
Satu kali pergantian rol tak terencana di hot strip mill dapat menimbulkan biaya antara 50.000 dan 150.000 USD dalam bentuk kehilangan produksi berdasarkan benchmark perawatan industri. Ketika Anda memperhitungkan perbaikan darurat, material yang dibuang, dan gangguan penjadwalan hilir, total biaya downtime dapat mencapai ratusan ribu dolar per jam. Hal ini menjadikan analisis kegagalan bearing rol taper empat baris bukan sekadar latihan rekayasa, melainkan prioritas finansial.
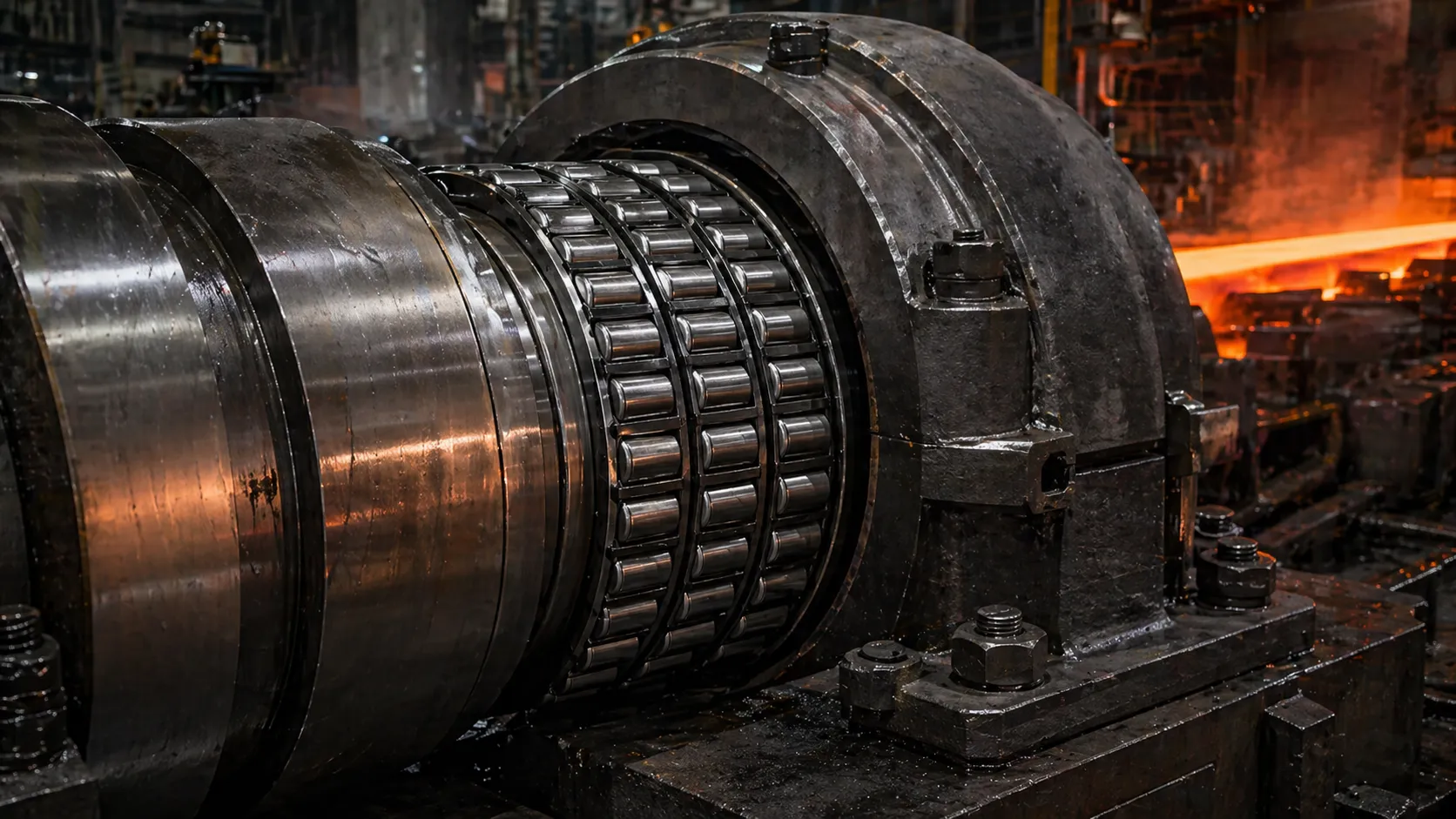
Bearing rol taper empat baris adalah standar untuk aplikasi roll neck di roughing stand dan intermediate stand. Bearing ini dirancang untuk menahan beban radial dan aksial kombinasi yang dihasilkan ketika slab baja direduksi menjadi strip pada suhu ekstrem. Ketika bearing bekerja sesuai desainnya, produksi berjalan tanpa gangguan. Ketika gagal, konsekuensinya merambat ke seluruh jadwal mill.
