
Chọn sai kiến trúc vòng bi cho cổ trục của máy cán không chỉ rút ngắn chu kỳ bảo dưỡng. Nó làm dừng toàn bộ dây chuyền sản xuất. Vòng bi đũa côn bốn dãy và vòng bi đũa trụ bốn dãy mỗi loại giải quyết một bài toán kỹ thuật khác nhau về bản chất. Ghép sai loại với giá cán của bạn là một trong những sai lầm tốn kém nhất mà đội mua hàng hoặc bảo trì có thể mắc phải. Một giờ ngừng máy ngoài kế hoạch tại dây chuyền cán dải nóng có thể xóa sạch khoản tiết kiệm tích lũy nhiều năm từ việc cắt giảm chi phí vòng bi, nên đây là một quyết định tài chính chứ không chỉ là kỹ thuật.
Hướng dẫn này phân tích các khác biệt cấu trúc và so sánh hiệu suất trên những biến số quan trọng nhất. Mục tiêu: một khung thực tiễn để chọn đúng vòng bi cho từng giá cán cụ thể của bạn.
Tóm tắt chính
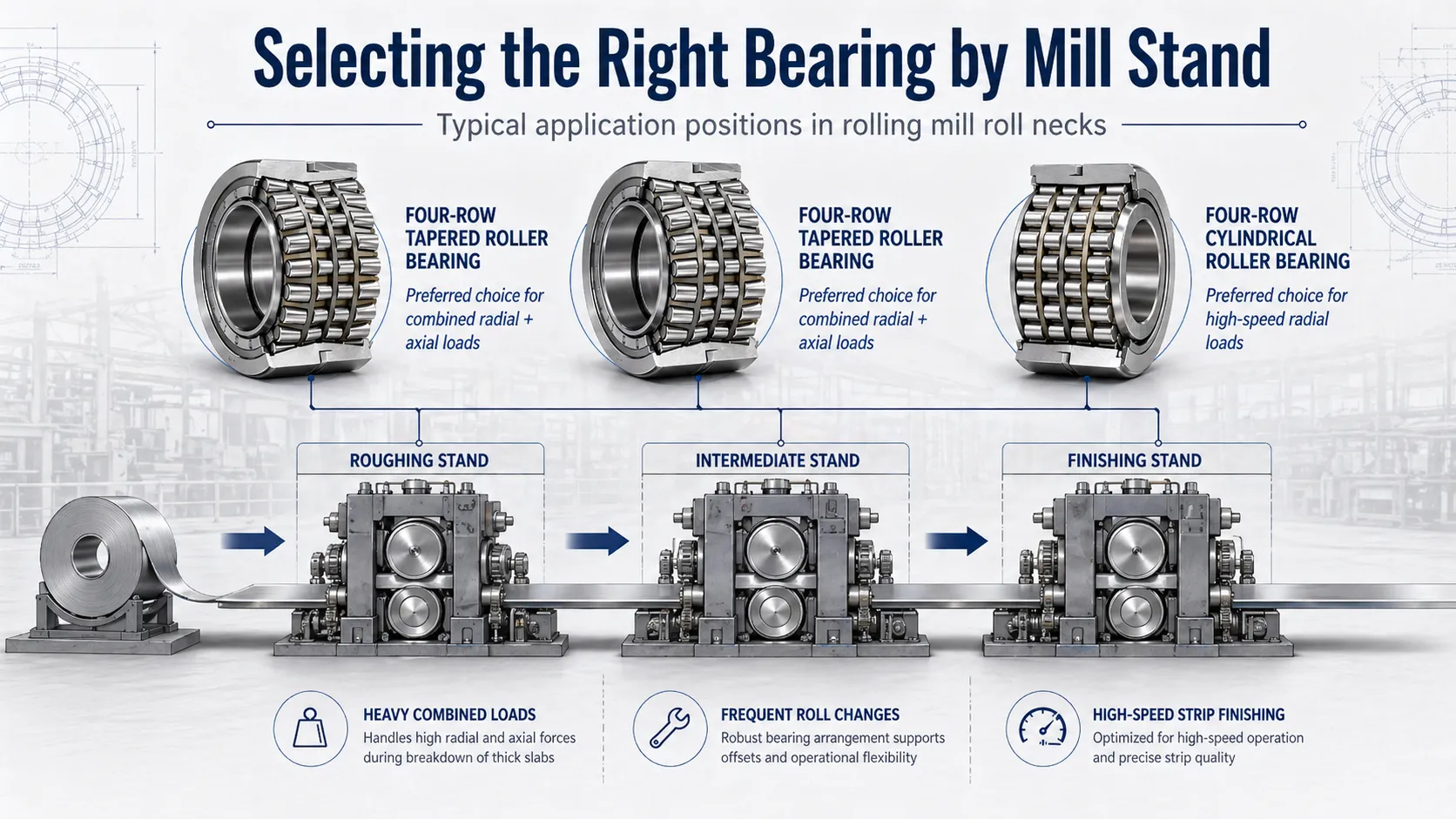
- Dùng vòng bi đũa côn bốn dãy cho giá cán thô và giá cán trung gian, nơi tải trọng hướng tâm kết hợp tải dọc trục là chủ đạo.
