mô tiến triển thành rỗ có thể nhìn thấy, làm tổn hại hình học tiếp xúc trơn nhẵn mà vòng bi phụ thuộc vào.
- Phân hủy màng dầu bôi trơn: ô nhiễm nước làm giảm độ nhớt và khả năng chịu tải của màng mỡ hoặc dầu ngăn cách các phần tử lăn với đường lăn. Phân tích của Noria về ô nhiễm nước trong dầu báo cáo rằng chỉ cần 1% nước trong chất bôi trơn cũng có thể làm giảm tới 90% tuổi thọ phục vụ của ổ trượt, và nước phá hủy độ bền của màng dầu trên các vòng bi lăn từ rất lâu trước khi đạt ngưỡng đó (Noria — Water In Oil Contamination, truy xuất ngày 2026-05).
Con đường dẫn đến tróc rỗ tuyến tính. Rỗ và etching tạo ra các điểm tập trung ứng suất dọc theo đường lăn. Dưới các chu kỳ tải lặp lại của hoạt động máy cán bình thường, những điểm đó lan rộng thành các mô hình tróc rỗ tuyến tính đặc trưng. Các mô hình này thường bị nhận diện nhầm là hư hỏng do mỏi thay vì nguyên nhân gốc thực sự: ô nhiễm nước. Theo phân tích ngành vòng bi, nước xâm nhập qua các phớt bị hỏng là yếu tố hàng đầu góp phần làm giảm tuổi thọ phục vụ trong các cụm ổ bi đũa côn bốn dãy giá cán tinh.
Để ngăn chặn các vụ hỏng ổ bi đũa côn bốn dãy lặp lại trong nhà máy thép, việc giám sát tình trạng phớt phải được coi trọng với cùng mức độ cấp bách như chính việc kiểm tra vòng bi. Một phớt bị hỏng là một vụ hỏng vòng bi đang diễn ra.
4. Phân hủy bôi trơn và hư hỏng do nhiệt
Trong số các nguyên nhân phổ biến gây hỏng ổ bi đũa côn tại máy cán dải nóng, bôi trơn không đầy đủ là nguyên nhân mà các đội bảo trì thường xuyên đánh giá thấp nhất. Dữ liệu ngành từ SKF và Schaeffler cho thấy bôi trơn hoặc bôi trơn lại không đúng cách chiếm 36% đến 54% tổng số vụ hỏng vòng bi trong các ứng dụng công nghiệp nặng (SKF Phân tích hư hỏng và hỏng vòng bi, truy xuất ngày 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). Đó là hơn một trong ba sự cố được truy nguyên về một thứ có thể kiểm soát được như lựa chọn chất bôi trơn, khối lượng hoặc thời điểm áp dụng. Hướng dẫn bôi trơn vòng bi của chúng tôi trình bày chuyên sâu quyết định mỡ hay dầu, lượng nạp và chu kỳ bôi trơn lại.
Tại sao nhiệt là kẻ thù thực sự của màng dầu bôi trơn? Nhiệt độ vòng bi tăng lên trong quá trình cán liên tục, và ở giá cán tinh nhiệt độ có thể tăng mạnh. Khi nhiệt độ tăng, độ nhớt của chất bôi trơn giảm xuống. Màng mỏng hơn nghĩa là khả năng chịu tải giữa các phần tử lăn và đường lăn giảm. Tiếp xúc kim loại-kim loại bắt đầu xảy ra gián đoạn, sinh ra nhiệt ma sát làm chất bôi trơn tiếp tục xuống cấp. Đó là một chu kỳ tự đẩy nhanh.
Độ dày màng giảm là tiền đề trực tiếp dẫn đến kẹt cứng thảm khốc. Một khi ngưỡng nhiệt đó bị vượt qua, việc phục hồi mà không có sự can thiệp gần như là không thể.
