
Untuk mengukur sebuah bearing, Anda mencatat tiga dimensi dalam milimeter: diameter dalam (bore, d), diameter luar (D), dan lebar (B untuk bearing radial atau T untuk bearing taper). Dengan ketiga angka tersebut, ditambah tipe bearing, Anda dapat mengidentifikasi hampir semua rolling bearing standar yang ada dalam produksi saat ini. Dimensi batas (boundary dimensions) diatur oleh ISO 15 untuk bearing radial dan ISO 355 untuk bearing rol taper metrik.
Panduan ini menjelaskan prosedur pengukuran, peralatan yang digunakan, kesalahan umum yang menyebabkan pembeli memesan pengganti yang salah, dan cara memverifikasi angka hasil pengukuran Anda terhadap penanda (designation) yang tercetak pada bearing.
Poin-Poin Utama
- Setiap bearing standar didefinisikan oleh tiga dimensi: diameter dalam (d), diameter luar (D), dan lebar (B atau T).
- Gunakan jangka sorong digital untuk dimensi nominal; gunakan mikrometer ketika presisi penting (toleransi diameter dalam untuk bearing kelas P0 biasanya hanya beberapa mikron sesuai ISO 492).
- Dua digit terakhir dari sebagian besar nomor bearing mengkodekan ukuran diameter dalam dalam milimeter sesuai sistem kode bore ISO 15, cara cepat untuk memverifikasi pengukuran fisik Anda.
- Selalu lakukan pengukuran pada suhu ruangan; ekspansi termal baja bearing kira-kira 11–12 μm per meter per °C, cukup untuk membuat bearing presisi keluar dari toleransi jika diukur dalam keadaan hangat.
- Bearing rol taper menggunakan T (lebar rakitan keseluruhan), bukan B, karena cup dan cone dapat dipisahkan.
Apa Saja Tiga Dimensi Bearing?
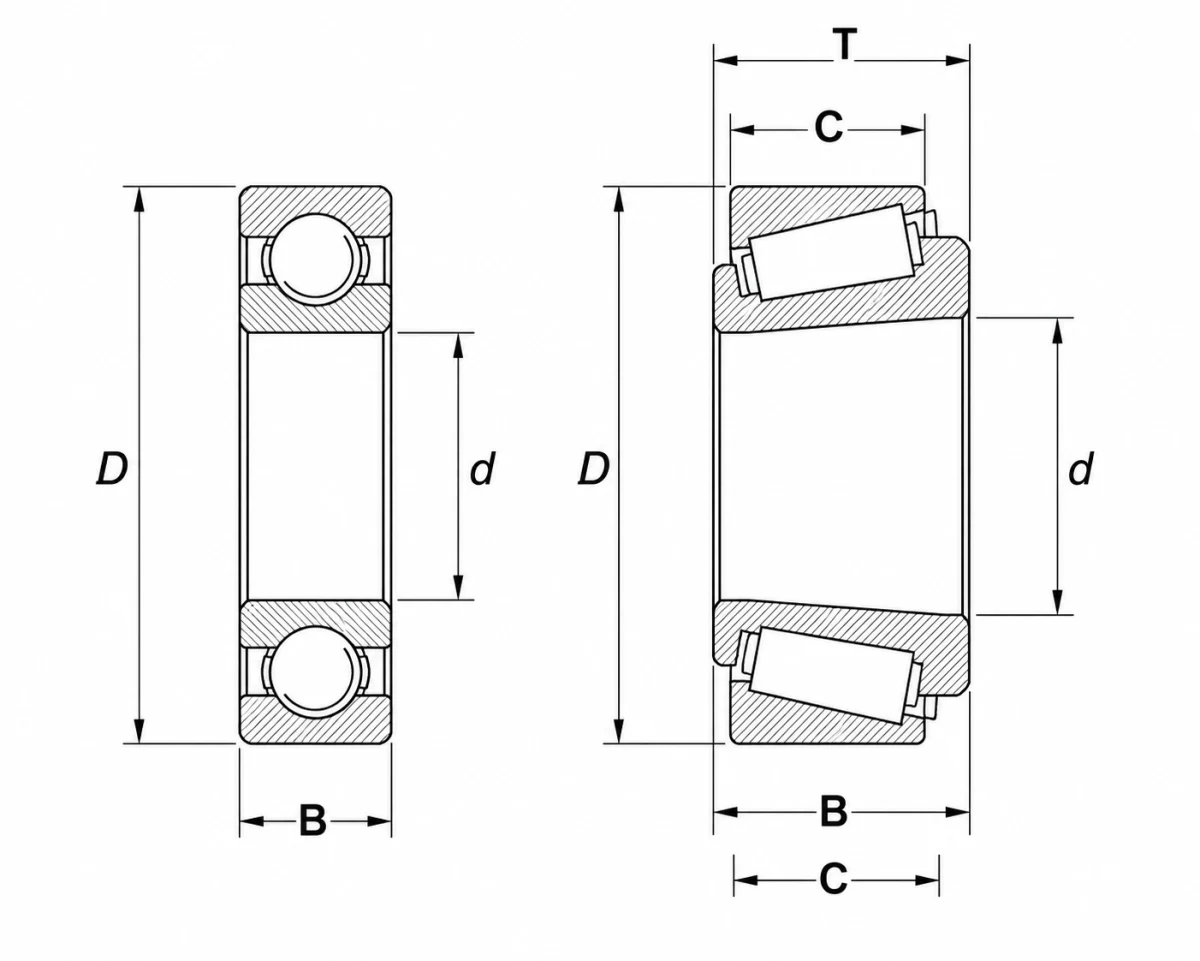
Setiap rolling bearing standar didefinisikan oleh tiga dimensi batas dalam milimeter: diameter dalam, diameter luar, dan lebar. Ketiga angka inilah yang dikodifikasikan oleh standar dimensi batas ISO 15, dan inilah yang dicantumkan setiap produsen besar (SKF, NSK, Schaeffler/FAG, NTN, Timken) di bagian atas setiap halaman katalog.