- Dùng vòng bi đũa trụ bốn dãy cho giá cán tinh, nơi tốc độ và khả năng chịu tải hướng tâm thuần túy quan trọng hơn việc tích hợp tải dọc trục.
- Phôi slab vào máy cán dải nóng ở 2.300–2.400 °F (khoảng 1.260–1.316 °C) (AIST, 2020); chock vận hành trong môi trường nhiệt bức xạ đó.
- Không kiến trúc nào vượt trội tuyệt đối. Hồ sơ tải, dải tốc độ và thiết kế chock phải đồng bộ trước khi quyết định.

Điều kiện vận hành nào định hình một vòng bi cổ trục cán?
Vòng bi cổ trục cán hoạt động trong môi trường nhiệt và tải khắc nghiệt. Phôi slab vào máy cán dải nóng ở 2.300–2.400 °F (khoảng 1.260–1.316 °C) ở giai đoạn nung lại, và dải thành phẩm được cuộn ở 1.000–1.300 °F (khoảng 538–704 °C) (AIST, 2020). Lượng nhiệt đó bức xạ vào các chock nơi vòng bi vận hành. Vảy cán, nước và mảnh vụn quy trình tấn công mọi bề mặt lộ ra. Mỗi vòng bi hấp thụ tải hướng tâm tính bằng hàng trăm tấn, lặp lại hàng nghìn chu kỳ mỗi giờ trong suốt một chiến dịch sản xuất.
Trong môi trường đó, vòng bi cổ trục cán là mắt xích then chốt của giá cán sản xuất. Khi nó hỏng, giá cán dừng. Đặc tính tải của từng giá cán cụ thể, chứ không phải đơn giá, mới là yếu tố nên dẫn dắt việc lựa chọn kiến trúc vòng bi.
Vòng bi đũa côn bốn dãy đã được khẳng định cho các vị trí chịu tải kết hợp xuyên suốt các môi trường cán thép, nhôm, đồng và các kim loại khác. Vòng bi đũa trụ bốn dãy gần như là độc quyền của ngành kim loại, gánh tải hướng tâm nặng tại các vị trí giá cán tinh. Hiểu kiến trúc nào thuộc về đâu bắt đầu từ hồ sơ tải của từng giá cán riêng lẻ.
Loại vòng bi nào được dùng trong máy cán? Hai loại chủ đạo cho ứng dụng cổ trục cán là vòng bi đũa côn bốn dãy và vòng bi đũa trụ bốn dãy. Thiết kế côn xử lý đồng thời tải hướng tâm và tải dọc trục trong một cụm duy nhất, khiến chúng trở thành tiêu chuẩn cho giá cán thô và giá cán trung gian. Thiết kế trụ chuyên về khả năng chịu tải hướng tâm thuần túy và tốc độ, là lựa chọn ưu tiên cho giá cán tinh. Hầu hết các dây chuyền cán đều sử dụng cả hai loại tại các vị trí giá cán khác nhau.
Khi nào nên chọn vòng bi đũa côn bốn dãy?
