
为轧机辊颈选错轴承结构,不只是缩短维护周期,而是直接让整条生产线停摆。四列圆锥滚子轴承和四列圆柱滚子轴承各自解决的是根本不同的工程问题,把错误的类型装到您的轧机机架上,是采购或维护团队可能犯下的最昂贵错误之一。热轧带钢轧机一小时的非计划停机,足以抹平多年压低轴承采购成本积攒下来的全部节余,因此这是一项工程决策,更是一项财务决策。
本指南拆解两种结构的差异,并在最关键的几个变量上进行性能对比,目标是给您一套能直接落地的选型框架,帮您为具体的轧机机架挑出对的那一种轴承。
关键要点
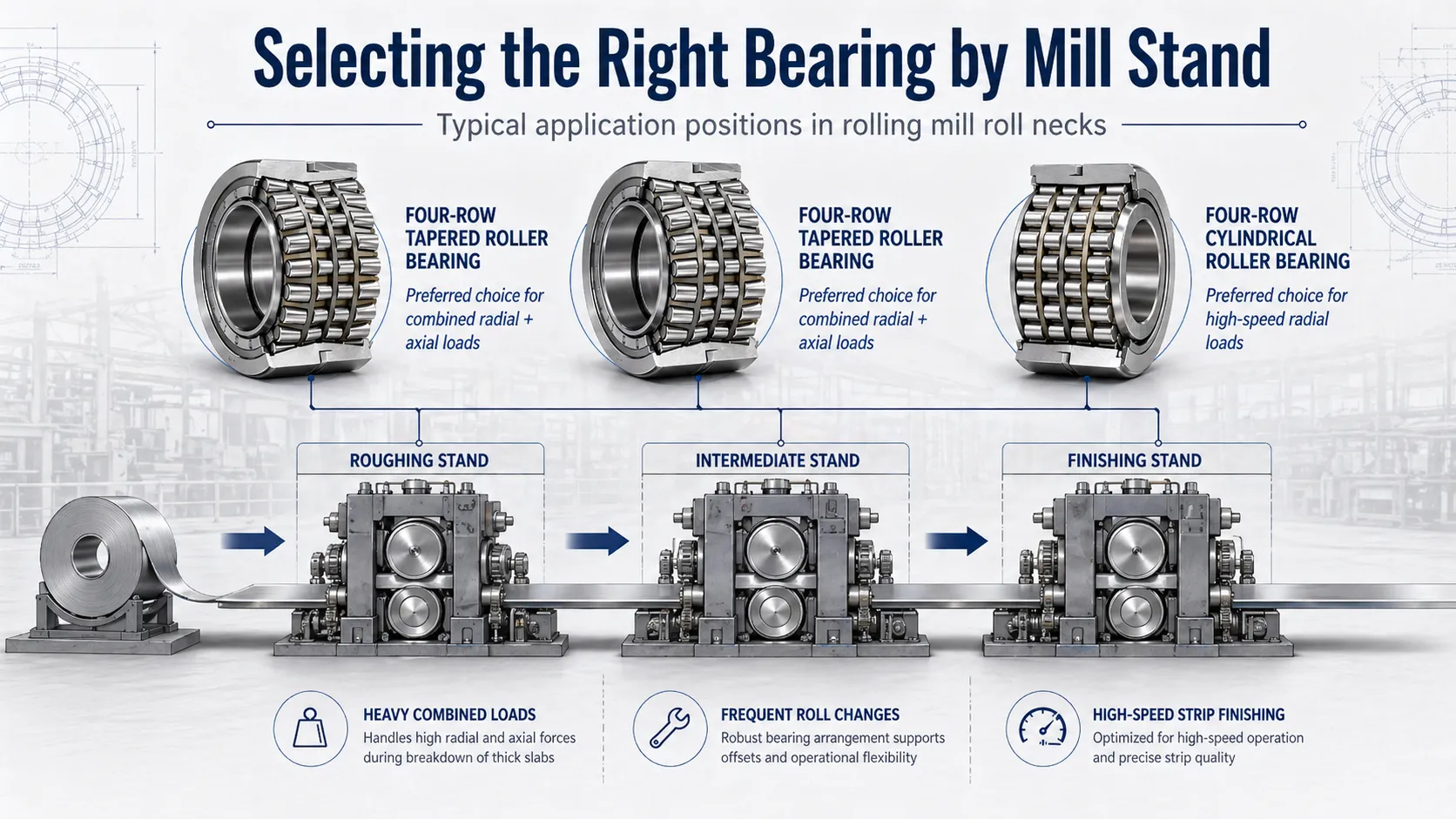
- 复合径向与轴向载荷为主的粗轧和中间机架,应使用四列圆锥滚子轴承。
- 转速与纯径向承载能力优先于轴向集成的精轧机架,应使用四列圆柱滚子轴承。
- 板坯进入热轧带钢轧机时温度高达 2,300–2,400°F(约 1,260–1,316°C)(AIST,2020),轴承座长期处在这种辐射热环境中工作。
- 没有哪一种结构是放之四海而皆准的。载荷分布、转速范围与轴承座设计必须先对齐,再下选型决定。

辊颈轴承的工况由哪些条件决定?
辊颈轴承长期处在严苛的热环境与重载工况之中。板坯在加热炉重新加热后进入热轧带钢轧机的温度高达 2,300–2,400°F(约 1,260–1,316°C),成品带钢的卷取温度也在 1,000–1,300°F(约 538–704°C)(AIST,2020)。这些热量会辐射进入轴承所在的轴承座。氧化铁皮、冷却水和工艺杂质对每一个暴露表面都形成持续侵蚀。每只轴承承受以数百吨计的径向载荷,并在整个生产周期内每小时循环数千次。