- Diameter dalam (bore, d): diameter lubang yang pas dengan poros. Ini adalah dimensi paling penting karena menentukan kesesuaian (fit) terhadap poros.
- Diameter luar (D): diameter permukaan luar bearing, yang pas di dalam bore housing.
- Lebar (B): untuk bearing radial, ketebalan aksial bearing yang diukur antara kedua sisi muka.
Untuk bearing rol taper, geometrinya berbeda dan simbolnya berubah sesuai itu:
- T adalah lebar rakitan keseluruhan (cup + cone + tumpukan rol).
- B adalah lebar cone (cincin dalam) saja.
- C adalah lebar cup (cincin luar) saja.
Pembedaan ini penting karena cup dan cone dari sebuah bearing rol taper dikirim sebagai komponen yang dapat dipisahkan: mengukur hanya cone dan melaporkannya sebagai lebar bearing adalah salah satu kesalahan pemesanan yang paling umum. Untuk latar belakang mengapa geometri ini ada, lihat panduan kami tentang bearing rol taper vs. bearing rol silinder.
Peralatan Apa yang Anda Butuhkan untuk Mengukur Bearing?
Untuk sebagian besar pekerjaan penggantian dan inspeksi, tiga alat ukur mencakup sekitar 95% kasus. Pilihannya bergantung pada seberapa ketat toleransi dan seberapa besar bearing-nya.
| Alat | Kapan digunakan | Resolusi tipikal |
|---|---|---|
| Jangka sorong digital (0–150 mm) | Bearing radial standar hingga OD ~140 mm | 0.01 mm |
| Jangka sorong digital (0–300 mm) | Bearing yang lebih besar, mounted unit, pillow block | 0.01 mm |
| Mikrometer luar / dalam | Bearing presisi (P5, P4, P2 sesuai ISO 492) | 0.001 mm |
| Bore gauge atau mikrometer internal tiga titik | Bore cincin dalam lebih besar dari 50 mm di mana akurasi jangka sorong menurun | 0.001 mm |
| Depth gauge atau batang kedalaman jangka sorong | Lebar B dan lebar taper T, B, C | 0.01 mm |
Jangka sorong digital standar sudah cukup untuk mengidentifikasi ukuran nominal. Jika Anda memeriksa bearing spindle presisi atau melacak masalah kesesuaian (fit), jangka sorong tidak akan memadai: toleransi diameter dalam untuk bearing kelas P0 ISO 492 biasanya hanya +0/-8 μm hingga +0/-15 μm tergantung ukurannya, jauh di bawah resolusi jangka sorong.
Selalu lakukan pengukuran pada suhu ruangan (20 °C / 68 °F), suhu referensi untuk toleransi bearing ISO dan ABMA. Baja bearing memuai sekitar 11–12 μm per meter per °C: koefisien ekspansi termal linier ≈ 11.5 × 10⁻⁶ /°C untuk baja bearing yang dikeraskan menyeluruh seperti AISI 52100 / GCr15 (AZoM). Sebuah bore 100 mm yang diukur pada 30 °C akan terbaca sekitar 12 μm lebih besar daripada bearing yang sama pada 20 °C, cukup untuk memengaruhi pemeriksaan presisi.
