
Para medir un rodamiento, se registran tres dimensiones en milímetros: el diámetro interior (agujero, d), el diámetro exterior (D) y la anchura (B para rodamientos radiales o T para rodamientos cónicos). Con esos tres números, sumados al tipo de rodamiento, se puede identificar prácticamente cualquier rodamiento de rodadura estándar en producción hoy en día. Las dimensiones de contorno están reguladas por la ISO 15 para rodamientos radiales y por la ISO 355 para rodamientos métricos de rodillos cónicos.
Esta guía recorre el procedimiento de medición, las herramientas que se deben usar, los errores comunes que llevan a los compradores a pedir el repuesto equivocado y cómo contrastar los valores medidos con la designación impresa del rodamiento.
Puntos clave
- Todo rodamiento estándar se define por tres dimensiones: diámetro interior (d), diámetro exterior (D) y anchura (B o T).
- Use un calibre digital para dimensiones nominales; use un micrómetro cuando importe la precisión (la tolerancia del diámetro interior para un rodamiento de clase P0 suele ser de solo unas pocas micras según la ISO 492).
- Los dos últimos dígitos de la mayoría de los números de rodamiento codifican el tamaño del diámetro interior en milímetros según el sistema de código de agujero de la ISO 15, una forma rápida de verificar la medición física.
- Mida siempre a temperatura ambiente; la dilatación térmica del acero para rodamientos es de aproximadamente 11–12 μm por metro por °C, suficiente para sacar de tolerancia un rodamiento de precisión si se mide caliente.
- Los rodamientos de rodillos cónicos usan T (anchura total ensamblada), no B, porque la copa y el cono son separables.
¿Cuáles son las tres dimensiones de un rodamiento?
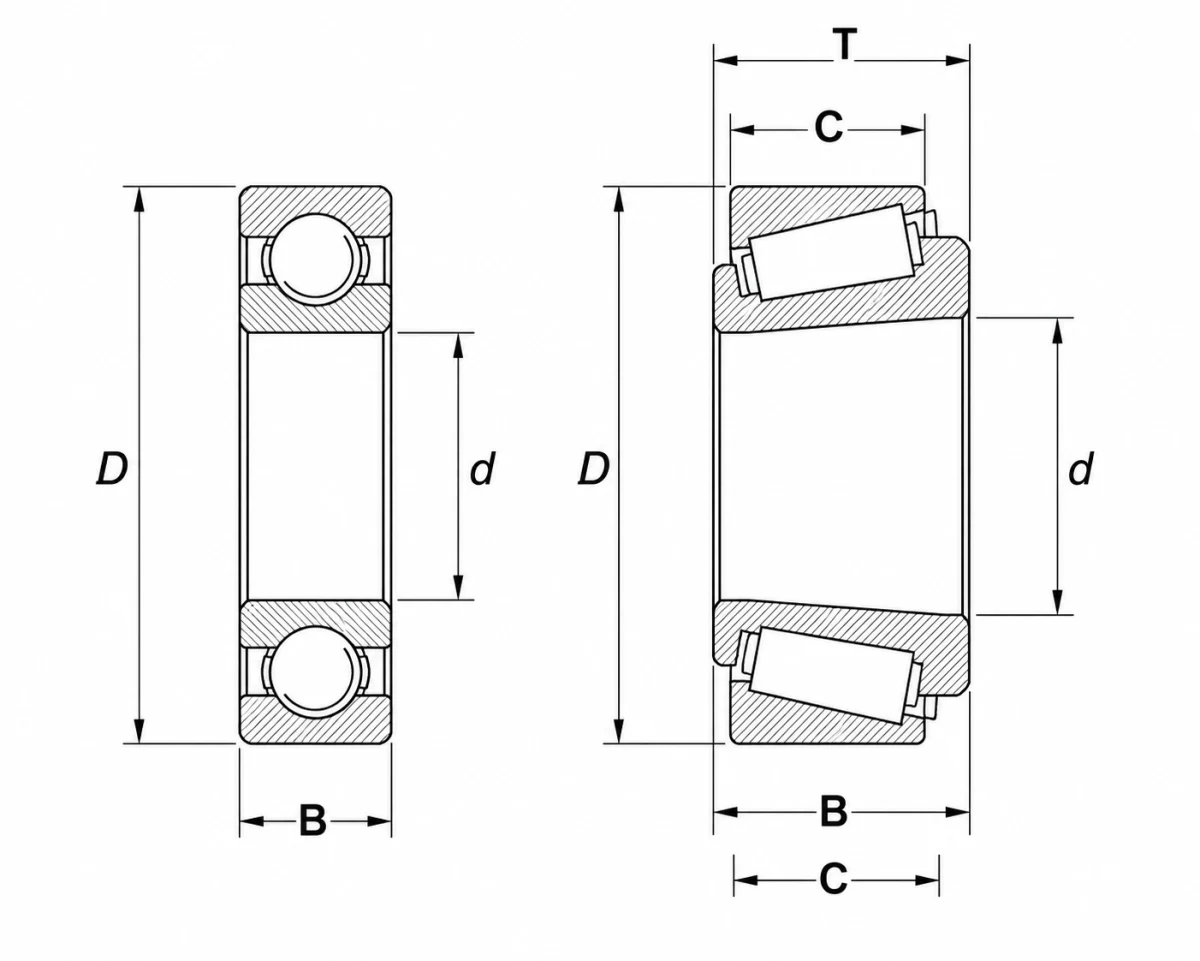
Todo rodamiento de rodadura estándar se define por tres dimensiones de contorno en milímetros: diámetro interior, diámetro exterior y anchura. Estos tres números son los que codifica la norma de dimensiones de contorno ISO 15, y son los que cada gran fabricante (SKF, NSK, Schaeffler/FAG, NTN, Timken) lista en la cabecera de cada página de catálogo.
- Diámetro interior (agujero, d): el diámetro del orificio que se ajusta al eje. Es la dimensión más importante porque establece el ajuste con el eje.
- Diámetro exterior (D): el diámetro de la superficie externa del rodamiento, que se aloja dentro del agujero del soporte.
- Anchura (B): para rodamientos radiales, el espesor axial del rodamiento medido entre las dos caras laterales.
