
为什么轧机轴承材料决定设备运行时间?
钢铁制造中的非计划停机,每小时损失在5,000至50,000美元之间,具体取决于受影响的生产区域(Oxmaint,2026)。轧机不会容忍薄弱的轴承。当热带钢轧机或中厚板轧机满负荷运行时,作用在辊颈轴承上的力是惊人的:径向载荷以数百吨计,工作温度超过150 °C,加上坯料进入时持续不断的冲击载荷。
关键要点
- 通体淬硬52100(60-64 HRC)在冲击较小的稳态载荷支承辊工位表现最佳。
- 表面渗碳淬硬4320H凭借韧性芯部阻断裂纹扩展,可在冲击载荷下显著延长工作辊轴承寿命。
- 机加工黄铜保持架(M/MA后缀)在振动剧烈的可逆轧机中明显优于冲压钢保持架。
- 按轧机工位而非目录现货来选材,是延长轴承使用寿命影响最大的单一变量。
- 非计划停机损失高达每小时50,000美元,材料决策因此既是工程问题,也是财务问题。
在这种环境下,错误的轴承材料不仅是磨损更快的问题,而是会发生灾难性失效。这正是为什么轧机轴承材料是一项战略性工程决策,而非简单的目录选型。
标准工业轴承针对稳定载荷和可预测工况设计;辊颈应用恰恰相反:周期性过载、温度梯度,以及会撕裂润滑油膜并在钢材深处引发疲劳裂纹的冲击力。
应对这些工况的工程方案沿着两条截然不同的冶金路径展开:
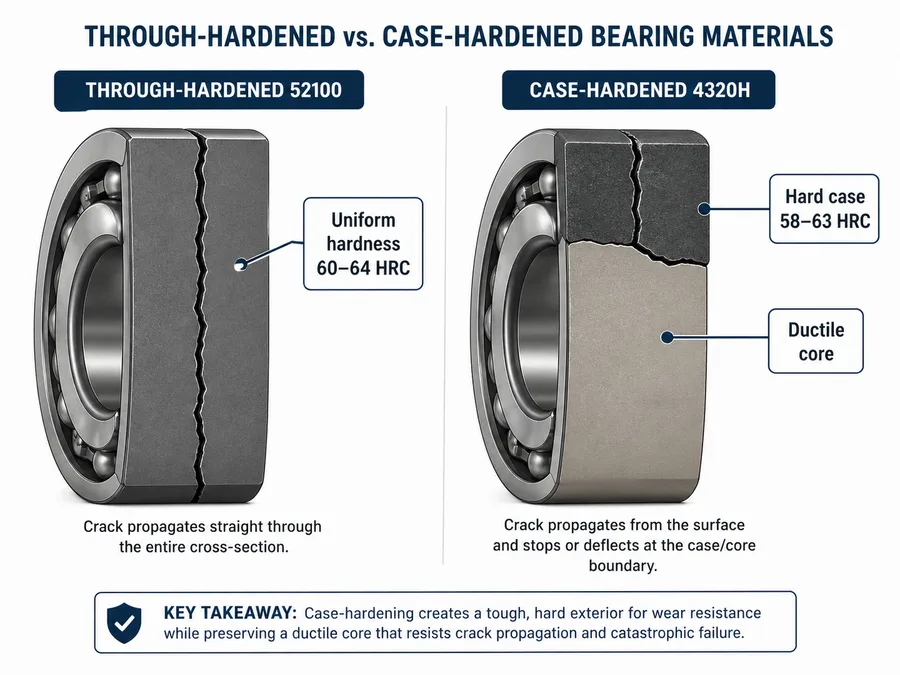
- 通体淬硬:在轴承整个截面上形成均匀硬度
- 表面渗碳淬硬:在韧性良好的延展性芯部上形成坚硬外表面
核心挑战在哪里?要在表面硬度(抵抗接触疲劳)与芯部韧性(吸收冲击而不发生脆性断裂)之间取得平衡。要做对这一权衡,首先要了解行业的基准材料,并准确知道其极限所在。
为什么52100(100Cr6)是轧机轴承的行业标准?