Cara Mengukur Bearing: Langkah demi Langkah
Prosedur di bawah ini mengasumsikan Anda telah melepas bearing dari mesin, membersihkannya dari grease dan kotoran, dan membiarkannya kembali ke suhu ruangan. Jika bearing masih terpasang pada poros, Anda dapat mengukur OD dan lebarnya tetapi tidak diameter dalamnya.
Langkah 1 — Bersihkan bearing
Lap semua grease dan kotoran dengan kain bebas serat (lint-free). Partikel yang terjebak di bawah rahang jangka sorong atau di antara bore dan landasan gauge menimbulkan kesalahan 50 μm atau lebih. Untuk bearing yang sangat terkontaminasi, gunakan degreaser atau rendaman kerosin, lalu keringkan secara menyeluruh. Jangan pernah mengukur bearing saat masih panas dari pengoperasian.
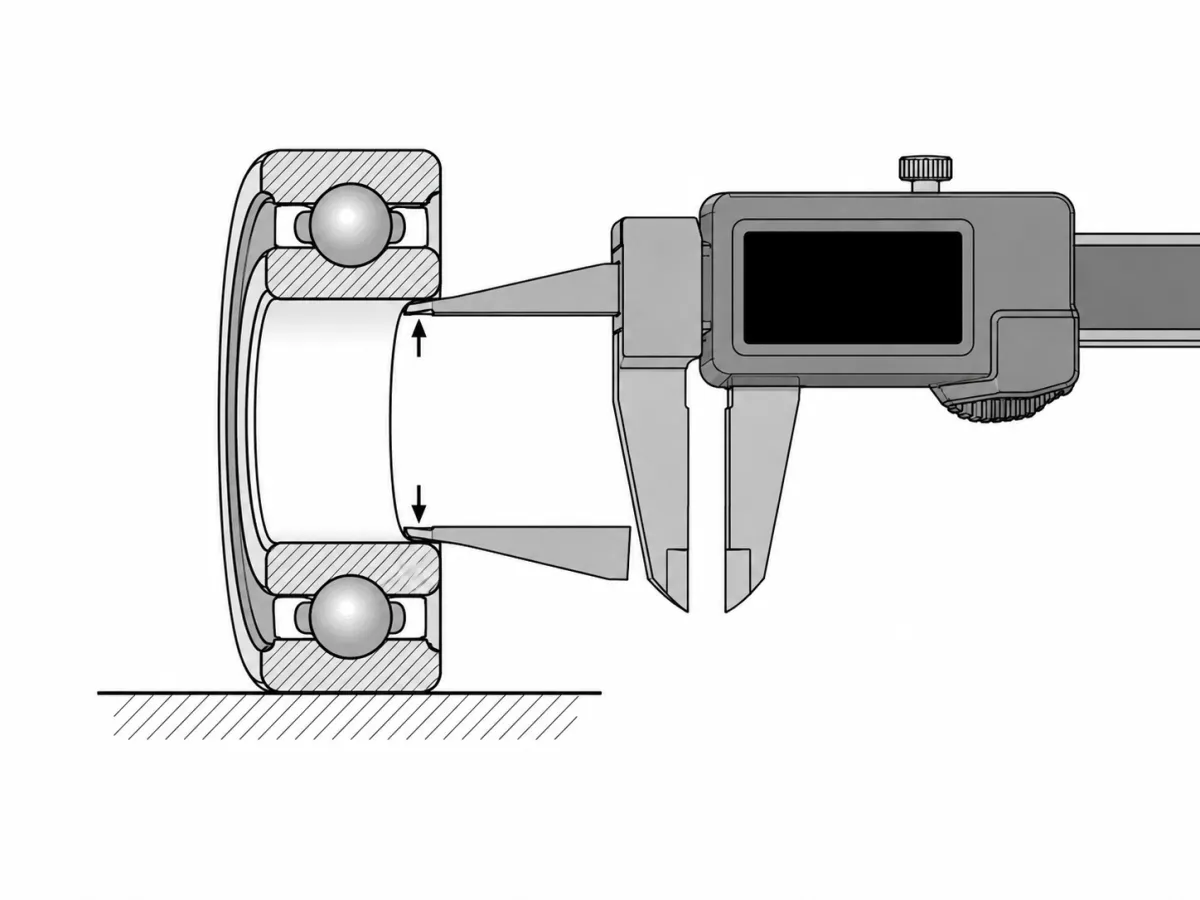
Langkah 2 — Mengukur diameter dalam (d)
Buka rahang jangka sorong dan masukkan ujung pengukuran dalam ke dalam bore. Goyangkan jangka sorong perlahan untuk menemukan pembacaan maksimum; inilah diameter sebenarnya pada orientasi tersebut. Lakukan tiga pengukuran pada interval kira-kira 120° untuk menangkap penyimpangan kebulatan, dan catat baik pembacaan maksimum maupun minimum.