Nhận diện nhầm mài mòn dính thành mài mòn mài mòn là một trong những lỗi chẩn đoán tốn kém nhất mà đội bảo trì máy cán có thể mắc phải: nó đẩy phản ứng theo hướng nâng cấp lọc khi vấn đề thực sự là thiếu bôi trơn.
Các biện pháp đối phó đứng vững trong thực tế:
- Mỡ độ nhớt cao, chịu nhiệt độ cao được đánh giá cụ thể cho ứng dụng nhà máy thép (mỡ EP với chất làm đặc lithium phức hợp hoặc polyurea)
- Hệ thống bôi trơn lại tự động cung cấp khối lượng chính xác theo các khoảng thời gian được hẹn giờ, loại bỏ sự thay đổi do con người
- Lựa chọn độ nhớt bù nhiệt: chọn chất bôi trơn dựa trên nhiệt độ vận hành thực tế, không phải điều kiện môi trường
- Chu kỳ xả-bổ sung để loại bỏ mỡ bị ô nhiễm trước khi sự xuống cấp tích tụ
Một lưu ý thực tế từ kinh nghiệm sản xuất của chúng tôi. Bôi quá nhiều mỡ tạo ra các vấn đề riêng, sinh ra tổn thất do khuấy trộn và nhiệt. Độ chính xác cũng quan trọng như tính nhất quán.
5. Ô nhiễm từ vảy cán và mảnh vụn
Vảy cán, các mảnh vụn oxit sắt mịn vốn có trong cán nóng, là một mối đe dọa mài mòn liên tục. Các hạt vảy cán xâm nhập vào vỏ vòng bi tạo ra mài mòn mài mòn đặc trưng bởi các vết xước vi mô trên các mặt con lăn và bề mặt đường lăn. Hư hỏng biểu hiện dưới dạng bề mặt mờ, nhám với các vết xước theo hướng.
Điều này khác với mài mòn dính do kẹt cứng. Mài mòn dính thể hiện sự chuyển vật liệu giữa các bề mặt tiếp xúc, vết bôi và đổi màu do nhiệt cục bộ. Nhầm lẫn hai loại này dẫn đến hành động khắc phục hoàn toàn sai. Chúng tôi nhấn mạnh sự phân biệt này khi xem xét các vòng bi hỏng được khách hàng nhà máy thép trả lại.
Cách xác định nguyên nhân gốc từ các mô hình hư hỏng
Hiểu chính xác cách một vòng bi đã hỏng cũng quan trọng như việc ngăn chặn lần hỏng tiếp theo. Phân tích hư hỏng có cấu trúc trong máy cán dải nóng dựa vào các hệ thống phân loại được tiêu chuẩn hóa, bao gồm ISO 15243:2017, phân loại hư hỏng vòng bi lăn thành các mã hệ thống mà các kỹ sư bảo trì có thể sử dụng để truy nguyên hỏng về nguyên nhân gốc.
Mô hình tróc rỗ
Tróc rỗ cổ điển bắt nguồn từ dưới bề mặt do mỏi tiếp xúc lăn xuất hiện dưới dạng mất vật liệu không đều, giống miệng hố trên đường lăn. Độ sâu và phân bố của tróc rỗ trên bốn dãy cho biết tải được phân bố đều hay tập trung do lệch trục.
Tróc rỗ tuyến tính
Các mô hình tróc rỗ tuyến tính chạy song song với hướng lăn là đặc trưng của hư hỏng do ô nhiễm nước. Các hố ăn mòn được tạo ra bởi etching hoạt động như các điểm tăng ứng suất, lan rộng dưới tải tuần hoàn thành các vệt tuyến tính đặc trưng này.
Ăn mòn và etching
Vệt màu rỉ, rỗ bề mặt và các mảng xám mờ trên đường lăn và con lăn cho thấy đã tiếp xúc với hơi ẩm. Trong các vòng bi giá cán tinh, mô hình hư hỏng này hầu như luôn truy nguyên về hỏng phớt và xâm nhập của nước làm mát.