En los rodamientos de rodillos cónicos la geometría es distinta y los símbolos cambian en consecuencia:
- T es la anchura total del conjunto ensamblado (copa + cono + paquete de rodillos).
- B es la anchura solo del cono (anillo interior).
- C es la anchura solo de la copa (anillo exterior).
Esta distinción es importante porque la copa y el cono de un rodamiento de rodillos cónicos se suministran como componentes separables: medir solo el cono y reportarlo como la anchura del rodamiento es uno de los errores de pedido más frecuentes. Para entender por qué existe esta geometría, consulte nuestra guía sobre rodamientos de rodillos cónicos vs. cilíndricos.
¿Qué herramientas necesita para medir un rodamiento?
Para la mayoría de los trabajos de reemplazo e inspección, tres instrumentos de medición cubren aproximadamente el 95% de los casos. La elección depende de qué tan ajustada sea la tolerancia y de qué tan grande sea el rodamiento.
| Herramienta | Cuándo usarla | Resolución típica |
|---|---|---|
| Calibre digital (0–150 mm) | Rodamientos radiales estándar hasta ~140 mm de diámetro exterior | 0.01 mm |
| Calibre digital (0–300 mm) | Rodamientos más grandes, unidades montadas, soportes de pie | 0.01 mm |
| Micrómetro de exteriores / interiores | Rodamientos de precisión (P5, P4, P2 según ISO 492) | 0.001 mm |
| Comparador de interiores o micrómetro interior de tres puntos | Diámetros interiores de anillo mayores de 50 mm donde la precisión del calibre se degrada | 0.001 mm |
| Calibre de profundidad o varilla de profundidad del calibre | Anchura B y anchuras de cónicos T, B, C | 0.01 mm |
Un calibre digital estándar es suficiente para identificar el tamaño nominal. Si está inspeccionando un rodamiento de husillo de precisión o investigando un problema de ajuste, el calibre no será adecuado: la tolerancia del diámetro interior para un rodamiento de clase P0 según la ISO 492 suele ser solo de +0/-8 μm a +0/-15 μm según el tamaño, muy por debajo de la resolución del calibre.
Mida siempre a temperatura ambiente (20 °C / 68 °F), la temperatura de referencia para las tolerancias de rodamientos de la ISO y de la ABMA. El acero para rodamientos se dilata aproximadamente 11–12 μm por metro por °C: el coeficiente de dilatación térmica lineal es ≈ 11.5 × 10⁻⁶ /°C para acero de rodamientos templado en masa como el AISI 52100 / GCr15 (AZoM). Un agujero de 100 mm medido a 30 °C lee unos 12 μm más grande que el mismo rodamiento a 20 °C, suficiente para distorsionar una verificación de precisión.