Ưu điểm quyết định của vòng bi đũa côn bốn dãy là khả năng chịu đồng thời cả tải hướng tâm lẫn tải dọc trục trong một cụm lắp ráp thống nhất duy nhất. Tại các giá cán thô và giá cán trung gian, đảo chiều, lực đưa phôi vào và dịch chuyển trục cán tạo ra các mô hình tải đa hướng phức tạp. Thiết kế côn xử lý toàn bộ điều đó mà không cần bất kỳ thành phần chặn dọc trục bổ sung nào.
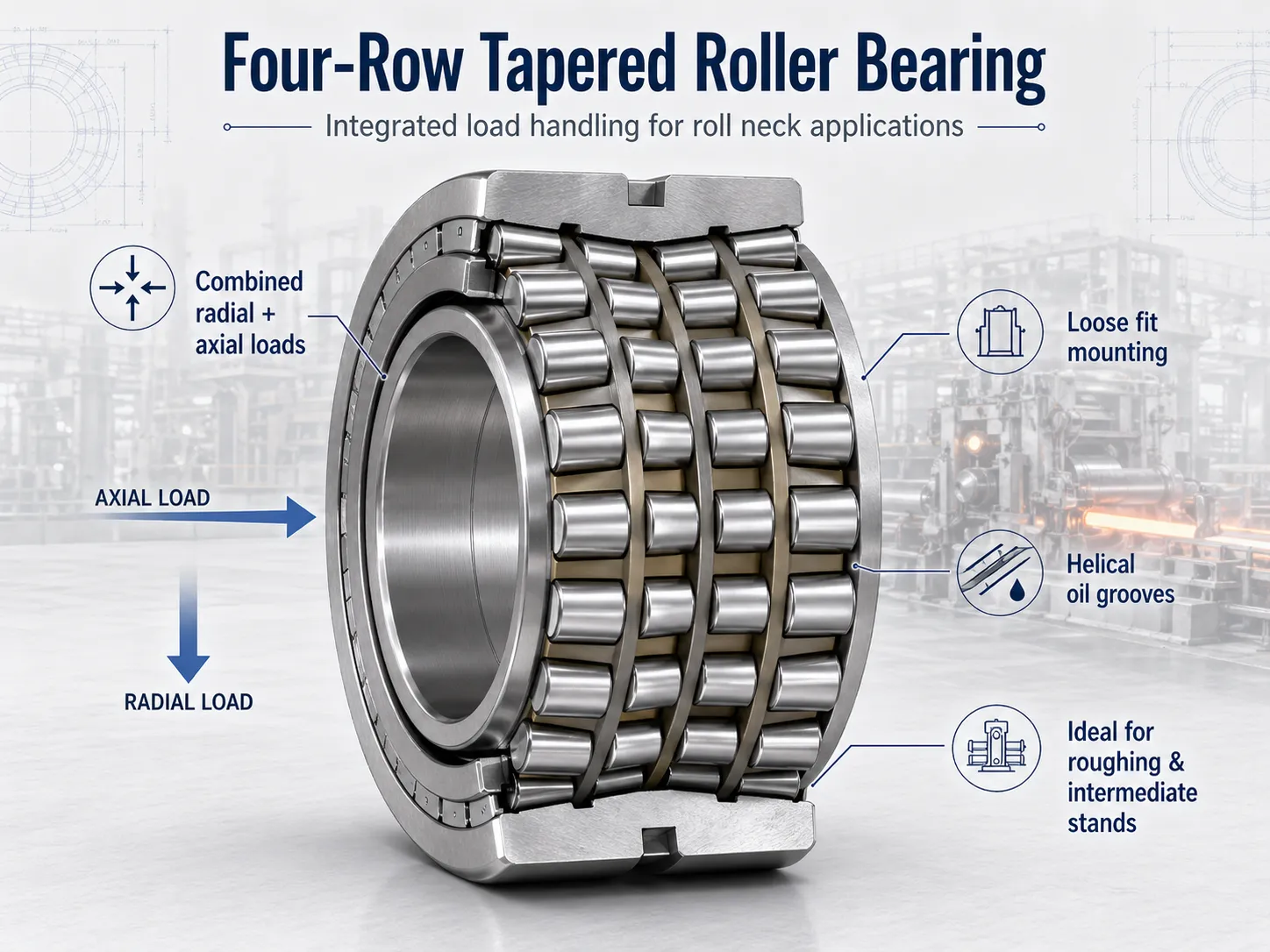
Xử lý tải khép kín
Vì khả năng chịu tải dọc trục được tích hợp trực tiếp vào hình học côn, kỹ sư không cần thiết kế vòng chặn lực đẩy chuyên dụng hay bộ vòng bi dọc trục bổ sung vào cụm cổ trục cán. Ít chi tiết hơn nghĩa là ít điểm hỏng hơn, kiểm soát kích thước chặt chẽ hơn và lỗ vỏ ổ sạch hơn. Loại vòng bi cung cấp khả năng chịu tải rộng nhất mà không làm tăng độ phức tạp hệ thống một cách nhất quán chính là thiết kế côn. Đó là lý do nó vẫn là lựa chọn mặc định cho các vị trí giá cán nặng nhất trong dây chuyền cán.