Vết bôi và mài mòn dính
Sự chuyển vật liệu giữa con lăn và bề mặt đường lăn, đi kèm với đổi màu do nhiệt (sắc xanh hoặc vàng rơm), cho thấy tiếp xúc kim loại-kim loại do hỏng màng dầu bôi trơn. Đây là dấu hiệu của thiếu bôi trơn hoặc phân hủy do nhiệt.
Dấu vết tải không đều
Mài mòn không đối xứng trên bốn dãy là chỉ báo rõ ràng nhất của lệch trục hoặc mòn chock. Hãy tìm các dấu vết tiếp xúc nặng hơn trên một hoặc hai dãy và đánh dấu tối thiểu trên các dãy khác. Đối với khách hàng nhà máy thép, hỏng lặp lại tại cùng một giá cán nên kích hoạt việc xem xét tình trạng phớt, hồ sơ bôi trơn, hình học cổ trục cán và mòn chock trước khi thay vòng bi.

Làm thế nào để ngăn ngừa hỏng ổ bi đũa côn bốn dãy?
Các mô hình hư hỏng được xác định thông qua phân tích có cấu trúc không chỉ chẩn đoán vấn đề. Chúng trực tiếp định hướng những biện pháp đối phó nào thực sự hiệu quả. Các máy cán dải nóng hiện đại đang áp dụng chiến lược phòng thủ nhiều lớp, nhắm vào các nguyên nhân gốc thay vì chỉ đơn giản thay vòng bi nhanh hơn.
Cải thiện tính toàn vẹn của phớt
Sự thay đổi phần cứng quan trọng nhất là chuyển sang ổ bi đũa côn bốn dãy được làm kín-sạch sẵn. Phớt được lắp tại nhà máy loại bỏ con đường xâm nhập nước chính, giải quyết dạng hỏng do ô nhiễm tại nguồn thay vì hạ nguồn. Đối với các nhà máy chạy trong môi trường nước làm mát mạnh, tình trạng phớt nên được kiểm tra mỗi lần thay trục cán, không chỉ khi hỏng xảy ra.
Xác minh căn chỉnh cổ trục cán và chock
Lệch trục là chất xúc tác phổ biến nhất dẫn đến hỏng vòng bi sớm. Việc xác minh nên bao gồm:
- Đo độ đảo cổ trục cán trước khi lắp vòng bi
- Kiểm tra lỗ chock để phát hiện mòn hoặc hư hỏng
- Kiểm tra căn chỉnh vỏ ổ so với các bề mặt tham chiếu của giá cán
- Xác minh dung sai giãn nở nhiệt cho vị trí giá cán cụ thể
Sử dụng chất bôi trơn chịu nhiệt độ cao
Việc lựa chọn chất bôi trơn nên dựa trên nhiệt độ vận hành thực tế tại vị trí vòng bi, không phải điều kiện môi trường nhà máy. Kết hợp với các hệ thống bôi trơn lại tự động duy trì độ dày màng dầu nhất quán trong các chiến dịch cán liên tục, lựa chọn chất bôi trơn đúng đắn giải quyết danh mục lớn nhất các vụ hỏng vòng bi có thể phòng ngừa được.
Giám sát rung và nhiệt độ
Trong phân tích rung, các tần số khuyết tật đặc trưng của vòng ngoài, vòng trong, các phần tử lăn và vòng giữ có thể xuất hiện trước khi hư hỏng nhìn thấy được phát hiện trong quá trình tháo dỡ. Các nhà máy triển khai giám sát rung liên tục trên các giá cán thô và các giá cán tinh ban đầu có thể phát hiện các khuyết tật đang phát triển trước khi xảy ra hỏng thảm khốc. Cảnh báo sớm đó tạo ra cửa sổ lập lịch cần thiết để tránh các lần dừng máy ngoài kế hoạch.
Theo dõi xu hướng nhiệt phát hiện hỏng bôi trơn trước khi chúng leo thang thành tróc rỗ thảm khốc. Tăng nhiệt độ đột ngột tại một vị trí vòng bi thường là dấu hiệu phát hiện được đầu tiên của phân hủy màng dầu.