Cómo medir un rodamiento: paso a paso
El procedimiento siguiente asume que ha desmontado el rodamiento de la máquina, lo ha limpiado de grasa y suciedad y ha dejado que vuelva a temperatura ambiente. Si el rodamiento todavía está prensado sobre un eje, podrá medir el diámetro exterior y la anchura, pero no el diámetro interior.
Paso 1 — Limpiar el rodamiento
Limpie toda la grasa y los residuos con un paño que no deje pelusa. Las partículas atrapadas bajo las mordazas del calibre o entre el agujero y los topes del comparador introducen errores de 50 μm o más. Para rodamientos muy contaminados, use un desengrasante o un baño de queroseno y luego seque a fondo. Nunca mida un rodamiento mientras esté caliente por la operación.
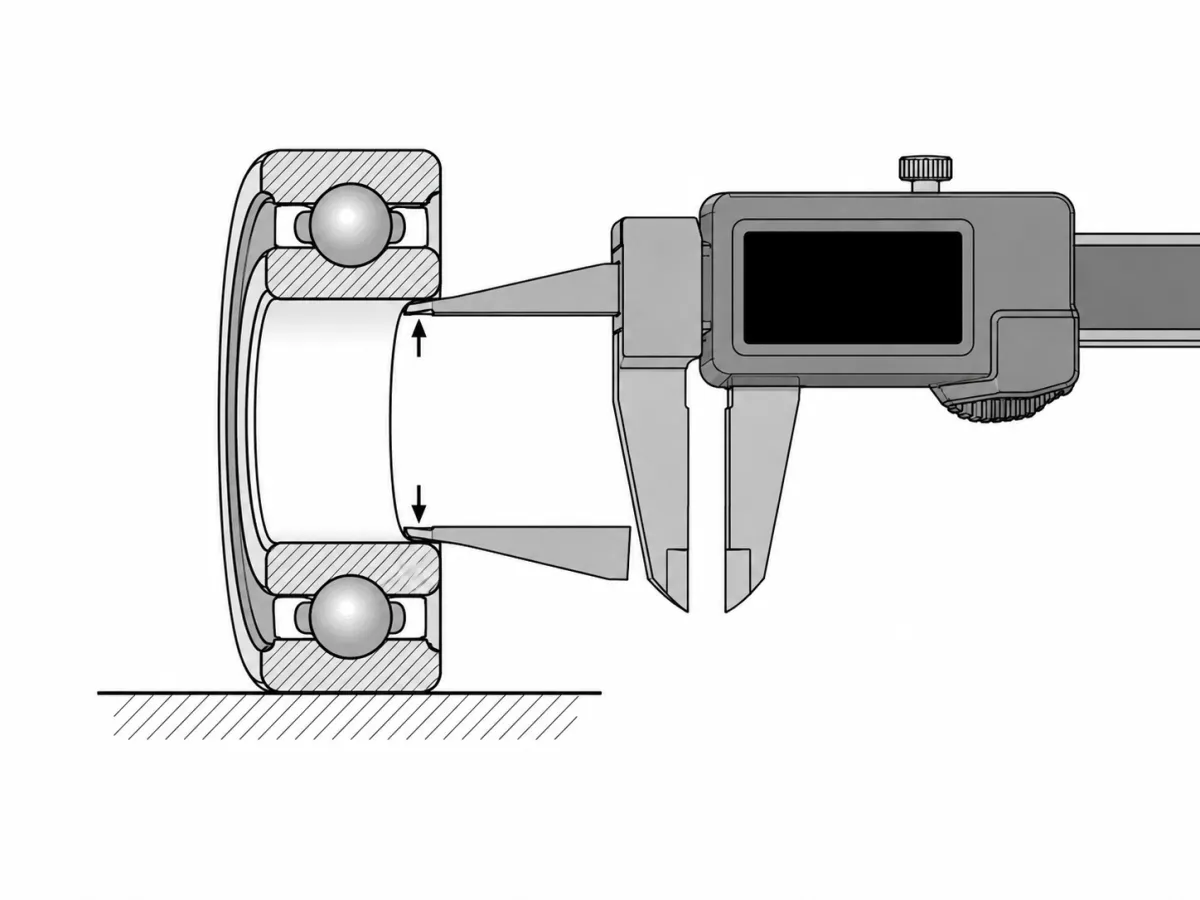
Paso 2 — Medir el diámetro interior (d)
Abra las mordazas del calibre y deslice las puntas de medición interior dentro del agujero. Balancee suavemente el calibre para encontrar la lectura máxima; ese es el diámetro real en esa orientación. Tome tres mediciones a intervalos aproximados de 120° para detectar cualquier desviación de redondez, y anote tanto la lectura máxima como la mínima.