依据ASTM A295和SAE J403,AISI 52100含碳量0.98-1.10%、含铬量1.30-1.60%(Thomasnet,2025)。这一成分使其成为全球应用最广泛的轴承钢,也是衡量其他所有替代合金的基准。
52100的成分如何决定其疲劳强度?
高碳含量是关键驱动因素。在热处理过程中,碳与铬结合,析出细小的碳化物颗粒,弥散分布在基体中,使整个截面达到60-64 HRC的硬度。通体淬硬赋予52100均匀的硬组织,能够抵抗在圆柱滚子轴承和支承辊应用中占主导地位的滚动接触疲劳失效模式。
52100的断裂韧性范围为15.4至18.7 MPa·m^(1/2)(Thomasnet,2025)。作为参照,这足以支撑持续的压缩载荷,但在突发冲击下能力有限。
通体淬硬52100的优势在哪里?
对于支撑工作辊的圆柱滚子轴承,以及多辊轧机中的支承轴承,52100在稳定的高径向载荷下表现可靠。其可预测的疲劳行为和优异的尺寸稳定性,使其在载荷连续且分布均匀的工况下成为可靠选择。
通体淬硬钢的关键局限是什么?
不过,通体淬硬有一个明显的缺点。均匀的硬组织吸收突发冲击能量的能力非常有限。在冲击载荷下(坯料轧机入口处或堆钢事故中很常见),通体淬硬钢可能发生灾难性断裂,而不是通过塑性变形吸能。
何时应指定"超洁净"52100?
当疲劳寿命需要最大化时,指定真空脱气或超洁净52100可减少作为裂纹萌生源的非金属夹杂物。SKF对轴承钢洁净度的研究表明,夹杂物控制是决定疲劳耐久性最重要的单一因素(SKF Evolution,2012)。在实际应用中,这一升级可以显著延长高要求平整轧机应用中的L10轴承寿命。
正是这一脆性局限,使得某些重冲击轧制工位需要一种根本不同的冶金方案——围绕表面渗碳淬硬钢种构建、专门为吸收冲击而不碎裂而设计。
渗碳淬硬钢(4320H)在冲击载荷下与52100相比如何?
根据对渗碳钢滚动接触疲劳的研究,渗碳淬硬轴承钢的断裂韧性可比通体淬硬52100高出两到三倍(Chalmers University / SKF,2012)。正是这一差距,使工作辊轴承能在足以将通体淬硬套圈击碎的堆钢事故中保持完整。
渗碳如何形成双区结构?
渗碳是渗碳淬硬工业滚子轴承钢种的工艺基础,它通过将碳扩散到低碳钢的外表面来完成热处理。结果是轴承拥有两个协同工作的不同区域:坚硬、耐磨的外层(通常58-63 HRC)和其下方相对柔软、延展性好的芯部。
正是这个芯部在冲击载荷下改变了一切。延展性芯部吸收并重新分配冲击能量,而不是任由裂纹笔直贯穿滚道。像52100这样的通体淬硬钢内部组织均匀,意味着一旦表面裂纹萌生,便可能直接扩展至内孔或外径,导致灾难性碎裂。渗碳淬硬钢则在硬化层与韧性芯部的交界处有效阻断裂纹扩展。
在承受重冲击载荷和不对中的应用中,渗碳淬硬钢部件的使用寿命可比通体淬硬同类产品显著延长。这一改善归功于材料更优的断裂韧性,以及它抵抗剥落等表面缺陷处裂纹扩展的能力。
哪些钢种主导渗碳淬硬轴承应用?