Lắp lỏng để thay trục cán nhanh
Vòng bi đũa côn bốn dãy thường được lắp với độ lỏng có chủ đích trên cổ trục. Lắp ép chặt làm việc tốt trong máy móc cố định, nhưng trở thành bất lợi khi trục cán phải thay nhiều lần mỗi ca. Lắp lỏng cho phép đội bảo trì rút và lắp lại cụm trục cán nhanh chóng mà không cần dụng cụ tháo chuyên dụng. Nó bảo vệ cả lỗ vòng bi lẫn bề mặt cổ trục qua mỗi chu kỳ thay.
Rãnh dầu xoắn: Vì sao việc khử trượt ngầm lại quan trọng
Một chi tiết thiết kế quan trọng trong đặc tả vòng bi cổ trục cán là rãnh dầu xoắn được gia công vào lỗ vòng bi. Tại các nhà máy cán của khách hàng chúng tôi, hình học rãnh xoắn là hạng mục đặc tả phổ biến nhất bị thỏa hiệp khi người mua chạy theo giá. Các rãnh này giữ cho dầu bôi trơn luôn lưu thông giữa vòng trong và trục, chủ động ngăn chặn hiện tượng trượt vi mô được gọi là trượt ngầm cổ trục cán (creep). Nếu không kiểm soát, trượt ngầm sinh ra mài mòn rung lắc (fretting) làm hỏng cả lỗ ổ và cổ trục. Đó là một dạng hỏng tốn kém. Đối với vòng bi đũa côn bốn dãy được chế tạo theo dung sai kích thước chặt chẽ, thiết kế rãnh xoắn là tiêu chuẩn. Sự thiếu vắng nó trong các phương án chất lượng thấp là một rủi ro có thể đo lường được.
Nơi thiết kế côn chạm trần
Hạn chế chính là tốc độ. Bề mặt tiếp xúc gờ-đũa vốn có trong hình học côn sinh nhiệt bổ sung ở tốc độ quay cao. Đó là một ràng buộc thực tế trong các ứng dụng cán tinh năng suất cao. Vòng bi côn cũng đòi hỏi cài đặt tải trước chính xác trong quá trình lắp đặt, làm thêm bước trong quy trình thay trục cán và yêu cầu bố trí chock chắc chắn hơn, dung sai được kiểm soát kỹ. Đối với các ứng dụng chủ yếu chịu tải hướng tâm thuần túy ở tốc độ cao, độ phức tạp này không đem lại giá trị tương xứng.
Khi nào vòng bi đũa trụ thắng thế?
Trong khi thiết kế côn giải quyết bài toán tải kết hợp, vòng bi đũa trụ bốn dãy tối ưu hóa cho một tập điều kiện khác: mật độ tải hướng tâm tối đa ở tốc độ quay cao.

Khả năng chịu tải hướng tâm vượt trội
Vòng bi đũa trụ bốn dãy được chế tạo chuyên cho một nhiệm vụ: xử lý lực hướng tâm cực lớn với hiệu quả đặc biệt. Hình học tiếp xúc đường, nơi các đũa lăn tiếp xúc với rãnh lăn dọc theo toàn bộ chiều dài, phân bố tải trên một diện tích bề mặt lớn hơn nhiều so với phương án tiếp xúc điểm. Chúng được thiết kế nghiêm ngặt cho tải hướng tâm và phải được ghép cùng một vòng bi chặn riêng để quản lý lực dọc trục. Trong các máy cán tinh tốc độ cao, nơi lực giảm chiều dày dải chủ yếu là hướng tâm, sự chuyên biệt này chuyển hóa trực tiếp thành tuổi thọ phục vụ dài hơn và sinh nhiệt thấp hơn.