Untuk bore cincin dalam standar, ISO 492 menetapkan deviasi atas nol dengan deviasi bawah negatif. Dengan kata lain, bore hanya boleh lebih kecil dari nominal, tidak pernah lebih besar. Untuk memeriksa penerimaan, diameter terukur terbesar tidak boleh melebihi bore nominal, dan yang terkecil tidak boleh jatuh di bawah toleransi bawah. Untuk pemeriksaan cepat terhadap batas atas, catat pembacaan terbesar dari ketiganya, bukan yang terkecil.
Untuk bearing yang lebih besar dari sekitar 50 mm bore, jangka sorong digital mulai kehilangan akurasi karena lentur rahang (jaw flex). Beralihlah ke mikrometer dalam atau bore gauge tiga titik untuk apa pun yang lebih besar atau untuk bearing kelas presisi mana pun.
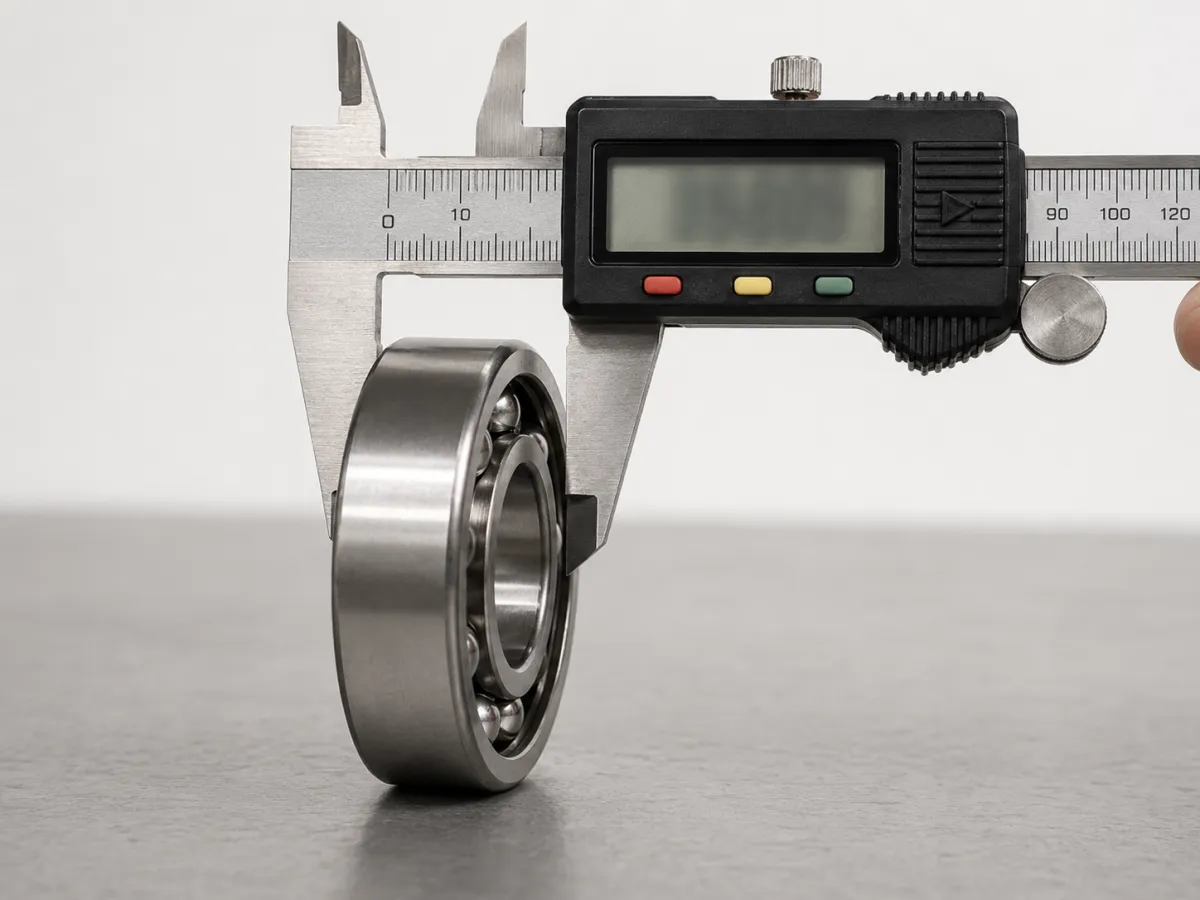
Langkah 3 — Mengukur diameter luar (D)
Gunakan permukaan pengukuran luar (rahang) jangka sorong. Sekali lagi, ambil pembacaan pada tiga titik dengan jarak 120° di sekeliling lingkaran dan rata-ratakan. Cincin luar biasanya merupakan dimensi yang paling mudah diukur secara akurat karena dapat diakses sepenuhnya tanpa hambatan.