Bagi operator mill, pergantian rol tak terencana menciptakan kehilangan produksi langsung, gangguan perawatan, dan tekanan penjadwalan. Jadwal perawatan preventif standar dirancang berdasarkan kondisi operasi normal. Jadwal tersebut secara rutin meremehkan beban yang diserap bearing ini sepanjang siklus termal ekstrem. Ekspansi panas, pendinginan cepat, dan air bermuatan mill scale yang agresif semuanya bekerja mengompromikan rakitan yang bahkan terawat dengan baik sekalipun.
Yang penting untuk dipahami adalah ini. Kegagalan bearing dalam aplikasi roll neck hot strip mill jarang merupakan kejadian titik tunggal. Ini adalah kerusakan sistemik yang berakar pada degradasi seal, misalignment progresif, dan kompromi pelumasan. Kerusakan berkembang jauh sebelum gejala apa pun muncul pada monitor getaran atau tren suhu.
Poin Utama
- Data industri dari produsen bearing besar mengaitkan 36-54% kegagalan bearing industri berat dengan masalah pelumasan saja (SKF Bearing damage and failure analysis, Diakses 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023).
- Misalignment mengonsentrasikan beban ke satu atau dua baris bearing empat baris, melipatgandakan tekanan kontak dan mempercepat rolling contact fatigue.
- Masuknya air melalui seal yang terdegradasi menyebabkan line spalling khas, terutama di finishing stand dengan air pendingin agresif.
- Klasifikasi kerusakan ISO 15243:2017 mengubah pembongkaran reaktif menjadi investigasi akar penyebab yang terstruktur.
- Integritas seal, verifikasi alignment, dan pemilihan pelumas terkompensasi suhu adalah tiga kontrol pencegahan paling efektif.
Apa Mode Kegagalan Paling Umum pada Bearing Rol Taper Empat Baris?
Data industri dari SKF dan Schaeffler mengaitkan 36-54% kegagalan bearing pada aplikasi industri berat dengan masalah pelumasan saja (SKF Bearing damage and failure analysis, Diakses 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). Rolling contact fatigue, misalignment, masuknya air, dan kontaminasi menyumbang sebagian besar kasus sisanya. Lima mode kegagalan di bawah ini mencakup pola yang paling sering kami amati pada bearing roll neck yang dikembalikan.
1. Rolling Contact Fatigue dan Spalling
Ketika engineer menyelidiki kegagalan bearing taper empat baris di hot strip mill, rolling contact fatigue (RCF) adalah salah satu mode kerusakan yang paling sering diamati pada bearing roll neck yang menanggung beban berat.
Apa arti rolling contact fatigue dalam praktik? RCF terjadi ketika siklus tegangan berulang antara rol dan raceway melebihi batas ketahanan material. Setiap putaran memperkenalkan pulsa mikro-tegangan. Di bawah beban radial dan aksial yang berat, retakan mikro subsurface bernukleasi selama jutaan siklus. Retakan tersebut sering kali tidak terlihat hingga kerusakan sudah dalam tahap lanjut. Pada konfigurasi empat baris, kerusakan ini tidak berkembang merata di seluruh baris. Asimetri itulah yang membuat deteksi dini menjadi sulit.
Progresi mengikuti jalur yang dapat diprediksi. Retakan mikro merambat di bawah pembebanan siklik, akhirnya saling terhubung dan menembus permukaan. Hasilnya adalah spalling: serpihan material raceway yang mengontaminasi pelumas dan mempercepat kerusakan lebih lanjut dalam siklus umpan balik destruktif.
Analisis kegagalan industri, termasuk klasifikasi kerusakan bearing dari SKF, secara konsisten menempatkan RCF sebagai tipe kerusakan dominan untuk bearing roll neck dan pinch roll yang menanggung beban berat di hot strip mill (SKF Bearing damage and failure analysis, Diakses 2026-05).