Yêu cầu vòng bi chặn
Sự chuyên biệt hướng tâm đi kèm cái giá về cấu trúc. Vòng bi đũa trụ không thể tự xử lý tải dọc trục. Mọi lắp đặt đều đòi hỏi vòng bi bổ sung, thường là loại rãnh sâu hoặc tiếp xúc góc, để gánh các lực dọc trục phát sinh trong quá trình cán. Điều đó thêm chi tiết, làm tăng độ phức tạp của vỏ ổ và đưa thêm các điểm bảo trì. Thiết kế ở cấp độ hệ thống phải tính đến việc ngăn không cho tải dọc trục di chuyển vào vòng bi đũa trụ và gây hỏng sớm.
Hiệu suất tốc độ và thiết kế tách rời
Vòng bi đũa trụ thực sự xuất sắc trong vận hành tốc độ cao. Đặc tính ma sát thấp hỗ trợ chu kỳ tăng tốc và giảm tốc nhanh, là lợi thế thực sự tại các giá cán tinh nơi năng suất phụ thuộc vào tốc độ xử lý. Thiết kế vòng trong và vòng ngoài tách rời cũng làm cho vòng bi đũa trụ cực kỳ thuận tiện cho bảo trì. Kỹ thuật viên có thể tháo, kiểm tra và làm sạch từng chi tiết riêng lẻ mà không phải xáo trộn toàn bộ cụm. Dòng vòng bi đũa trụ Explorer của SKF, ra mắt vào đầu những năm 2000, mang lại tuổi thọ phục vụ gấp đến ba lần so với tiêu chuẩn trước đó. Cải thiện này đến từ thép sạch hơn, xử lý nhiệt tinh chỉnh, dung sai chế tạo chặt chẽ hơn và hoàn thiện bề mặt được nâng cấp (SKF Evolution, 2009).
Nơi thiết kế trụ chạm trần
Hạn chế cốt lõi là không có khả năng chịu tải dọc trục. Các vòng bi phải chịu lực dọc trục đáng kể, ví dụ dịch chuyển trục cán, độ vênh phôi và đảo chiều tải, không thể chỉ dựa vào thiết kế trụ. Chúng cần một bố trí chặn bổ sung, làm tăng độ phức tạp hệ thống và chi phí bảo trì. Vòng bi đũa trụ cũng kém thích ứng hơn trên toàn bộ một dây chuyền cán. Chúng xuất sắc cụ thể tại các vị trí cán tinh nơi tốc độ là yếu tố chi phối.
Vòng bi đũa côn và vòng bi đũa trụ so kè trực tiếp như thế nào?
Khác biệt giữa vòng bi đũa trụ và vòng bi đũa côn quy về cách mỗi loại xử lý hướng của lực. Dưới đây là so sánh trên các biến số quyết định thời gian hoạt động của máy cán.
| Yếu tố | Vòng bi đũa côn bốn dãy | Vòng bi đũa trụ bốn dãy |
|---|---|---|
| Loại tải | Hướng tâm + dọc trục kết hợp (khép kín) | Chỉ hướng tâm — cần vòng bi chặn riêng |
| Vị trí giá cán tốt nhất | Giá cán thô & giá cán trung gian | Giá cán tinh tốc độ cao |
| Tốc độ thay trục | Nhanh (lắp lỏng, không cần dụng cụ tháo) | Nhanh (vòng trong/vòng ngoài tách rời) |
| Độ phức tạp vỏ ổ | Thiết kế chock chắc chắn; cài đặt tải trước chính xác | Hình học vỏ ổ dễ dung nạp hơn |
| Khả năng chịu tốc độ | Trung bình (tiếp xúc gờ-đũa sinh nhiệt ở RPM cao) | Xuất sắc (ma sát thấp, tăng/giảm tốc nhanh) |
| Xử lý tải dọc trục | Tích hợp sẵn, không cần vòng bi bổ sung | Cần vòng bi tiếp xúc góc hoặc rãnh sâu bổ sung |
| Lý tưởng cho | Dịch chuyển trục cán, lực đưa phôi vào, chiến dịch tải kết hợp | Cán tinh dải năng suất cao, vận hành theo tốc độ |
Hướng tải: Lằn ranh phân chia cơ bản
Khác biệt quan trọng nhất là quản lý hướng tải. Vòng bi đũa côn bốn dãy xử lý tải hướng tâm và dọc trục kết hợp trong cùng một cụm. Thiết kế côn sinh ra một thành phần dọc trục nội tại từ chính hình học tiếp xúc, nên vòng bi tự nhiên thích ứng với lực đẩy thay vì chống lại nó. Vòng bi đũa trụ cung cấp khả năng chịu tải hướng tâm xuất sắc nhưng đòi hỏi bố trí vòng bi chặn riêng cho mọi lực dọc trục. Độ phức tạp tăng thêm đó phải được thiết kế cẩn thận để tránh tải chéo.