Kiểm tra vòng bi trong các lần thay trục cán
Mỗi lần thay trục cán là một cơ hội kiểm tra. Đội bảo trì nên ghi lại:
- Tình trạng nhìn thấy của phớt và bệ phớt
- Màu sắc, độ đặc và mức độ ô nhiễm của chất bôi trơn
- Mô hình mài mòn nhìn thấy trên các bề mặt đường lăn có thể tiếp cận
- Tình trạng bề mặt cổ trục cán (vết xước, fretting, ăn mòn)
Dữ liệu này, được tích lũy qua nhiều lần thay trục cán, xây dựng lịch sử xu hướng biến bảo trì phản ứng thành chiến lược dự đoán.
Cần kiểm tra gì trước khi lựa chọn ổ bi đũa côn bốn dãy thay thế
Trước khi thay một vòng bi cổ trục cán bị hỏng, các đội bảo trì và mua sắm nên xem xét từng tham số dưới đây. Mục tiêu là đảm bảo việc thay thế giải quyết nguyên nhân gốc của lần hỏng trước, không chỉ triệu chứng.
| Tham số | Cần xác minh điều gì | Tại sao quan trọng |
|---|---|---|
| Số mã hiệu vòng bi | Khớp với bản vẽ OEM hoặc danh mục | Đảm bảo tương thích kích thước và đánh giá tải |
| Đường kính cổ trục cán và dung sai | Đo cấp lắp ghép | Lắp ghép lỗ/trục quyết định tải trước ban đầu |
| Thiết kế chock và tình trạng lỗ | Kiểm tra bề mặt và kích thước | Chock bị mòn đẩy nhanh lệch trục |
| Điều kiện tải hướng tâm và dọc trục | Tải vận hành cụ thể của giá cán | Lựa chọn giữa kiến trúc trụ và côn |
| Phạm vi tốc độ lăn | Dữ liệu lịch trình sản xuất | Ảnh hưởng đến chế độ bôi trơn và thiết kế vòng giữ |
| Nhiệt độ vận hành | Đo nhiệt vị trí vòng bi | Quyết định cấp độ nhớt chất bôi trơn |
| Phương pháp bôi trơn | Mỡ, dầu-khí, hoặc dầu tuần hoàn | Quyết định loại phớt và khoảng thời gian bôi trơn lại |
| Cấu trúc và tình trạng phớt | Kiểm tra môi phớt và bệ phớt | Tuyến phòng thủ chính chống nước xâm nhập |
| Mô hình hỏng trước đó | Ảnh hư hỏng trên cả bốn dãy | Tiết lộ liệu nguyên nhân gốc là vòng bi hay hệ thống |
| Khoảng thời gian phục vụ yêu cầu | Mục tiêu lịch thay trục cán | Đặt mục tiêu tính toán tuổi thọ L10 |
| Cấp chính xác | Tiêu chuẩn ứng dụng (P0/P6/P5) | Ảnh hưởng đến rung và độ chính xác kích thước |
| Vật liệu và xử lý nhiệt | Tôi thấu hoặc thấm cacbon | Quan trọng đối với môi trường va đập cao |
Một vòng bi hỏng do lệch trục sẽ hỏng lại nếu chỉ thay vòng bi mà không khắc phục tình trạng lệch trục. Logic tương tự áp dụng cho mọi tham số trong danh sách này.
Để có so sánh chi tiết giữa ổ bi đũa côn bốn dãy và ổ đũa trụ cho các vị trí giá cán khác nhau, xem hướng dẫn so sánh kiến trúc vòng bi của chúng tôi. Để có hướng dẫn lựa chọn, bôi trơn và bảo trì đầy đủ, xem hướng dẫn toàn diện về vòng bi máy cán.
Câu hỏi thường gặp
H: Dạng hỏng phổ biến nhất ở ổ bi đũa côn bốn dãy là gì?