2. Misalignment dan Pembebanan Baris yang Tidak Merata
Misalignment adalah akselerator yang mengubah kelelahan normal menjadi kegagalan prematur. Ketika work roll tidak disejajarkan dengan benar, beban bergeser secara tidak proporsional ke satu atau dua baris bearing. Penyebabnya bisa berupa ekspansi termal, chock yang aus, atau instalasi yang tidak tepat. Apa yang seharusnya dibagi rata di empat baris terkonsentrasi ke sebagian kecil area kontak yang tersedia.
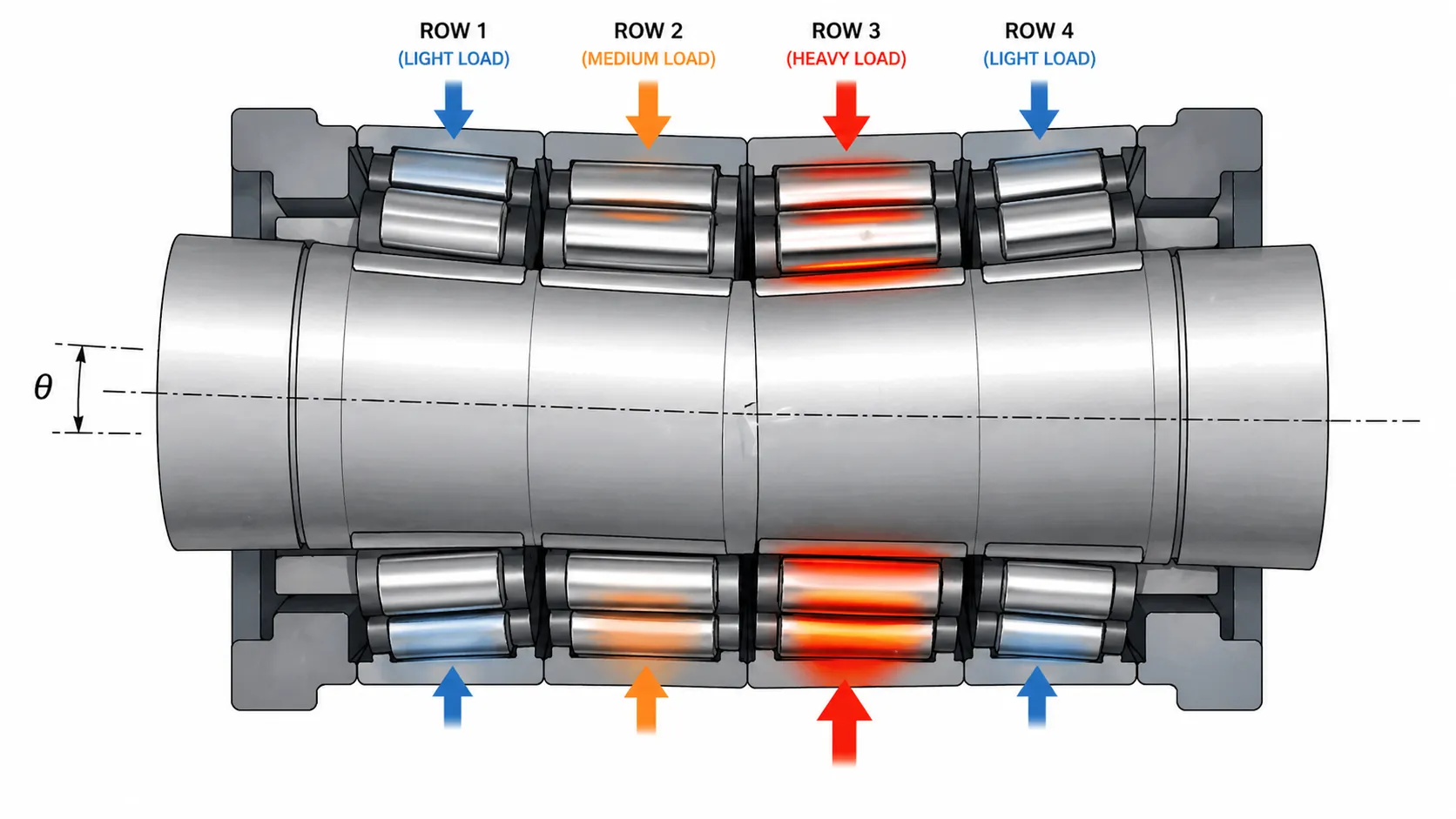
Distribusi beban yang tidak merata tidak hanya meningkatkan tegangan pada rol yang terdampak. Hal itu dapat melipatgandakan tekanan kontak dengan faktor yang memangkas umur servis bearing secara dramatis. Dari perspektif produsen bearing, foto kegagalan yang paling berguna menunjukkan tanda beban di seluruh empat baris, bukan hanya area yang mengalami spalling. Tanda beban yang tidak merata tersebut mengungkap akar penyebab sebenarnya: kualitas bearing, kesalahan instalasi, keausan chock, atau misalignment operasional.