Tốc độ: Nơi mỗi kiến trúc tỏa sáng
Vòng bi đũa trụ tái khẳng định ưu thế ở các ứng dụng nhạy cảm với tốc độ. Hình học tiếp xúc đường và mức sinh nhiệt thấp hơn ở RPM cao biến chúng thành lựa chọn ưu tiên cho giá cán tinh. Vòng bi đũa côn tạo ra nhiều trượt nội tại hơn tại bề mặt tiếp xúc gờ-đũa khi tốc độ tăng cao, sinh thêm nhiệt và giới hạn trần hiệu suất. Tuy nhiên, thiết kế côn thắng về tính đa năng. Chúng vận hành ổn định trên một dải tốc độ và tải rộng hơn, là phương án thích ứng tốt hơn xuyên suốt cả một dây chuyền cán.
Độ phức tạp lắp đặt và bảo trì
Thời gian chu kỳ thay trục cán là một đòn bẩy năng suất tiềm ẩn. Vòng bi đũa trụ cho phép tách vòng trong và vòng ngoài, đơn giản hóa việc tháo trục cán. Vòng bi đũa côn bốn dãy yêu cầu cài đặt tải trước chính xác khi lắp đặt. Việc đó thêm bước nhưng cũng đảm bảo hiệu suất nhất quán xuyên suốt tuổi thọ phục vụ của vòng bi. Yêu cầu tải trước cũng định hình thiết kế vỏ ổ. Vòng bi côn đòi hỏi bố trí chock chắc chắn hơn, dung sai kiểm soát kỹ, trong khi cấu hình trụ cho phép hình học vỏ ổ phần nào dễ dung nạp hơn.
Còn yếu tố nào quyết định tuổi thọ phục vụ của vòng bi cổ trục cán?
Chọn đúng kiến trúc chỉ là quyết định đầu tiên. Khai thác tối đa vòng bi cổ trục cán còn phụ thuộc ngang bằng vào chất lượng chế tạo, kỷ luật bôi trơn, tính toàn vẹn bề mặt và giám sát tình trạng.
Tính nhất quán trong chế tạo
Trong môi trường máy cán ứng suất cao, độ biến thiên giữa vòng bi và vòng bi là mối đe dọa trực tiếp đến thời gian hoạt động. Quy trình chế tạo được chứng nhận thực thi dung sai kích thước chặt chẽ và tính nhất quán luyện kim, điều mang tính sống còn khi vòng bi phải chịu chu kỳ tải hướng tâm khắc nghiệt hàng nghìn lần mỗi giờ. Hình học nội bộ nhất quán ảnh hưởng trực tiếp đến phân bố tải trên các phần tử lăn. Điều đó biến chế tạo được chứng nhận thành yêu cầu nền tảng, chứ không phải tùy chọn cao cấp.
Chiến lược bôi trơn theo vị trí
Các ứng dụng máy cán tinh chạy ở tốc độ cao hơn được hưởng lợi từ hệ thống dầu sương hoặc dầu tuần hoàn, giúp duy trì màng bôi trơn ổn định dưới tải nhiệt. Các vị trí trục làm việc ở giá cán thô thường chấp nhận thiết kế hở bôi trơn mỡ ở tốc độ quay thấp hơn. Cả thiết kế côn lẫn thiết kế trụ đều phụ thuộc vào chiến lược bôi trơn phù hợp với vị trí của chúng. Không có câu trả lời phổ quát cho cả một dây chuyền cán.