在这种环境里,辊颈轴承是整个生产机架的关键节点。它一旦失效,机架就会停机。决定轴承结构选型的,应该是每个机架自身的载荷特性,而不是单价。
四列圆锥滚子轴承在钢铁、铝、铜以及其他金属轧制场合的复合载荷工位中,已经是经过充分验证的成熟方案。四列圆柱滚子轴承则几乎专属于金属行业,主要用在精轧机架位置承受重径向载荷。要弄清哪种结构该用在哪里,得先从每个机架的载荷分布看起。
轧机里到底用什么轴承? 用在辊颈上的两大主流类型,就是四列圆锥滚子轴承和四列圆柱滚子轴承。圆锥结构能在单一组件内同时承受径向与轴向载荷,因此成为粗轧机架和中间机架的标配。圆柱结构则专攻纯径向承载能力与转速,因此是精轧机架的首选。多数轧机机组会在不同机架位置上同时使用这两种类型。
什么时候应该选用四列圆锥滚子轴承?
四列圆锥滚子轴承最核心的优势,在于能够在单一统一的组件内同时承受径向和轴向载荷。粗轧和中间机架在轧制方向变化、坯料咬入冲击、辊系横移等工况下,会形成复杂的多方向载荷模式,而圆锥结构无需任何附加推力部件就能把这些载荷一并消化掉。
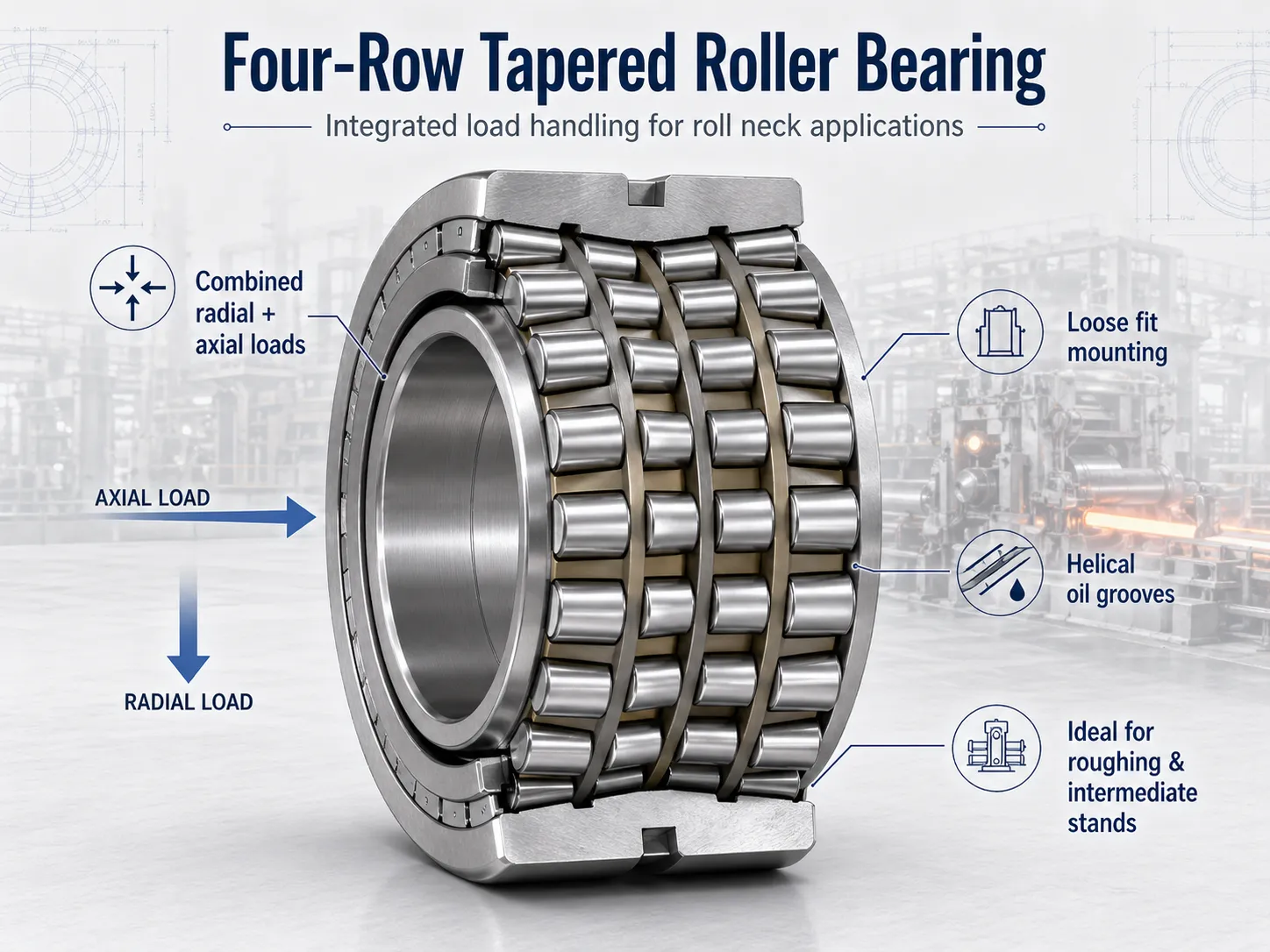
自包含的载荷处理