Langkah 4 — Mengukur lebar (B atau T)
Letakkan bearing pada permukaan datar dan gunakan batang kedalaman atau permukaan pengukuran jangka sorong melintasi kedua sisi muka. Untuk deep groove ball bearing atau bearing rol silinder, ini memberi Anda B secara langsung.
Untuk bearing rol taper, Anda harus memutuskan lebar mana yang sedang diukur:
- Jika cup dan cone masih dirakit dengan rol di tempatnya, Anda mengukur lebar keseluruhan T.
- Jika Anda mengukur cone saja (terpisah), Anda mengukur B.
- Jika Anda mengukur cup saja, Anda mengukur C.
Halaman katalog mencantumkan ketiganya untuk bearing taper; untuk keperluan penggantian, T (atau dimensi batas d × D × T) adalah angka yang harus dicocokkan.
Langkah 5 — Verifikasi silang terhadap nomor bearing
Sebelum memesan pengganti, dekode nomor bearing yang tercetak pada cincin luar (lebih lanjut tentang ini di bagian berikutnya). Dua digit terakhir dari sebagian besar designation bearing metrik mengkodekan ukuran bore, sehingga pencarian cepat memastikan apakah pengukuran fisik Anda benar. Jika nomor yang tercetak menyatakan bore adalah 30 mm dan jangka sorong Anda menunjukkan 29.7 mm, ada yang tidak sesuai. Bearing tersebut mungkin non-standar, sangat aus, atau pengukuran Anda salah — selidiki sebelum memesan.
Bagaimana Membaca Nomor Bearing untuk Menemukan Ukurannya?
Sebagian besar rolling bearing metrik mengkodekan ukuran bore mereka langsung pada dua digit terakhir dari nomor bearing, sesuai sistem designation ISO 15. Ini adalah cara tercepat untuk mengidentifikasi sebuah bearing tanpa alat sama sekali — asalkan penanda masih dapat dibaca.
Aturan untuk kode bore (dua digit terakhir dari designation dasar):
| Kode bore | Diameter bore (mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04 ke atas | kode bore × 5 |
Jadi bearing yang ditandai 6204 memiliki bore 20 mm (04 × 5). Bearing yang ditandai 6206 memiliki bore 30 mm (06 × 5). Bearing yang ditandai 22220 adalah spherical roller bearing dengan bore 100 mm (20 × 5).

Pengecualian kode bore
Aturan tersebut memiliki pengecualian:
- Bore di bawah 10 mm dinyatakan secara eksplisit (misalnya, 608 = bore 8 mm).
- Bore mulai dari 500 mm ke atas ditulis penuh sebagai sufiks slash (misalnya, 6/500 = bore 500 mm).
- Bearing seri inci (umum pada bearing rol taper di bawah sistem designation Timken) menggunakan konvensi pengkodean yang sama sekali berbeda berdasarkan nomor seri dasar dan tidak mengikuti aturan milimeter di atas.
Digit lain dari designation memberi tahu Anda seri dan tipe bearing. Misalnya, dalam 6206:
- 6 = tipe bearing (deep groove ball bearing, baris tunggal).
- 2 = seri dimensi (terkait dengan rasio lebar dan diameter luar sesuai ISO 15).
- 06 = kode bore → bore 30 mm.
Inilah sebabnya pembeli berpengalaman dapat membaca nomor bearing dengan keras dan langsung tahu apakah ukurannya benar, bahkan sebelum bearing ada di tangan mereka. Untuk informasi lebih lanjut tentang tipe-tipe bearing yang dicakup oleh designation ini, lihat berbagai jenis bearing.
Kesalahan Umum saat Mengukur Bearing
Berikut adalah mode kegagalan yang paling sering kami lihat ketika pembeli mengirimkan pengukuran kepada kami untuk referensi silang. Setiap kesalahan telah membuat pelanggan nyata harus memesan ulang atau melakukan instalasi dengan spesifikasi yang salah.
Apa yang kami lihat di kotak masuk referensi-silang kami. Dari sekitar 200 permintaan pengukuran terakhir yang ditangani tim teknis kami pada awal 2026, kesalahan chamfer-vs-permukaan-silindris (poin #6 di bawah) menjadi kelompok email "salah ukur" terbesar: rahang kaliper bertumpu pada chamfer di tepi cincin luar, menghasilkan OD 0,3 hingga 0,6 mm lebih besar dari nilai sebenarnya pada bearing dengan OD 50 hingga 120 mm. Kebingungan antara lebar cone dan lebar total pada bearing tirus (poin #2) adalah yang paling umum kedua, hampir selalu pada penggantian hub roda otomotif di mana cone aslinya masih ada di hub dan hanya cup yang dikirim untuk diperiksa.