Para un agujero estándar de anillo interior, la ISO 492 especifica una desviación superior de cero con una desviación inferior negativa. En otras palabras, el agujero solo puede ser más pequeño que el nominal, nunca más grande. Para verificar la aceptación, el diámetro mayor medido no debe superar el diámetro interior nominal, y el menor no debe caer por debajo de la tolerancia inferior. Para un control rápido contra el límite superior, registre la lectura mayor de las tres, no la menor.
Para rodamientos con más de unos 50 mm de diámetro interior, el calibre digital comienza a perder precisión por la flexión de las mordazas. Cambie a un micrómetro de interiores o a un comparador de interiores de tres puntos para cualquier tamaño superior o para cualquier rodamiento de clase de precisión.
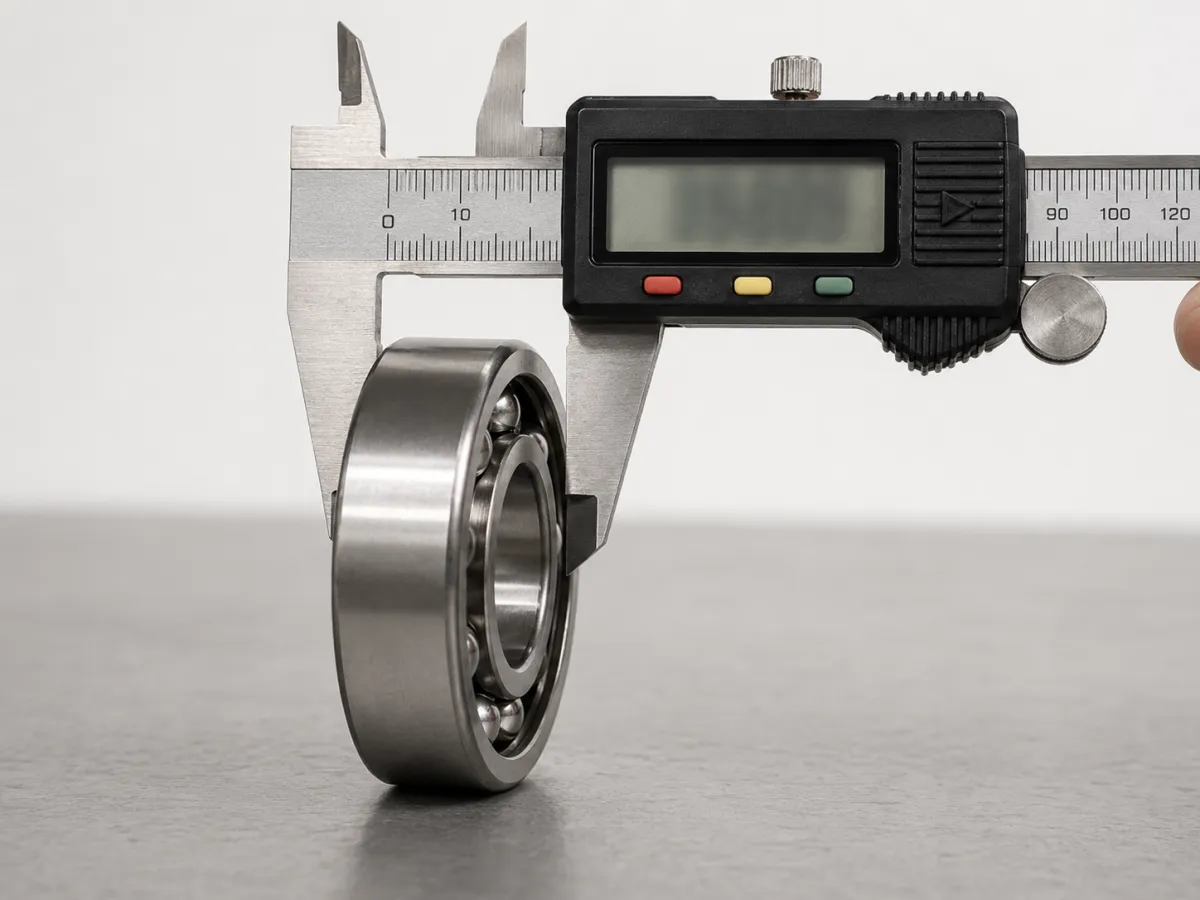
Paso 3 — Medir el diámetro exterior (D)
Use las superficies de medición exteriores (mordazas) del calibre. Nuevamente, tome lecturas en tres puntos separados 120° alrededor de la circunferencia y promédielas. El anillo exterior suele ser la dimensión más fácil de medir con precisión porque es totalmente accesible y no presenta obstrucciones.