由于轴向承载能力直接内置在圆锥几何结构里,工程师无需在辊颈组件中额外设计专用的推力挡环或补充的轴向轴承组。零件少了,故障点就少了,尺寸控制更精确,轴承座孔也更干净利落。 在不增加系统复杂度的前提下,能提供最宽广载荷处理能力的轴承,始终是圆锥结构。这正是它们在轧机机组中重载机架位置始终保持默认地位的原因。
间隙配合安装:实现快速换辊
四列圆锥滚子轴承通常被有意设计为间隙配合安装在辊颈上。紧过盈配合在固定式机械中表现良好,但在每班需要多次换辊的工况里就会变成负担。间隙配合安装让维护人员无需专用拆卸工具就能快速拆装辊系,并在每一次换辊周期中保护轴承内孔与辊颈表面。
螺旋油槽:抑制蠕变为何关键
辊颈轴承选型中一个常被低估的设计细节,是加工在轴承内孔上的螺旋油槽。 在我们服务的客户轧机里,螺旋油槽的几何形状是买家压价时最常被牺牲的那一项规格。这些油槽让润滑油在内圈与轴之间持续流动,主动抑制被称为辊颈蠕变的微滑动现象。蠕变若不加控制,就会引发微动磨损,把内孔和轴一起拖坏,这是一种代价昂贵的失效模式。对于按严格尺寸公差制造的四列圆锥滚子轴承来说,螺旋油槽是标准配置;低质量替代品中往往省掉这一设计,这是一个能被量化的风险。
圆锥结构的能力上限
圆锥结构的主要短板是转速。圆锥几何结构固有的挡边-滚子接触界面在高转速下会产生额外热量,这在高产量精轧应用中是一个真实的限制。圆锥轴承在安装时还需要精确设定预紧力,给换辊过程多加了步骤,对轴承座设计的强度与公差也提出了更高要求。对于纯径向高速应用而言,这种复杂度并不能换来对等的回报。
什么时候圆柱滚子轴承反而更胜一筹?