1. Mengukur bearing yang aus sebagai ukuran nominal. Sebuah bearing yang telah berjalan selama bertahun-tahun dapat memiliki bore yang tumbuh akibat keausan sebesar 50–200 μm. Selalu lakukan verifikasi silang terhadap nomor bearing yang tercetak daripada memperlakukan dimensi yang aus sebagai ukuran aslinya.
2. Mencampuradukkan B dengan T pada bearing rol taper. Melaporkan lebar cone B sebagai lebar bearing T menyebabkan pemesanan pengganti yang terlalu sempit untuk housing. Selalu ukur bearing yang sudah dirakit dengan cup dan cone bersama untuk mendapatkan T, atau cari T dari katalog setelah designation dasar diketahui.
3. Mengukur dalam keadaan hangat. Bearing yang ditarik dari mesin yang berjalan pada 70 °C akan terbaca sekitar 50 μm lebih besar pada dimensi 100 mm dibandingkan bearing yang sama pada suhu ruangan. Tunggu hingga dingin sebelum mengukur dimensi presisi.
4. Menggunakan jangka sorong yang aus atau tidak terkalibrasi. Verifikasi titik nol jangka sorong terhadap gauge block atau referensi yang diketahui sebelum pekerjaan presisi. Jangka sorong yang tidak terkalibrasi dapat meleset 50 μm atau lebih bahkan ketika pembacaan digitalnya terlihat meyakinkan.
5. Mengabaikan kelas toleransi. Dua bearing dengan dimensi nominal yang identik dapat memiliki kelas toleransi yang sangat berbeda sesuai ISO 492: P0 (normal), P6, P5, P4, P2, dalam urutan presisi yang meningkat. Spindle kecepatan tinggi yang membutuhkan P4 tidak dapat diganti dengan bearing P0 dengan ukuran nominal yang sama. Sufiks toleransi muncul dalam designation lengkap (misalnya, 7008 CDGA/P4A adalah bearing angular contact kelas P4).
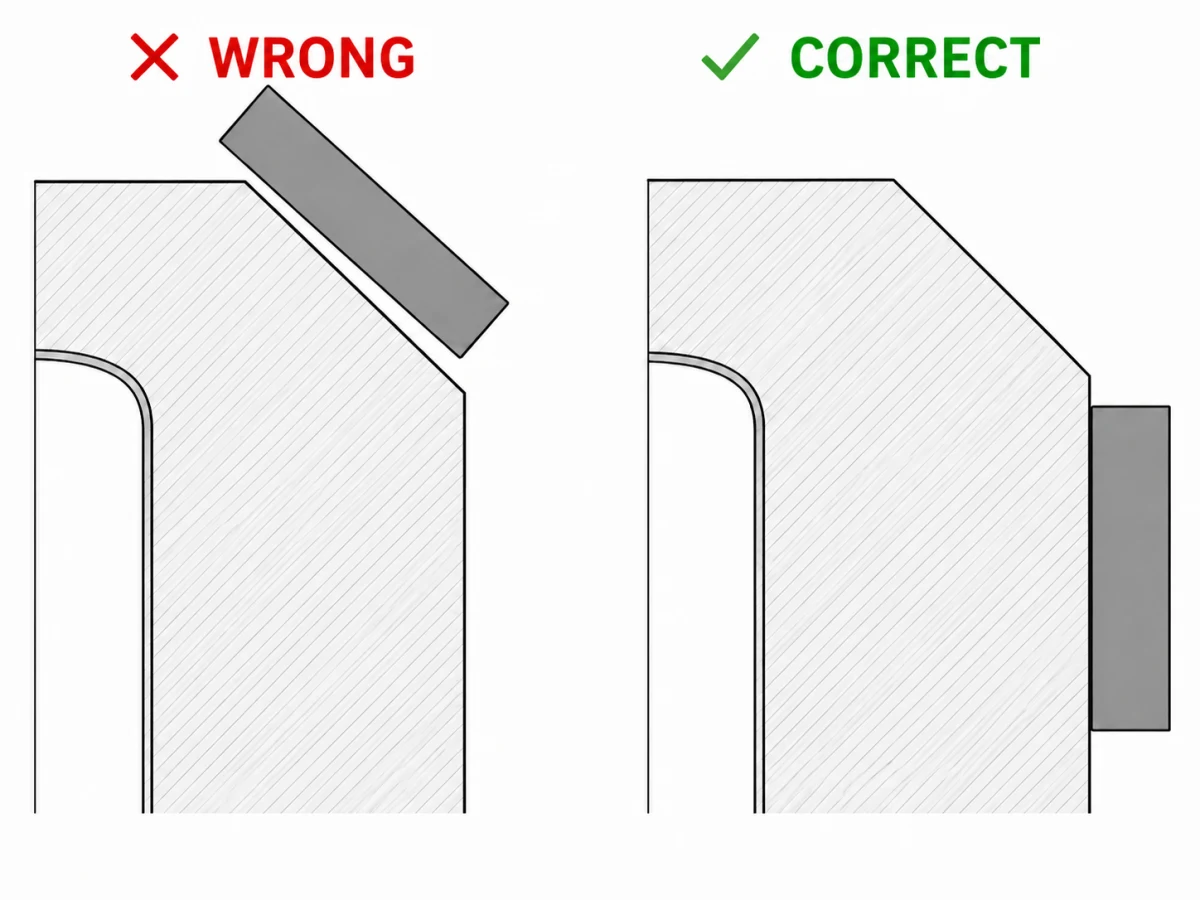
6. Mengukur chamfer alih-alih bore atau OD. Cincin bearing memiliki chamfer kecil (didefinisikan dalam ISO 582) di setiap tepi. Jika rahang jangka sorong bertumpu pada chamfer dan bukan pada permukaan silindris, pembacaannya akan lebih besar dari bore sebenarnya (chamfer melebar keluar pada muka) atau lebih kecil dari OD sebenarnya (chamfer mempersempit cincin pada muka), biasanya sebesar 0.1 hingga 1 mm tergantung ukuran bearing. Selalu dudukkan rahang pada permukaan silindris di sisi raceway, bukan pada tepi yang ber-chamfer.
7. Mengukur radial internal clearance dengan jangka sorong. Radial internal clearance (kebebasan cincin dalam untuk bergerak secara radial relatif terhadap cincin luar) diukur dengan feeler gauge atau gauge clearance khusus, bukan jangka sorong. Nilai clearance standar untuk berbagai tipe bearing didefinisikan dalam ISO 5753-1.