Mỏi tiếp xúc lăn (RCF) liên tục được xác định là dạng hư hỏng chính trong các cuộc điều tra vòng bi cổ trục cán, đặc biệt ở các giá cán thô và giá cán trung gian chịu tải hướng tâm và dọc trục nặng. RCF được đẩy nhanh khi lệch trục tập trung tải lên một hoặc hai dãy thay vì phân bố đều trên cả bốn dãy.
H: Nước xâm nhập gây hư hỏng vòng bi máy cán dải nóng như thế nào?
Nước làm mát áp suất cao tại các giá cán tinh tấn công các phớt bị suy giảm và xâm nhập vào vỏ vòng bi. Khi đã ở bên trong, nước gây ra etching (rỗ ăn mòn trên đường lăn và con lăn) và phá vỡ màng dầu bôi trơn. Rỗ hoạt động như điểm tăng ứng suất, lan rộng thành tróc rỗ tuyến tính đặc trưng dưới các chu kỳ tải lặp lại.
H: Tỷ lệ phần trăm hỏng vòng bi do vấn đề bôi trơn là bao nhiêu?
SKF và Schaeffler quy cho 36-54% các vụ hỏng vòng bi trong các ứng dụng công nghiệp nặng do bôi trơn không đúng cách: cấp mỡ sai, khối lượng không đủ, ô nhiễm, hoặc bỏ lỡ khoảng thời gian bôi trơn lại. Điều đó khiến bôi trơn trở thành danh mục đơn lẻ có thể phòng ngừa lớn nhất, vượt xa mỏi hoặc lệch trục với tư cách là các nguyên nhân gốc độc lập.
H: Làm thế nào để phân biệt mài mòn dính với mài mòn mài mòn trên một vòng bi được trả về?
Mài mòn mài mòn, do vảy cán và mảnh vụn gây ra, biểu hiện dưới dạng bề mặt mờ, nhám với các vết xước vi mô theo hướng. Mài mòn dính, do hỏng bôi trơn hoặc kẹt cứng gây ra, thể hiện sự chuyển vật liệu giữa các con lăn và đường lăn, vết bôi, và đổi màu do nhiệt sắc xanh hoặc vàng rơm. Nhận diện nhầm hai loại này dẫn đến hành động khắc phục sai.
H: ISO 15243 là gì và tại sao nó quan trọng đối với phân tích hỏng vòng bi?
ISO 15243 là tiêu chuẩn quốc tế phân loại hư hỏng vòng bi lăn thành các danh mục có hệ thống: mỏi, mài mòn, ăn mòn, xói mòn điện, biến dạng dẻo và đứt gãy. Sử dụng các mã ISO 15243 trong quá trình tháo dỡ biến những lần thay thế phản ứng thành các cuộc điều tra nguyên nhân gốc, và cho phép các đội bảo trì theo dõi xu hướng các mô hình hỏng trên các giá cán.
H: Ổ bi đũa côn bốn dãy nên được kiểm tra bao lâu một lần trong máy cán dải nóng?
Mỗi lần thay trục cán là một cơ hội kiểm tra, và tình trạng phớt, trạng thái chất bôi trơn và mài mòn nhìn thấy nên được ghi lại mỗi lần chock được tháo ra. Giám sát rung và nhiệt độ liên tục trên các giá cán quan trọng có thể bắt được các khuyết tật đang phát triển giữa các lần kiểm tra theo lịch, thường vài tuần trước khi hỏng có thể nhìn thấy được.
Những điểm chính để phòng ngừa hỏng vòng bi cổ trục cán
- Mỏi tiếp xúc lăn là dạng hư hỏng được quan sát phổ biến nhất, được đẩy nhanh bởi lệch trục tập trung tải lên một hoặc hai dãy.
- Nước xâm nhập qua phớt bị suy giảm gây ra rỗ ăn mòn và tróc rỗ tuyến tính, đặc biệt ở các giá cán tinh có nước làm mát mạnh.