Paso 4 — Medir la anchura (B o T)
Coloque el rodamiento en posición vertical sobre una superficie plana y use la varilla de profundidad o las superficies de medición del calibre a través de las dos caras laterales. Para un rodamiento rígido de bolas o un rodamiento de rodillos cilíndricos, esto le dará B directamente.
Para un rodamiento de rodillos cónicos, debe decidir qué anchura está midiendo:
- Si la copa y el cono siguen ensamblados con los rodillos en su sitio, está midiendo la anchura total T.
- Si está midiendo el cono solo (separado), está midiendo B.
- Si está midiendo la copa sola, está midiendo C.
Las páginas de catálogo listan las tres dimensiones para los rodamientos cónicos; con fines de reemplazo, T (o las dimensiones de contorno d × D × T) es la cifra que se debe igualar.
Paso 5 — Contrastar con el número del rodamiento
Antes de pedir un reemplazo, decodifique el número de rodamiento impreso en el anillo exterior (más sobre esto en la siguiente sección). Los dos últimos dígitos de la mayoría de las designaciones métricas de rodamientos codifican el tamaño del diámetro interior, así que una consulta rápida confirma si su medición física es correcta. Si el número impreso indica que el agujero es de 30 mm y su calibre marca 29.7 mm, algo no cuadra. El rodamiento puede ser no estándar, estar muy desgastado o su medición puede ser errónea — investigue antes de hacer el pedido.
¿Cómo se leen los números de los rodamientos para hallar el tamaño?
La mayoría de los rodamientos de rodadura métricos codifican el tamaño del diámetro interior directamente en los dos últimos dígitos del número del rodamiento, según el sistema de designación de la ISO 15. Esta es la forma más rápida de identificar un rodamiento sin ninguna herramienta — siempre que las marcas todavía sean legibles.
La regla del código de agujero (los dos últimos dígitos de la designación básica):
| Código de agujero | Diámetro interior (mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04 y superior | código de agujero × 5 |
Así, un rodamiento marcado 6204 tiene un diámetro interior de 20 mm (04 × 5). Un rodamiento marcado 6206 tiene un diámetro interior de 30 mm (06 × 5). Un rodamiento marcado 22220 es un rodamiento de rodillos esféricos con un diámetro interior de 100 mm (20 × 5).

Excepciones del código de agujero
La regla tiene excepciones:
- Diámetros interiores menores de 10 mm se indican explícitamente (por ejemplo, 608 = agujero de 8 mm).
- Diámetros interiores de 500 mm en adelante se escriben completos con un sufijo separado por barra (por ejemplo, 6/500 = agujero de 500 mm).
- Rodamientos en serie pulgada (comunes en rodamientos de rodillos cónicos bajo el sistema de designación Timken) usan una convención de codificación completamente distinta basada en números de serie básicos y no siguen la regla milimétrica anterior.
Los demás dígitos de la designación indican la serie y el tipo del rodamiento. Por ejemplo, en 6206:
- 6 = tipo de rodamiento (rodamiento rígido de bolas, una hilera).
- 2 = serie de dimensiones (relacionada con las relaciones de anchura y diámetro exterior según la ISO 15).
- 06 = código de agujero → diámetro interior de 30 mm.
Por eso un comprador con experiencia puede leer en voz alta un número de rodamiento y saber inmediatamente si es del tamaño correcto, incluso antes de tener el rodamiento en la mano. Para más información sobre los tipos de rodamientos cubiertos por estas designaciones, vea diferentes tipos de rodamientos.
Errores comunes al medir rodamientos
Estos son los modos de fallo que vemos con más frecuencia cuando los compradores nos envían mediciones para hacer una referencia cruzada. Cada uno de ellos le ha costado a algún cliente real un nuevo pedido o un montaje con la especificación equivocada.
Lo que vemos en nuestra bandeja de referencias cruzadas. De las aproximadamente 200 últimas solicitudes de medición que nuestro equipo técnico atendió a comienzos de 2026, el error de chaflán-vs-superficie-cilíndrica (apartado #6 más abajo) representó el grupo más grande de correos sobre "medición errónea": mordazas del calibre apoyadas sobre el chaflán de la cara del anillo exterior, devolviendo un diámetro exterior 0,3 a 0,6 mm mayor que el valor real en rodamientos con DE entre 50 y 120 mm. La confusión entre cono y ancho total en rodamientos cónicos (apartado #2) fue el segundo error más común, casi siempre en sustituciones de buje de rueda automotriz donde el cono original seguía en el buje y solo la copa se había enviado para inspección.