Bagaimana Jika Anda Tidak Dapat Membaca Nomor Bearing?
Jika designation yang tercetak telah aus, terkorosi, atau tertutup cat, Anda harus mengandalkan pengukuran fisik. Ambil ketiga dimensi batas (d, D, B atau T), ukur tipe elemen gelinding jika terlihat (bola, rol silinder, rol taper, rol bola, jarum), hitung jumlah baris, dan catat fitur yang jelas (tersegel, terlindung, alur snap-ring, cincin luar berflens).
Ketika tim teknis ANDE menjalankan proses ini untuk pelanggan, masukan-masukan tersebut biasanya mempersempit daftar kandidat menjadi segelintir designation — sering kali hanya dua atau tiga. Konteks aplikasi mempersempitnya lebih jauh: jika bearing berasal dari rolling mill, mesin kertas, atau poros utama turbin angin, hampir pasti merupakan spherical roller bearing, bearing rol silinder, atau bearing rol taper.
Untuk bearing yang sangat tua atau non-standar (designation legacy GOST Rusia, seri inci usang, unit ber-kode khusus OEM), referensi silang katalog produsen kadang menjadi satu-satunya cara untuk mengonfirmasi part tersebut. ANDE Bearing memelihara pencarian referensi silang untuk SKF, NSK, FAG, Timken dan designation merek besar lainnya — jika Anda memiliki pengukuran tetapi tidak ada nomor yang dapat dibaca, biasanya lebih cepat mengirim dimensi ke kontak teknis daripada menebak.
Kelas Toleransi Bearing Sekilas
Untuk pekerjaan penggantian, dimensi nominal hanyalah separuh cerita; kelas toleransi mengontrol seberapa rapat bearing menempel pada poros dan housing. Pita toleransi lubang menyusut sekitar empat kali lipat dari P0 ke P2, dan tabel beserta grafik di bawah merangkum kelas ISO 492 beserta padanan ABEC-nya (tabel toleransi NSK).

| Kelas ISO 492 | Kelas ABMA setara | Aplikasi tipikal |
|---|---|---|
| Normal (P0) | ABEC 1 | Industri umum, gearbox, motor listrik |
| P6 | ABEC 3 | Gearbox presisi, feed mesin perkakas |
| P5 | ABEC 5 | Spindle mesin perkakas, bearing instrumen |
| P4 | ABEC 7 | Spindle kecepatan tinggi, pompa presisi |
| P2 | ABEC 9 | Spindle presisi ultra-tinggi, giroskop |
Kelas presisi yang lebih tinggi berarti toleransi yang lebih ketat pada bore, OD, lebar, runout, dan bentuk raceway. Biayanya naik secara substansial pada setiap kenaikan tingkat: bearing spindel P4 biasanya berharga 3 hingga 10 kali lipat dari P0 yang setara.