- Hỏng bôi trơn chiếm hơn một phần ba tổng số vụ hỏng vòng bi công nghiệp. Bôi trơn lại tự động và lựa chọn độ nhớt bù nhiệt là các biện pháp đối phó hiệu quả nhất.
- Phân tích mô hình hư hỏng bằng cách sử dụng phân loại tiêu chuẩn hóa (ISO 15243) biến những lần tháo dỡ phản ứng thành các cuộc điều tra nguyên nhân gốc.
- Tính toàn vẹn của phớt và căn chỉnh chính xác là hai biến số nhất quán nhất phân biệt các nhà máy hoạt động hiệu quả với các nhà máy phản ứng.
Bắt đầu từ đâu để giảm các lần thay trục cán ngoài kế hoạch?
Hỏng vòng bi trong máy cán dải nóng phần lớn có thể phòng ngừa được khi các đội hiểu cơ học đằng sau chúng. Bước tiếp theo rõ ràng nhất là một cuộc kiểm toán nguyên nhân gốc trên kho vòng bi hiện tại của bạn. Kiểm tra các mô hình mài mòn, hồ sơ bôi trơn và dữ liệu tình trạng phớt khi chi phí vẫn được đo bằng giờ lao động, không phải sản lượng bị mất.
Phân tích hư hỏng có cấu trúc biến hỏng vòng bi từ những trường hợp khẩn cấp không thể đoán trước thành các bài toán kỹ thuật có thể quản lý được, dựa trên dữ liệu.
Nếu máy cán dải nóng của bạn đang gặp các vụ hỏng vòng bi cổ trục cán lặp lại, ANDE Bearing có thể giúp xem xét mã hiệu vòng bi, điều kiện vận hành, ảnh hỏng và yêu cầu thay thế của bạn.
Gửi cho chúng tôi:
- Mã hiệu vòng bi hoặc bản vẽ
- Ảnh vòng bi bị hỏng (bề mặt đường lăn và dấu vết tải trên cả bốn dãy)
- Vị trí giá cán ứng dụng
- Nhiệt độ vận hành và phương pháp bôi trơn
- Khoảng thời gian hỏng và mô hình hư hỏng trước đó
- Số lượng yêu cầu
Đội ngũ kỹ thuật của chúng tôi đánh giá liệu vấn đề có liên quan đến lựa chọn vòng bi, làm kín, bôi trơn, căn chỉnh hay điều kiện vận hành, và đề xuất thông số kỹ thuật thay thế phù hợp cho nhà máy của bạn.
Duyệt qua dòng sản phẩm ổ bi đũa côn bốn dãy của chúng tôi, khám phá toàn bộ dòng sản phẩm vòng bi máy cán, hoặc liên hệ đội ngũ kỹ thuật của chúng tôi để được tư vấn kỹ thuật.
Về tác giả
Jeff Li viết về kỹ thuật và ứng dụng vòng bi cho ANDE Bearing. Kết nối qua LinkedIn.
Nguồn và tài liệu đọc thêm
- SKF, Phân tích hư hỏng và hỏng vòng bi (skf.com/group/support/bearings/bearing-damage-and-failure-analysis, truy xuất ngày 2026-05)
- Schaeffler, Rolling Bearing Damage (Ấn phẩm WL 82 102, Schaeffler Technologies, 2023)
- ISO 15243:2017, Rolling bearings — Damage and failures — Terms, characteristics and causes (iso.org/standard/59619.html, International Organization for Standardization, truy xuất ngày 2026-05)
- Noria Corporation, Water In Oil Contamination (machinerylubrication.com/Read/192/water-contamination-grease, Practicing Oil Analysis, truy xuất ngày 2026-05)
- Các báo cáo tháo dỡ ngành và các nghiên cứu về ô nhiễm chất bôi trơn bao gồm các vòng bi cổ trục cán và trục pinch tại máy cán dải nóng