如果说圆锥结构擅长解决复合载荷问题,四列圆柱滚子轴承则针对的是另一组工况:高转速下追求最大径向载荷密度。

卓越的径向承载能力
四列圆柱滚子轴承生来只为一件事,把巨大的径向力以极高的效率消化掉。它的线接触几何结构让滚子沿全长与滚道接触,把载荷分布在比点接触结构大得多的面积上。它严格只设计承受径向载荷,必须搭配单独的推力轴承来处理轴向力。在带钢压下力以径向为主的高速精轧机里,这种专业化直接转化为更长的寿命和更低的发热量。
必须搭配推力轴承
径向上的极致专业化,是有结构代价的。圆柱滚子轴承没法独自处理轴向载荷。每一次安装都需要补充轴承——通常是深沟球轴承或角接触轴承——来吸收轧制过程中产生的轴向力。这就增加了零件数量、加大了轴承座的复杂度,也带来了更多的维护接触点。系统级设计必须考虑如何防止轴向载荷窜入圆柱轴承导致早期失效。
转速性能与可分离结构
圆柱轴承在高速运行方面确实出色。低摩擦特性支持快速加减速循环,这在以通过速度决定产能的精轧机架上是一项实打实的优势。可分离的内外圈结构也让圆柱轴承在维护方面格外实用,技术人员可以拆卸、检查和清洗单个零件,而不用动整个组件。SKF 在 2000 年代初推出的 Explorer 系列圆柱滚子轴承,使用寿命比上一代标准型号提升了三倍。这一进步来自更纯净的轴承钢、更精细的热处理、更严格的制造公差以及更优的表面光洁度(SKF Evolution,2009)。
圆柱结构的能力上限
圆柱结构最根本的限制是无法承受轴向载荷。承受显著轴向力的工况——辊系横移、坯料弯曲、方向性载荷变化——都不能只靠圆柱结构来扛,需要补充推力布置,这就增加了系统复杂度和维护负担。圆柱轴承在整条轧机机组中的适应性也较差,它真正的强项就是以转速为主导的精轧工位。
圆锥与圆柱两种轴承正面对比,差异在哪里?