1. Medir un rodamiento desgastado como si fuera el tamaño nominal. Un rodamiento que ha funcionado durante años puede tener un diámetro interior que se ha ensanchado por desgaste entre 50 y 200 μm. Contraste siempre con el número de rodamiento impreso en lugar de tratar la dimensión desgastada como el tamaño original.
2. Confundir B con T en rodamientos de rodillos cónicos. Reportar la anchura del cono B como anchura del rodamiento T lleva a pedir un reemplazo demasiado estrecho para el alojamiento. Mida siempre el rodamiento ensamblado con la copa y el cono juntos para obtener T, o consulte T en el catálogo una vez que conozca la designación básica.
3. Medir en caliente. Un rodamiento extraído de una máquina que opera a 70 °C leerá unos 50 μm más en una dimensión de 100 mm que el mismo rodamiento a temperatura ambiente. Espere a que se enfríe antes de medir dimensiones de precisión.
4. Usar un calibre desgastado o sin calibrar. Verifique el cero del calibre contra un bloque patrón o una referencia conocida antes de un trabajo de precisión. Un calibre mal calibrado puede tener un error de 50 μm o más, incluso cuando la lectura digital parezca segura.
5. Ignorar la clase de tolerancia. Dos rodamientos con dimensiones nominales idénticas pueden tener clases de tolerancia muy distintas según la ISO 492: P0 (normal), P6, P5, P4, P2, en orden creciente de precisión. Un husillo de alta velocidad que requiere P4 no puede sustituirse por un rodamiento P0 del mismo tamaño nominal. El sufijo de tolerancia aparece en la designación completa (por ejemplo, 7008 CDGA/P4A es un rodamiento de contacto angular de clase P4).
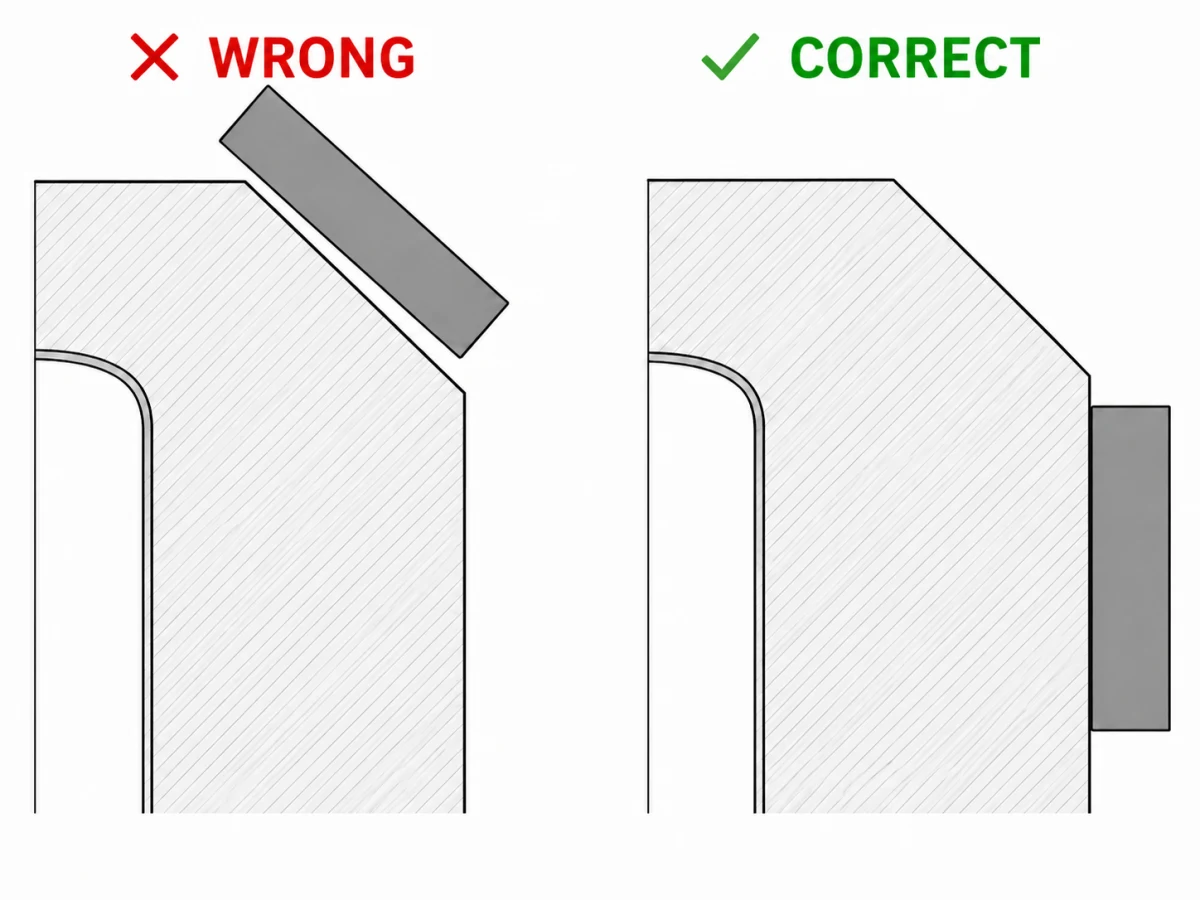
6. Medir el chaflán en lugar del diámetro interior o exterior. Los anillos de los rodamientos tienen pequeños chaflanes (definidos en la ISO 582) en cada arista. Si la mordaza del calibre se apoya en el chaflán en lugar de hacerlo sobre la superficie cilíndrica, la lectura será mayor que el diámetro interior real (el chaflán se abre hacia afuera en la cara) o menor que el diámetro exterior real (el chaflán estrecha el anillo en la cara), normalmente entre 0.1 y 1 mm según el tamaño del rodamiento. Asiente siempre las mordazas contra la superficie cilíndrica del lado de la pista de rodadura, no contra el borde achaflanado.
7. Medir el juego radial interno con un calibre. El juego radial interno (la libertad del anillo interior para moverse radialmente respecto al exterior) se mide con galgas de espesores o con calibres de juego especializados, no con calibres pie de rey. Los valores de juego estándar para los distintos tipos de rodamiento están definidos en la ISO 5753-1.