Bearing pinch roll menghadapi kombinasi yang sangat berat: tegangan strip tinggi, pembebanan impak saat strip memasuki celah gigitan, dan pembalikan beban yang cepat. Gaya-gaya dinamis ini persis adalah kondisi yang mempercepat siklus RCF.
3. Masuknya Air dan Pitting Korosi
Dari semua mekanisme kegagalan yang mengancam bearing taper empat baris di hot strip mill, masuknya air bisa dibilang yang paling menipu. Ia tidak mengumumkan dirinya dengan kebisingan atau getaran. Ia bekerja secara diam-diam, mendegradasi permukaan bearing selama berhari-hari atau berminggu-minggu sebelum kerusakan menjadi terlihat.
Finishing stand sangat rentan. Air pendingin bertekanan tinggi diaplikasikan langsung ke work roll untuk mengontrol suhu strip dan mempertahankan toleransi dimensi. Lingkungan semprotan agresif tersebut memberikan tekanan besar pada seal roll neck. Ketika seal aus, retak, atau tidak duduk dengan benar, air menemukan jalur masuk ke housing bearing.
Bagaimana kelembaban berubah menjadi kerusakan logam? Begitu air memasuki rakitan bearing, dua proses destruktif dimulai hampir bersamaan:
- Etching, sebentuk pitting korosif yang disebabkan oleh pembentukan karat pada permukaan raceway dan rol. Apa yang dimulai sebagai oksidasi permukaan mikroskopis berkembang menjadi pitting yang terlihat dan mengompromikan geometri kontak halus yang menjadi tumpuan bearing.
- Kerusakan film pelumas: kontaminasi air mengurangi viskositas dan kapasitas daya dukung beban dari film grease atau oli yang memisahkan elemen gelinding dari raceway. Analisis Noria mengenai kontaminasi air dalam oli melaporkan bahwa kandungan air sekecil 1% dalam pelumas dapat mengurangi umur servis journal-bearing hingga 90%, dan air merusak kekuatan film oli pada rolling-element bearing jauh sebelum ambang tersebut tercapai (Noria — Water In Oil Contamination, Diakses 2026-05).
Jalur menuju line spalling. Pitting dan etching menciptakan titik konsentrasi tegangan di sepanjang raceway. Di bawah siklus pembebanan berulang dari operasi mill normal, titik-titik tersebut merambat menjadi pola spall linier khas. Pola tersebut sering disalahidentifikasikan sebagai kerusakan kelelahan alih-alih akar penyebab sebenarnya: kontaminasi air. Menurut analisis industri bearing, masuknya air melalui seal yang rusak adalah kontributor utama berkurangnya umur servis pada unit taper empat baris di finishing stand.
Mencegah kegagalan bearing rol taper empat baris yang berulang di pabrik baja seperti Krakatau Steel atau Gunung Steel mengharuskan pemantauan kondisi seal diperlakukan dengan urgensi yang sama seperti inspeksi bearing itu sendiri. Seal yang gagal adalah kegagalan bearing yang sedang berlangsung.
4. Kerusakan Pelumasan dan Kerusakan Akibat Panas
Di antara penyebab umum kegagalan bearing taper di hot strip mill, pelumasan yang tidak memadai adalah yang paling sering diremehkan oleh tim perawatan. Data industri dari SKF dan Schaeffler menunjukkan bahwa pelumasan atau pelumasan ulang yang tidak tepat menyumbang 36% hingga 54% dari semua kegagalan bearing pada aplikasi industri berat (SKF Bearing damage and failure analysis, Diakses 2026-05; Schaeffler Rolling Bearing Damage WL 82 102, 2023). Itu berarti lebih dari satu dari tiga kerusakan dapat ditelusuri kembali ke sesuatu yang dapat dikontrol seperti pemilihan pelumas, volume, atau waktu aplikasi. Panduan pelumasan bearing kami membahas secara mendalam keputusan grease vs oli, jumlah pengisian, dan interval pelumasan ulang.