Hoàn thiện bề mặt và giám sát dự đoán
Hoàn thiện bề mặt rãnh lăn quyết định trực tiếp mức độ hiệu quả của việc hình thành màng bôi trơn thủy động giữa các phần tử lăn và rãnh lăn trong giai đoạn quá độ khởi động. Đó là khoảng thời gian dễ tổn thương nhất với tiếp xúc kim loại-kim loại. Giám sát nhiệt độ cổ trục cán và đặc trưng rung động cung cấp cảnh báo sớm về mỏi rãnh lăn, suy thoái dầu bôi trơn hoặc lệch trục đang hình thành. Trong các nhà máy cán của khách hàng mà chúng tôi hỗ trợ, phân tích xu hướng nhiệt liên tục phát hiện hỏng bôi trơn trước khi chúng leo thang thành tróc rỗ thảm khốc. Các chiến lược này áp dụng như nhau cho cả hai loại vòng bi, bất kể cấu hình.
Lựa chọn vòng bi phù hợp cho giá cán của bạn
Quyết định quy về hồ sơ tải và yêu cầu tốc độ. Vòng bi đũa côn bốn dãy xuất sắc khi trục làm việc đối mặt với tải hướng tâm và dọc trục kết hợp cùng nhu cầu thay đổi thường xuyên, tức là phần lớn các giá cán thô và giá cán trung gian nơi lực theo hướng diễn ra liên tục. Vòng bi đũa trụ bốn dãy mang lại độ chính xác hướng tâm và khả năng chịu tốc độ mà giá cán tinh đòi hỏi. Chúng chấp nhận độ phức tạp tăng thêm của bố trí vòng bi chặn bổ sung như cái giá cho tốc độ xử lý tối đa.
Không kiến trúc nào vượt trội tuyệt đối. Vòng bi phù hợp là vòng bi khớp đúng với hồ sơ tải, dải tốc độ và nhịp vận hành cụ thể của giá cán bạn đang quản lý. Việc lựa chọn phải tính đến các quy trình bôi trơn, lắp đặt và giám sát, vốn là thứ chuyển công suất định mức thành thời gian hoạt động thực tế.
Câu hỏi thường gặp
H: Vòng bi đũa trụ bốn dãy có thể chịu được tải dọc trục không?
Không. Vòng bi đũa trụ bốn dãy được thiết kế nghiêm ngặt cho tải hướng tâm. Hình học tiếp xúc đường của chúng phân bố lực hướng tâm khổng lồ một cách hiệu quả, nhưng các đũa lăn không thể tự chống lại chuyển động dọc trục. Mọi lắp đặt đều đòi hỏi một vòng bi chặn bổ sung, thường là vòng bi cầu rãnh sâu hoặc cặp tiếp xúc góc, để hấp thụ lực dọc trục từ dịch chuyển trục cán, độ vênh phôi hoặc đảo chiều tải. Để tải dọc trục di chuyển vào vòng bi đũa trụ sẽ gây hỏng rãnh lăn nhanh và hỏng sớm.
H: Khi nào vòng bi đũa trụ có thể làm việc được trong một giá cán thô?
Hiếm khi, và chỉ khi thiết kế của giá cán đó tính đến tải dọc trục một cách riêng biệt. Giá cán thô thường chứng kiến lực theo hướng đáng kể từ việc đưa phôi vào, dịch chuyển trục cán và thao tác đảo chiều, vốn ưu tiên cho khả năng dọc trục tích hợp của hình học côn. Một cấu hình trụ ở vị trí cán thô đòi hỏi bố trí vòng bi chặn bổ sung chắc chắn, thiết kế vỏ ổ cẩn trọng để cách ly tải dọc trục, và bảo trì kỷ luật để ngăn tải chéo. Hầu hết nhà vận hành mặc định chọn thiết kế đũa côn bốn dãy cho các vị trí này vì độ phức tạp hệ thống không đáng so với phần lợi tốc độ biên ở RPM thấp của giá cán thô.