两种钢种在该领域占主导地位:
- SAE 4320H 是一种镍铬钼合金,渗碳性能稳定,可获得优异的芯部韧性。在北美轧机规范中应用普遍。
- 17CrNiMo7-6 是欧洲标准的对应钢种,广泛用于重载齿轮箱和大内径轴承应用。其合金含量略高,能改善厚截面的淬透性。
这两种钢种都是专门为冲击抗力优先于最大表面疲劳寿命的应用而设计的。
为什么四列圆锥滚子轴承必须采用渗碳淬硬?
工作辊与支承辊位置的四列圆锥滚子轴承承受着任何轧机机架中最严苛的复合载荷:径向力、轴向推力和冲击事件同时作用。Timken金属行业工程手册明确要求这些位置使用渗碳淬硬滚道,原因正是通体淬硬变体无法可靠承受反复的冲击循环(Timken Engineering Manual,2016)。
不过,钢种选择只是故事的一部分。同样关键的,是在那些剧烈工况下将滚子保持在位的部件——这就把焦点引向了保持架材料。
保持架材料在四列圆锥滚子轴承性能中扮演什么角色?
前面几节聚焦于套圈和滚动体用钢,而保持架往往才是许多轧机轴承最先悄然失效的部位。仅仅了解轧机轴承使用什么钢材远远不够;保持架材料决定了轴承在真实工况下能存活多久。
为什么钢制保持架在轧机环境中表现不佳?
冲压钢保持架成本低廉,但在高振动的轧机环境中力不从心。换卷、变速和穿带操作中常见的快速加减速循环,会产生钢制保持架难以有效吸收的冲击力。结果就是疲劳开裂、滚子偏斜,以及保持架兜孔的加速磨损。
机加工黄铜保持架(M/MA后缀)有哪些优势?
机加工黄铜保持架(以M或MA轴承后缀标识)是高要求轧机应用的首选方案。黄铜具有两大关键优势:
- 自润滑性: 黄铜与钢之间天然具有较低的摩擦系数,即便润滑油膜暂时变薄,也能减少滚子-保持架界面的发热。
- 减振性: 黄铜在冲击载荷下吸收能量,在突发载荷反转时为滚子提供缓冲,而同样的载荷反转会令钢保持架开裂。

在实际应用中,采用黄铜保持架的四列圆锥滚子轴承在可逆轧机机架中的使用寿命,明显优于钢保持架同类产品。我们在中厚板轧机和热带钢轧机的多个客户现场都反复观察到这一规律。
高速冷轧机有哪些替代方案?
对于高速冷轧机,当工作温度和转速超出黄铜的实际极限时,聚酰胺(PA66)或纤维增强聚合物保持架能提供更优的性能。这些材料更轻、产生的摩擦更小,并能承受连续冷轧机中常见的高转速工况。
正确的保持架选择在很大程度上取决于轧机工位和载荷类型,这自然引出了下文按工位分类的选型指南。
轧机轴承使用什么钢材?按轧机工位分类的选型指南
轧机中并非每个工位对轴承的要求都相同。支承辊、工作辊、推力位置和森吉米尔轧机各自产生不同的载荷特征。把正确的材料匹配到每个工位,正是理论知识与工程经验的交汇点。
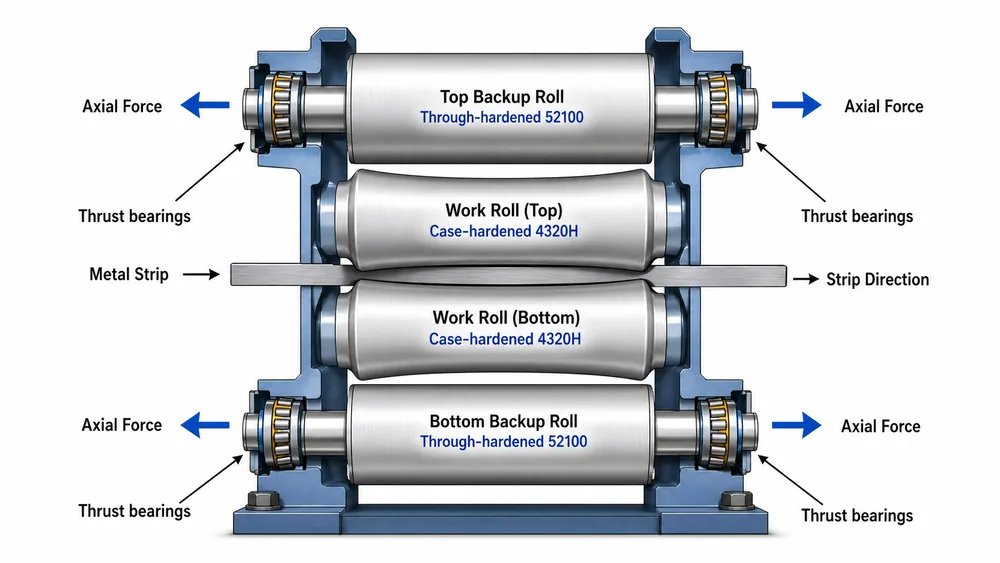
支承辊轴承:为什么使用通体淬硬圆柱滚子?