Mengapa panas adalah musuh sejati dari film pelumas? Suhu bearing naik selama pengerolan kontinu, dan di finishing stand suhu dapat naik tajam. Seiring kenaikan suhu, viskositas pelumas menurun. Film pelumas yang lebih tipis berarti kapasitas daya dukung beban yang berkurang antara elemen gelinding dan raceway. Kontak logam-ke-logam mulai terjadi secara intermiten, menghasilkan panas gesekan yang semakin mendegradasi pelumas. Ini adalah siklus yang mempercepat dirinya sendiri.
Berkurangnya ketebalan film adalah prekursor langsung menuju seizure katastrofik. Begitu ambang termal tersebut terlampaui, pemulihan tanpa intervensi hampir mustahil.
Salah mengidentifikasi keausan adhesif sebagai keausan abrasif adalah salah satu kesalahan diagnostik paling mahal yang dapat dilakukan tim perawatan mill: hal ini mengalihkan respons ke peningkatan filtrasi padahal masalah sebenarnya adalah kelaparan pelumasan.
Langkah-langkah penanggulangan yang terbukti dalam praktik:
- Grease viskositas tinggi dan tahan suhu tinggi yang secara khusus dirancang untuk aplikasi pabrik baja (grease EP dengan thickener lithium complex atau polyurea)
- Sistem pelumasan ulang otomatis yang memberikan volume presisi pada interval terjadwal, menghilangkan variabilitas manusia
- Pemilihan viskositas terkompensasi suhu: memilih pelumas berdasarkan suhu operasi aktual, bukan kondisi ambient
- Siklus flush-and-replenish untuk menghilangkan grease terkontaminasi sebelum degradasi bertambah parah
Satu catatan praktis dari pengalaman manufaktur kami. Over-greasing menciptakan masalahnya sendiri, menghasilkan kerugian churning dan panas. Presisi sama pentingnya dengan konsistensi.
5. Kontaminasi dari Mill Scale dan Debris
Mill scale, debris oksida besi halus yang endemik pada hot rolling, adalah ancaman abrasif yang konstan. Partikel mill scale yang masuk ke housing bearing menghasilkan keausan abrasif yang ditandai dengan micro-scratching di seluruh permukaan rol dan permukaan raceway. Kerusakan tampak sebagai permukaan kusam dan matte dengan scoring berarah.
Ini berbeda dari keausan adhesif yang disebabkan oleh seizure. Keausan adhesif menunjukkan transfer material antara permukaan yang bersentuhan, smearing, dan perubahan warna panas lokal. Mencampuradukkan keduanya mengarah pada tindakan korektif yang sepenuhnya salah. Kami menekankan perbedaan ini saat meninjau bearing gagal yang dikembalikan oleh pelanggan pabrik baja.
Cara Mengidentifikasi Akar Penyebab dari Pola Kerusakan
Memahami dengan tepat bagaimana sebuah bearing gagal sama kritisnya dengan mencegah kegagalan berikutnya. Analisis kerusakan terstruktur di hot strip mill mengandalkan sistem klasifikasi terstandarisasi, termasuk ISO 15243:2017, yang mengkategorikan kerusakan rolling bearing ke dalam kode sistematis yang dapat digunakan engineer perawatan untuk menelusuri kegagalan kembali ke akar penyebab.
Pola Spalling
Spalling klasik yang diinisiasi dari subsurface akibat rolling contact fatigue tampak sebagai penghilangan material berbentuk kawah tidak beraturan pada raceway. Kedalaman dan distribusi spalling di seluruh empat baris menunjukkan apakah beban terdistribusi merata atau terkonsentrasi akibat misalignment.
Line Spalling
Pola spall linier yang berjalan sejajar dengan arah gelinding adalah karakteristik kerusakan akibat kontaminasi air. Lubang korosi yang diciptakan oleh etching bertindak sebagai stress riser yang merambat di bawah pembebanan siklik menjadi jejak linier yang khas ini.
Korosi dan Etching
Noda berwarna karat, pitting permukaan, dan bercak abu-abu kusam pada raceway dan rol menunjukkan paparan kelembaban. Pada bearing finishing stand, pola kerusakan ini hampir selalu dapat ditelusuri kembali ke kegagalan seal dan masuknya air pendingin.