FAQ
T: Bagaimana cara mengukur bearing tanpa melepasnya dari poros?
Anda dapat mengukur diameter luar dan lebar keseluruhan dengan jangka sorong sementara bearing masih terpasang, tetapi Anda tidak dapat mengukur bore secara langsung. Solusi paling andal adalah membaca nomor bearing yang tercetak pada cincin luar dan mendekode bore dari dua digit terakhir sesuai ISO 15. Jika penandanya tidak terbaca, Anda mungkin perlu melepas bearing atau menggunakan borescope untuk membaca penanda apa pun pada cincin dalam.
T: Bagaimana cara mengukur bearing rol taper?
Ukur bore d dari cone (cincin dalam), diameter luar D dari cup (cincin luar), dan lebar rakitan keseluruhan T dengan cup dan cone terdudukkan bersama seperti dalam pengoperasian. Daftar katalog selalu mencantumkan T, B (lebar cone), dan C (lebar cup) secara terpisah karena komponen-komponennya dapat dipisahkan. Dimensi yang harus dicocokkan untuk pemesanan biasanya adalah T bersama dengan d dan D.
T: Dalam unit apa dimensi bearing diukur?
Bearing standar ISO dan DIN diberi dimensi dalam milimeter. Bearing seri inci — paling umum bearing rol taper designation Timken yang digunakan dalam aplikasi otomotif dan alat berat di Amerika Utara — diberi dimensi dalam inci. Selalu konfirmasi sistem unit sebelum memesan, terutama untuk bearing yang bersumber untuk kendaraan atau peralatan yang awalnya dirancang dalam unit inci.
T: Seberapa akurat pengukuran saya harus?
Untuk mengidentifikasi bearing kelas P0 standar untuk penggantian, ±0.1 mm biasanya cukup — tahapan dimensi dalam katalog ISO 15 cukup besar sehingga kesalahan 0.1 mm jarang membuat Anda salah memilih bearing. Untuk inspeksi bearing spindle presisi atau untuk memeriksa kesesuaian poros dan housing, Anda memerlukan akurasi tingkat mikrometer (±1 μm) dan lingkungan dengan suhu terkendali.
T: Dapatkah saya mengukur kapasitas beban atau umur servis bearing?
Tidak, hal-hal tersebut dihitung, bukan diukur. Rating beban dinamis dan statis (C dan C₀) diturunkan dari geometri bearing dan properti material sesuai ISO 76 (statis) dan ISO 281 (dinamis). Umur servis dihitung dari rumus L₁₀: L₁₀ = (C/P)ᵖ juta putaran, di mana p = 3 untuk ball bearing dan p = 10/3 untuk roller bearing. Nilai katalog C adalah angka yang Anda gunakan; Anda tidak dapat menentukannya dari pengukuran jangka sorong.
Kesimpulan
Mengukur bearing adalah pekerjaan lima menit setelah Anda mengetahui ketiga dimensi — diameter dalam, diameter luar, dan lebar — serta alat mana yang sesuai untuk pekerjaan tersebut. Untuk penggantian rutin, jangka sorong digital dan nomor bearing yang tercetak pada cincin luar biasanya sudah cukup; aturan kode bore ISO 15 (dua digit terakhir × 5 untuk kode bore 04 ke atas) memungkinkan Anda memverifikasi pengukuran dalam hitungan detik.
Jebakannya adalah pekerjaan presisi, di mana akurasi jangka sorong tidak cukup dan kelas toleransi diam-diam menentukan apakah bearing baru akan pas. Setiap kali aplikasinya adalah spindle kecepatan tinggi, mekanisme feed presisi, atau bearing apa pun yang membawa sufiks kelas P pada designation-nya, beralihlah ke mikrometer, bekerja pada suhu ruangan, dan verifikasi kelas toleransi sebelum memesan.
Jika Anda menentukan ukuran pengganti dan ingin pendapat kedua atas pengukuran Anda sebelum memesan, tim teknis ANDE Bearing menangani identifikasi referensi silang dan verifikasi dimensi setiap hari — silakan kirim pengukuran Anda dan foto-foto penanda untuk konfirmasi.
Tentang Penulis
Jeff Li menulis tentang rekayasa bearing dan aplikasinya untuk ANDE Bearing. Terhubung di LinkedIn.