¿Qué pasa si no puede leer el número del rodamiento?
Si la designación impresa está desgastada, corroída o cubierta de pintura, debe basarse en la medición física. Tome las tres dimensiones de contorno (d, D, B o T), determine el tipo de elemento rodante si es visible (bola, rodillo cilíndrico, rodillo cónico, rodillo esférico, agujas), cuente el número de hileras y anote cualquier característica evidente (sellado, blindado, ranura para anillo elástico, anillo exterior con pestaña).
Cuando el equipo técnico de ANDE recorre este proceso para un cliente, esos datos suelen reducir la lista de candidatos a un puñado de designaciones — a menudo solo dos o tres. El contexto de la aplicación la acota aún más: si el rodamiento provenía de un tren de laminación, una máquina de papel o el eje principal de un aerogenerador, casi con seguridad será un rodamiento de rodillos esféricos, un rodamiento de rodillos cilíndricos o un rodamiento de rodillos cónicos.
Para rodamientos muy antiguos o no estándar (designaciones GOST rusas heredadas, series pulgada obsoletas, unidades especiales codificadas por OEM), la referencia cruzada del catálogo del fabricante es a veces la única forma de confirmar la pieza. ANDE Bearing mantiene búsquedas de referencia cruzada para SKF, NSK, FAG, Timken y otras designaciones de marcas principales — si tiene mediciones pero ningún número legible, suele ser más rápido enviar las dimensiones a un contacto técnico que adivinar.
Clases de tolerancia de rodamientos de un vistazo
Para trabajos de sustitución, la dimensión nominal es solo la mitad de la historia; la clase de tolerancia controla qué tan ajustado encaja el rodamiento en el eje y el alojamiento. La banda de tolerancia del calibre se reduce aproximadamente cuatro veces de P0 a P2; la tabla y la siguiente gráfica resumen las clases ISO 492 junto con sus equivalentes ABEC (tablas de tolerancia NSK).

| Clase ISO 492 | Clase ABMA equivalente | Aplicación típica |
|---|---|---|
| Normal (P0) | ABEC 1 | Industria general, reductores, motores eléctricos |
| P6 | ABEC 3 | Reductores de precisión, avances de máquinas-herramienta |
| P5 | ABEC 5 | Husillos de máquinas-herramienta, rodamientos de instrumentos |
| P4 | ABEC 7 | Husillos de alta velocidad, bombas de precisión |
| P2 | ABEC 9 | Husillos de ultraalta precisión, giroscopios |
Una clase de mayor precisión implica tolerancias más estrictas en el diámetro interior, exterior, anchura, excentricidad y forma de la pista de rodadura. El costo aumenta sustancialmente con cada escalón: un rodamiento de husillo P4 cuesta normalmente entre 3 y 10 veces el equivalente P0.