Smearing dan Keausan Adhesif
Transfer material antara permukaan rol dan raceway, disertai perubahan warna akibat panas (warna biru atau kuning jerami), menunjukkan kontak logam-ke-logam akibat kegagalan film pelumas. Ini adalah tanda khas kelaparan pelumasan atau kerusakan termal.
Tanda Beban Tidak Merata
Pola keausan asimetris di seluruh empat baris adalah indikator paling jelas dari misalignment atau keausan chock. Cari tanda kontak yang lebih berat pada satu atau dua baris dan tanda minimal pada baris lainnya. Bagi pelanggan pabrik baja, kegagalan berulang di stand yang sama harus memicu peninjauan kondisi seal, catatan pelumasan, geometri roll neck, dan keausan chock sebelum mengganti bearing.

Bagaimana Cara Mencegah Kegagalan Bearing Rol Taper Empat Baris?
Pola kerusakan yang diidentifikasi melalui analisis terstruktur tidak hanya mendiagnosis masalah. Pola tersebut secara langsung menginformasikan langkah penanggulangan mana yang benar-benar efektif. Hot strip mill modern mengadopsi strategi pertahanan berlapis, menargetkan akar penyebab daripada sekadar mengganti bearing lebih cepat.
Tingkatkan Integritas Seal
Pergeseran perangkat keras paling signifikan adalah perpindahan menuju bearing rol taper empat baris sealed-clean. Seal yang dipasang di pabrik menghilangkan jalur utama masuknya air, mengatasi mode kegagalan kontaminasi pada sumbernya daripada di hilir. Untuk mill yang beroperasi di lingkungan air pendingin agresif, kondisi seal harus diperiksa pada setiap pergantian rol, bukan hanya ketika kegagalan terjadi.
Verifikasi Alignment Roll Neck dan Chock
Misalignment adalah akselerator tunggal paling umum dari kegagalan bearing prematur. Verifikasi harus mencakup:
- Pengukuran runout roll neck sebelum instalasi bearing
- Inspeksi bore chock untuk keausan atau kerusakan
- Pemeriksaan alignment housing terhadap permukaan referensi mill stand
- Verifikasi kelonggaran ekspansi termal untuk posisi stand spesifik
Gunakan Pelumas Suhu Tinggi
Pemilihan pelumas harus didasarkan pada suhu operasi aktual pada posisi bearing, bukan kondisi ambient mill. Dipasangkan dengan sistem pelumasan ulang otomatis yang mempertahankan ketebalan film yang konsisten selama kampanye pengerolan kontinu, pemilihan pelumas yang tepat mengatasi kategori tunggal terbesar dari kegagalan bearing yang dapat dicegah.
Pantau Getaran dan Suhu
Dalam analisis getaran, frekuensi defek karakteristik untuk outer race, inner race, elemen gelinding, dan cage dapat muncul sebelum kerusakan terlihat ditemukan saat inspeksi pembongkaran. Mill yang menerapkan monitoring getaran kontinu pada roughing stand dan finishing stand awal dapat mendeteksi defek yang berkembang sebelum kegagalan katastrofik. Peringatan dini itu menciptakan jendela penjadwalan yang diperlukan untuk menghindari penghentian tak terencana.
Tren termal menangkap kegagalan pelumasan sebelum meningkat menjadi spalling katastrofik. Kenaikan suhu mendadak pada posisi bearing sering kali merupakan tanda pertama yang dapat dideteksi dari kerusakan film.
Audit Bearing Selama Pergantian Rol
Setiap pergantian rol adalah kesempatan inspeksi. Tim perawatan harus mendokumentasikan:
- Kondisi visual seal dan dudukan seal
- Warna, konsistensi, dan tingkat kontaminasi pelumas
- Pola keausan yang terlihat pada permukaan raceway yang dapat diakses
- Kondisi permukaan roll neck (scoring, fretting, korosi)
Data ini, yang dikumpulkan dari beberapa kali pergantian rol, membangun riwayat tren yang mengubah perawatan reaktif menjadi strategi prediktif.