H: Tại sao rãnh dầu xoắn lại quan trọng đối với vòng bi côn ở cổ trục cán?
Rãnh dầu xoắn được gia công vào lỗ vòng bi ngăn chặn hiện tượng trượt ngầm cổ trục cán, hiện tượng trượt vi mô tạo ra mài mòn rung lắc giữa vòng trong và trục. Các rãnh duy trì bôi trơn nhất quán tại bề mặt giữa lỗ và trục, phá vỡ những điều kiện gây ra mài mòn rung lắc ngay từ đầu. Nếu không có chúng, vòng trong di chuyển chậm so với trục dưới chu kỳ tải, làm hỏng cả hai bề mặt theo thời gian. Các thiết kế đũa côn bốn dãy chất lượng đều có rãnh xoắn như tiêu chuẩn. Các phương án chất lượng thấp thường lược bỏ chúng, và sự thiếu vắng đó biểu hiện thành hao mòn nhanh trong vận hành.
H: Cài đặt tải trước ảnh hưởng đến tuổi thọ phục vụ của vòng bi côn như thế nào?
Tải trước quyết định phân bố tải trên cả bốn dãy đũa lăn. Tải trước quá nhỏ tạo ra khe hở nội bộ khiến đũa trượt qua rãnh lăn khi đảo chiều, sinh hao mòn cục bộ. Tải trước quá lớn làm tăng ma sát và nhiệt, đẩy nhanh suy thoái dầu bôi trơn và mỏi rãnh lăn. Tải trước đúng, được cài đặt khi lắp đặt theo đặc tả của nhà sản xuất vòng bi, phân bố tải đều và tạo ra hành vi nhiệt có thể dự đoán. Chock cổ trục cán phải được thiết kế để duy trì tải trước đó qua chu kỳ nhiệt và các lần thay trục, và đó là một lý do khiến lắp đặt côn yêu cầu dung sai chock chắc chắn hơn so với cấu hình trụ.
H: Có bình thường khi sử dụng cả hai loại vòng bi trên cùng một dây chuyền cán không?
Có. Hầu hết các máy cán dải nóng hiện đại đều dùng vòng bi đũa côn bốn dãy ở giá cán thô và giá cán trung gian, và vòng bi đũa trụ bốn dãy ở giá cán tinh. Hai kiến trúc này không phải đối thủ của nhau. Chúng giải quyết những bài toán khác nhau, và một dây chuyền cán được thiết kế tốt sẽ dùng từng loại ở nơi nó phù hợp nhất. Độ phức tạp mua hàng tăng vì bạn phải tìm nguồn cho hai loại vòng bi khác biệt. Nhưng các lợi ích vận hành — chu kỳ phục vụ dài hơn và năng suất cao hơn ở giá cán tinh — vượt xa chi phí tồn kho phát sinh đối với hầu hết nhà vận hành.
Điểm chính
- Ghép vòng bi đũa côn bốn dãy với giá cán thô và giá cán trung gian có yêu cầu tải kết hợp và tần suất thay trục cao.
- Chọn vòng bi đũa trụ cho vận hành cán tinh tốc độ cao, chủ yếu chịu tải hướng tâm.
- Cả hai loại vòng bi đều cần tải trước, bôi trơn và thiết kế vỏ ổ phù hợp để đạt tuổi thọ định mức.
- Các ưu điểm của vòng bi đũa côn bốn dãy (xử lý tải khép kín, lắp lỏng, rãnh dầu xoắn) chỉ hiện thực hóa khi chất lượng chế tạo nhất quán.
- Hãy coi việc chọn vòng bi là một quyết định cấp hệ thống: hồ sơ tải, tốc độ, bôi trơn và thiết kế vỏ ổ phải đồng bộ trước khi quyết định.
Để có cái nhìn tổng quan toàn diện về tất cả các loại vòng bi máy cán, bao gồm hướng dẫn lựa chọn và bảo trì, xem hướng dẫn dứt điểm về vòng bi máy cán của chúng tôi. Duyệt toàn bộ danh mục sản phẩm vòng bi máy cán, hoặc liên hệ đội ngũ kỹ thuật để được tư vấn kỹ thuật về cấu hình máy cán cụ thể của bạn.