Preguntas frecuentes
P: ¿Cómo se miden los rodamientos sin retirarlos del eje?
Puede medir el diámetro exterior y la anchura total con un calibre mientras el rodamiento sigue instalado, pero no puede medir directamente el diámetro interior. La solución alternativa más fiable es leer el número de rodamiento impreso en el anillo exterior y decodificar el diámetro interior a partir de los dos últimos dígitos según la ISO 15. Si la marca es ilegible, puede ser necesario desmontar el rodamiento o usar un boroscopio para leer cualquier marca en el anillo interior.
P: ¿Cómo se mide un rodamiento de rodillos cónicos?
Mida el diámetro interior d del cono (anillo interior), el diámetro exterior D de la copa (anillo exterior) y la anchura total ensamblada T con la copa y el cono asentados juntos como en operación. Las fichas de catálogo siempre proporcionan T, B (anchura del cono) y C (anchura de la copa) por separado porque los componentes son separables. La dimensión a igualar para hacer un pedido es normalmente T junto con d y D.
P: ¿En qué unidades se miden las dimensiones de los rodamientos?
Los rodamientos estándar ISO y DIN están dimensionados en milímetros. Los rodamientos en serie pulgada — más comúnmente, los rodamientos de rodillos cónicos con designación Timken usados en aplicaciones automotrices y de equipo pesado norteamericanas — están dimensionados en pulgadas. Confirme siempre el sistema de unidades antes de hacer un pedido, especialmente para rodamientos destinados a vehículos o equipos diseñados originalmente en unidades inglesas.
P: ¿Qué tan precisa debe ser mi medición?
Para identificar un rodamiento estándar de clase P0 con fines de reemplazo, suele bastar con ±0.1 mm — los escalones dimensionales del catálogo ISO 15 son lo bastante grandes como para que un error de 0.1 mm rara vez le lleve al rodamiento equivocado. Para la inspección de un rodamiento de husillo de precisión o para verificar los ajustes de eje y alojamiento, necesita precisión de micrómetro (±1 μm) y un entorno de temperatura controlada.
P: ¿Puedo medir la capacidad de carga o la vida útil de un rodamiento?
No, esos valores se calculan, no se miden. Las capacidades de carga dinámica y estática (C y C₀) se derivan de la geometría del rodamiento y de las propiedades del material según la ISO 76 (estática) y la ISO 281 (dinámica). La vida útil se calcula a partir de la fórmula L₁₀: L₁₀ = (C/P)ᵖ millones de revoluciones, donde p = 3 para rodamientos de bolas y p = 10/3 para rodamientos de rodillos. El valor de C del catálogo es la cifra que se utiliza; no se puede determinar a partir de una medición con calibre.
Conclusión
Medir un rodamiento es un trabajo de cinco minutos una vez que se conocen las tres dimensiones — diámetro interior, diámetro exterior y anchura — y qué herramienta encaja con cada caso. Para un reemplazo rutinario, un calibre digital y el número de rodamiento impreso en el anillo exterior suelen ser todo lo que necesita; la regla del código de agujero de la ISO 15 (los dos últimos dígitos × 5 para códigos de agujero 04 y superiores) le permite contrastar la medición en segundos.
La trampa está en el trabajo de precisión, donde la exactitud del calibre no basta y la clase de tolerancia determina silenciosamente si el rodamiento nuevo encajará. Siempre que la aplicación sea un husillo de alta velocidad, un mecanismo de avance de precisión o cualquier rodamiento que lleve un sufijo de clase P en su designación, cambie a un micrómetro, trabaje a temperatura ambiente y verifique la clase de tolerancia antes de hacer el pedido.
Si está dimensionando un reemplazo y desea un segundo par de ojos sobre sus mediciones antes de hacer el pedido, el equipo técnico de ANDE Bearing realiza identificación por referencia cruzada y verificación de dimensiones a diario — no dude en enviar sus mediciones y cualquier foto de las marcas para confirmación.
Sobre el autor
Jeff Li escribe sobre ingeniería y aplicaciones de rodamientos para ANDE Bearing. Conecte en LinkedIn.