Yang Perlu Diperiksa Sebelum Memilih Bearing Rol Taper Empat Baris Pengganti
Sebelum mengganti bearing roll neck yang gagal, tim perawatan dan pengadaan harus meninjau setiap parameter di bawah ini. Tujuannya adalah memastikan bahwa pengganti mengatasi akar penyebab kegagalan sebelumnya, bukan hanya gejalanya.
| Parameter | Yang Perlu Diverifikasi | Mengapa Penting |
|---|---|---|
| Nomor model bearing | Kecocokan dengan gambar atau katalog OEM | Memastikan kompatibilitas dimensi dan rating beban |
| Diameter dan toleransi roll neck | Kelas fit terukur | Fit bore/poros menentukan preload awal |
| Desain dan kondisi bore chock | Inspeksi permukaan dan dimensi | Chock yang aus mempercepat misalignment |
| Kondisi beban radial dan aksial | Beban operasi spesifik stand | Memilih antara arsitektur silinder dan taper |
| Rentang kecepatan gelinding | Data jadwal produksi | Memengaruhi rezim pelumasan dan desain cage |
| Suhu operasi | Termografi posisi bearing | Menentukan pemilihan kelas viskositas pelumas |
| Metode pelumasan | Grease, oil-air, atau circulating oil | Menentukan tipe seal dan interval pelumasan ulang |
| Struktur dan kondisi seal | Inspeksi bibir dan dudukan seal | Pertahanan utama terhadap masuknya air |
| Pola kegagalan sebelumnya | Foto kerusakan di seluruh empat baris | Mengungkap apakah akar penyebabnya bearing atau sistem |
| Interval servis yang dibutuhkan | Target jadwal pergantian rol | Menetapkan target perhitungan umur L10 |
| Kelas presisi | Standar aplikasi (P0/P6/P5) | Memengaruhi getaran dan akurasi dimensi |
| Material dan perlakuan panas | Through-hardened atau case-hardened | Kritis untuk lingkungan high-shock |
Bearing yang gagal akibat misalignment akan gagal lagi jika hanya bearing yang diganti tanpa memperbaiki kondisi alignment. Logika yang sama berlaku untuk setiap parameter dalam daftar ini.
Untuk perbandingan detail bearing rol taper empat baris vs. silinder untuk posisi mill stand yang berbeda, lihat panduan perbandingan arsitektur bearing kami. Untuk panduan lengkap pemilihan, pelumasan, dan perawatan, lihat panduan definitif kami untuk bearing rolling mill.
Pertanyaan yang Sering Diajukan
T: Apa mode kegagalan paling umum pada bearing rol taper empat baris?
Rolling contact fatigue (RCF) secara konsisten diidentifikasi sebagai mode kerusakan utama dalam investigasi bearing roll neck, terutama di roughing stand dan intermediate stand yang menanggung beban radial dan aksial berat. RCF dipercepat ketika misalignment mengonsentrasikan beban ke satu atau dua baris alih-alih mendistribusikannya merata di seluruh empat baris.
T: Bagaimana masuknya air merusak bearing hot strip mill?
Air pendingin bertekanan tinggi di finishing stand menyerang seal yang terdegradasi dan masuk ke housing bearing. Begitu berada di dalam, air menyebabkan etching (pitting korosif pada raceway dan rol) dan merusak film pelumas. Pitting bertindak sebagai stress riser, merambat menjadi line spalling khas di bawah siklus beban berulang.
T: Berapa persen kegagalan bearing yang berasal dari masalah pelumasan?
SKF dan Schaeffler mengaitkan 36-54% kegagalan bearing pada aplikasi industri berat dengan pelumasan yang tidak tepat: kelas grease yang salah, volume tidak cukup, kontaminasi, atau interval pelumasan ulang yang terlewat. Hal itu menjadikan pelumasan kategori tunggal terbesar yang dapat dicegah, jauh di atas kelelahan atau misalignment sebagai akar penyebab tersendiri.
T: Bagaimana cara membedakan keausan adhesif dari keausan abrasif pada bearing yang dikembalikan?
Keausan abrasif, yang disebabkan oleh mill scale dan debris, tampak sebagai permukaan kusam dan matte dengan micro-scratching berarah. Keausan adhesif, yang disebabkan oleh kegagalan pelumasan atau seizure, menunjukkan transfer material antara rol dan raceway, smearing, dan perubahan warna panas berwarna biru atau kuning jerami. Salah mengidentifikasi keduanya mengarah pada tindakan korektif yang salah.
T: Apa itu ISO 15243 dan mengapa penting untuk analisis kegagalan bearing?