圆柱滚子轴承与圆锥滚子轴承的差别,归根结底就是各自如何处理力的方向。下表汇总了它们在决定轧机运行时间的关键变量上的对比。
| 因素 | 四列圆锥滚子轴承 | 四列圆柱滚子轴承 |
|---|---|---|
| 载荷类型 | 径向+轴向复合载荷(自包含) | 仅径向,需另配推力轴承 |
| 最佳轧机位置 | 粗轧机架与中间机架 | 高速精轧机架 |
| 换辊速度 | 快(间隙配合安装,无需专用拆卸工具) | 快(内外圈可分离) |
| 轴承座复杂度 | 需坚固的轴承座设计与精确预紧力设定 | 轴承座几何要求相对宽松 |
| 转速适应性 | 中等(高转速下挡边-滚子接触发热明显) | 优秀(低摩擦,可快速加减速) |
| 轴向载荷处理 | 内置,无需补充轴承 | 需要补充角接触或深沟球轴承 |
| 适用工况 | 辊系横移、坯料咬入、复合载荷工况 | 高产量带钢精轧、转速主导型作业 |
载荷方向:根本性的分水岭
最关键的差别就是载荷方向的处理方式。四列圆锥滚子轴承在单一组件内同时承担径向和轴向载荷。圆锥几何结构本身就会产生一个内部轴向分力,因此轴承是顺势消化推力,而不是与之对抗。圆柱轴承能提供卓越的径向承载能力,但任何轴向力都需要单独的推力轴承布置来兜住,而这部分附加复杂度必须经过精心设计,才能避免交叉载荷。
转速:各有各的主场
在对转速敏感的应用里,圆柱轴承重新占据上风。线接触几何结构和高转速下较低的发热量,使其成为精轧机架的首选。圆锥滚子轴承在高速下挡边-滚子界面会产生更多内部滑动,由此带来的额外发热限制了它的性能上限。但圆锥结构胜在通用性,它能在更宽的转速和载荷范围内胜任工作,在整条轧机机组上是适应性更强的选择。
安装与维护的复杂度
换辊周期时间是一项隐性的生产力杠杆。圆柱轴承允许内外圈分离,简化了辊系拆卸。四列圆锥滚子轴承在安装时则需要精确设定预紧力,多了一道工序,但也确保了整个使用寿命内性能的稳定一致。预紧力要求也反过来塑造了轴承座设计:圆锥轴承需要更坚固、公差更严的轴承座布置,圆柱轴承的轴承座几何要求则相对宽松一些。
还有哪些因素决定辊颈轴承的使用寿命?
选对结构只是第一步。要把辊颈轴承用足用好,还要看制造质量、润滑规范、表面完整性和状态监测这四件事。
制造一致性
在高应力的轧机环境里,轴承之间的批次差异会直接威胁运行时间。经认证的制造工艺把尺寸公差和冶金一致性都控在很窄的范围内,而当轴承每小时在极端径向载荷下循环数千次时,这一点至关重要。一致的内部几何结构会直接影响载荷在滚动体之间的分布,因此经认证的制造能力是底线,而不是可选项。
按工位制定润滑策略
转速较高的精轧应用,更适合用油雾或循环油系统,让润滑油膜在热负荷下保持稳定。粗轧机架的工作辊位置因为转速较低,通常可以使用脂润滑的开放式设计。圆锥结构和圆柱结构都依赖于与各自工位匹配的润滑策略,整条轧机机组上没有一种通吃的答案。
表面光洁度与预测性监测
滚道表面光洁度直接决定了启动瞬态过程中滚动体与滚道之间的流体动力润滑油膜能否有效形成,而这正是金属对金属接触最脆弱的时段。监测辊颈温度和振动特征,可以为滚道疲劳、润滑剂失效或正在发展的不对中提供早期预警。 在我们支持的客户轧机里,温度趋势分析一次又一次地在润滑失效演变为灾难性剥落之前就把问题揪出来。这些做法对两种轴承都同样适用,与具体配置无关。
如何为您的轧机机架选出对的轴承?
最终的决策落在载荷分布和转速要求两件事上。四列圆锥滚子轴承的强项,在于工作辊承受复合径向与轴向载荷、且换辊频率高的工况,这正是大多数粗轧和中间机架的写照——方向性载荷常态化存在。四列圆柱滚子轴承则提供精轧机架所需要的径向精度与转速能力,并把搭配补充推力轴承所带来的复杂度,作为换取最大通过速度的代价。
没有哪种结构是普遍占优的。对的那种轴承,是与您具体轧机机架的载荷分布、转速范围和运行节奏相匹配的那种。选型时还必须把润滑、安装和监测规程一并考虑进来,因为它们才是把额定能力转化为实际运行时间的关键环节。
常见问题
问:四列圆柱滚子轴承能不能承受一些轴向载荷?