ISO 15243 adalah standar internasional yang mengklasifikasikan kerusakan rolling bearing ke dalam kategori sistematis: kelelahan, keausan, korosi, erosi listrik, deformasi plastis, dan fraktur. Menggunakan kode ISO 15243 selama pembongkaran mengubah penggantian reaktif menjadi investigasi akar penyebab dan memungkinkan tim perawatan melacak tren pola kegagalan di seluruh mill stand.
T: Seberapa sering bearing rol taper empat baris harus diinspeksi di hot strip mill?
Setiap pergantian rol adalah kesempatan inspeksi, dan kondisi seal, status pelumas, dan keausan yang terlihat harus didokumentasikan setiap kali chock dikeluarkan. Monitoring getaran dan suhu kontinu pada stand kritis dapat menangkap defek yang berkembang di antara inspeksi terjadwal, sering kali berminggu-minggu sebelum kegagalan akan menjadi terlihat.
Poin Utama untuk Mencegah Kegagalan Bearing Roll Neck
- Rolling contact fatigue adalah mode kerusakan yang paling umum diamati, dipercepat oleh misalignment yang mengonsentrasikan beban ke satu atau dua baris.
- Masuknya air melalui seal yang terdegradasi menyebabkan pitting korosi dan line spalling, terutama di finishing stand dengan air pendingin agresif.
- Kegagalan pelumasan menyumbang lebih dari sepertiga dari semua kegagalan bearing industri. Pelumasan ulang otomatis dan pemilihan viskositas terkompensasi suhu adalah langkah penanggulangan paling efektif.
- Analisis pola kerusakan menggunakan klasifikasi terstandarisasi (ISO 15243) mengubah pembongkaran reaktif menjadi investigasi akar penyebab.
- Integritas seal dan alignment presisi adalah dua variabel yang paling konsisten memisahkan mill berkinerja tinggi dari yang reaktif.
Dari Mana Anda Harus Memulai untuk Mengurangi Pergantian Rol Tak Terencana?
Kegagalan bearing di hot strip mill sebagian besar dapat dicegah ketika tim memahami mekanika di baliknya. Langkah selanjutnya yang paling jelas adalah audit akar penyebab pada inventaris bearing Anda saat ini. Periksa pola keausan, catatan pelumasan, dan data kondisi seal selagi biayanya masih diukur dalam jam kerja, bukan kehilangan produksi.
Analisis kerusakan terstruktur mengubah kegagalan bearing dari keadaan darurat yang tidak dapat diprediksi menjadi masalah rekayasa yang terkelola dan berbasis data.
Jika hot strip mill Anda mengalami kegagalan bearing roll neck berulang, ANDE Bearing dapat membantu meninjau model bearing, kondisi operasi, foto kegagalan, dan persyaratan penggantian Anda.
Kirimkan kepada kami:
- Model bearing atau gambar teknis
- Foto bearing yang gagal (permukaan raceway dan tanda beban di seluruh empat baris)
- Posisi stand aplikasi
- Suhu operasi dan metode pelumasan
- Interval kegagalan dan pola kerusakan sebelumnya
- Kuantitas yang dibutuhkan
Tim engineering kami mengevaluasi apakah masalah terkait dengan pemilihan bearing, sealing, pelumasan, alignment, atau kondisi operasi, dan merekomendasikan spesifikasi pengganti yang tepat untuk mill Anda.
Jelajahi seri bearing rol taper empat baris kami, telusuri rangkaian produk bearing rolling mill lengkap, atau hubungi tim engineering kami untuk konsultasi teknis.
Tentang Penulis
Jeff Li menulis tentang rekayasa dan aplikasi bearing untuk ANDE Bearing. Terhubung di LinkedIn.
Sumber dan Bacaan Lebih Lanjut
- SKF, Bearing damage and failure analysis (skf.com/group/support/bearings/bearing-damage-and-failure-analysis, Diakses 2026-05)
- Schaeffler, Rolling Bearing Damage (Publikasi WL 82 102, Schaeffler Technologies, 2023)
- ISO 15243:2017, Rolling bearings — Damage and failures — Terms, characteristics and causes (iso.org/standard/59619.html, International Organization for Standardization, Diakses 2026-05)
- Noria Corporation, Water In Oil Contamination (machinerylubrication.com/Read/192/water-contamination-grease, Practicing Oil Analysis, Diakses 2026-05)
- Laporan pembongkaran industri dan studi kontaminasi pelumas yang mencakup bearing roll neck dan pinch roll hot strip mill