不能。四列圆柱滚子轴承严格按纯径向载荷设计。它的线接触几何结构能高效分布巨大的径向力,但滚子本身没法抵抗轴向位移。每一次安装都必须搭配补充推力轴承,通常是深沟球轴承或一对角接触轴承,来吸收辊系横移、坯料弯曲、方向性载荷变化所产生的轴向力。一旦让轴向载荷窜入圆柱轴承,会迅速损伤滚道并导致早期失效。
问:圆柱滚子轴承在粗轧机架里有可能用得上吗?
很少见,且只有在该机架的具体设计为轴向载荷另作安排时才有可能。粗轧机架因为坯料咬入、辊系横移、可逆轧制等原因,通常存在显著的方向性力,更适合圆锥结构内置的轴向承载能力。要在粗轧位置使用圆柱方案,就需要坚固的补充推力轴承布置、精心设计的轴承座以隔绝轴向载荷,以及严格的维护规程来防止交叉载荷。多数操作方在粗轧位置默认选用四列圆锥结构,因为在粗轧机架较低的转速下,那点速度上的边际收益不值得换来的系统复杂度。
问:圆锥辊颈轴承上的螺旋油槽为什么重要?
加工在轴承内孔上的螺旋油槽,能够防止辊颈蠕变——这是一种内圈与轴之间的微滑动现象,会引发微动磨损。螺旋油槽让内孔与轴的界面始终保持稳定的润滑,从根源上瓦解微动产生的条件。如果没有螺旋油槽,内圈会在循环载荷下相对轴缓慢发生位移,时间一久就会把两个表面一起拖坏。优质的四列圆锥结构都把螺旋油槽作为标准配置,而低质量替代品常常省掉这一设计,这种省略往往会以加速磨损的形式在使用现场显形。
问:预紧力设定如何影响圆锥滚子轴承的使用寿命?
预紧力决定了载荷在四列滚子之间如何分布。预紧力不足,会让内部出现游隙,使滚子在方向变化时在滚道上打滑,造成局部磨损。预紧力过大,则会增加摩擦发热,加速润滑剂失效与滚道疲劳。按轴承制造商的规范在安装时正确设定预紧力,才能让载荷分布均匀、热行为可预测。辊颈轴承座必须能够在热循环和换辊过程中维持住这一预紧力,这也是为什么圆锥结构的安装对轴承座公差的要求要比圆柱结构更严的原因之一。
问:同一条轧机机组中两种轴承一起用是常态吗?
是的。多数现代热轧带钢轧机,都会在粗轧和中间机架使用四列圆锥滚子轴承,在精轧机架使用四列圆柱滚子轴承。这两种结构并不是竞争对手,它们解决的是不同的问题,一条工程化得当的轧机机组会让每一种结构都用在它最擅长的位置上。这样做会让采购变得复杂一些,因为要同时管理两种不同的轴承。但更长的维护周期和更高的精轧机架产能所带来的运行收益,对多数操作方来说远远盖过了多一份库存的开销。
关键要点
- 把四列圆锥滚子轴承匹配给具有复合载荷需求和高换辊频率的粗轧及中间机架。
- 把圆柱滚子轴承用于以转速主导、以径向载荷为主的精轧作业。
- 两种轴承都需要恰当的预紧力、润滑和轴承座设计才能达到额定寿命。
- 四列圆锥滚子轴承的优势——自包含载荷处理、间隙配合安装、螺旋油槽——只有在制造质量稳定一致的前提下才会真正兑现。
- 把轴承选型当成系统级决策来对待:载荷分布、转速、润滑和轴承座设计必须先全部对齐,再下结论。
如需全面了解所有轧机轴承类型、选型与维护要点,请参阅我们的轧机轴承权威指南。您也可以浏览我们完整的轧机轴承产品系列,或联系我们的工程团队,就您具体的轧机配置获取技术咨询。