支承辊在相对稳定的条件下承受巨大的持续径向载荷。通体淬硬52100钢是此处的标准选择,因为载荷可预测、分布在较大的接触面积上,且很少出现突发冲击。整个截面的均匀硬度提供了抵抗次表面疲劳所需的抗压强度,而次表面疲劳正是高载荷、稳态轧制应用中数百万次载荷循环下占主导的失效模式。
工作辊轴承:为什么使用渗碳淬硬四列圆锥滚子?
工作辊则完全不同。这些轴承在承受径向力和轴向力的同时,还要经受换带冲击和突发载荷反转。该工位的四列圆锥滚子轴承材料必须能够吸收冲击而不断裂,这就是渗碳淬硬4320H在此处持续优于通体淬硬替代方案的原因。韧性延展的芯部吸收冲击能量,硬化表层则抵抗在受污染润滑环境下的表面疲劳和磨损。
推力轴承:如何管理轧机机架中的轴向载荷?
连轧机机架中的推力轴承必须承受由带钢张力和轧制力不平衡产生的轴向力。由52100制成的角接触球轴承和调心滚子推力轴承很常见,但选型在很大程度上取决于轴向载荷是单向的还是交变的。交变载荷通常需要韧性等级更高的材料。
森吉米尔轧机(Z-Mill)轴承:为什么精密通体淬硬不可妥协?
森吉米尔轧机使用由多辊排列支撑的小直径工作辊,要求在高接触应力下具有卓越的尺寸稳定性。磨削至极严公差的通体淬硬轴承钢,在此是不可妥协的硬性要求。任何材料不均匀都会直接转化为带钢厚度偏差,使冶金均匀性与硬度本身同等重要。
按轧机工位选材:快速参考
| 轧机工位 | 轴承类型 | 推荐材料 | 关键原因 |
|---|---|---|---|
| 支承辊 | 四列圆柱滚子 | 通体淬硬52100 | 稳定高径向载荷,无冲击 |
| 工作辊 | 四列圆锥滚子 | 渗碳淬硬4320H / 17CrNiMo7-6 | 冲击载荷,径向+轴向复合载荷 |
| 推力位置 | 角接触球/圆锥滚子推力轴承 | 通体淬硬52100 | 纯轴向,载荷可预测 |
| 森吉米尔轧机 | 支撑轴承 | 通体淬硬52100(超洁净) | 要求极高的尺寸精度 |
每个工位都告诉您轴承钢首先需要做什么。当常规钢材达到极限时,替代材料就会打开值得了解的新空间。
ANDE Bearing为以上每个轧机工位制造四列圆锥滚子轴承、四列圆柱滚子轴承和支撑轴承,并提供完整的材料可追溯性文件,包括硬度验证、热批次记录和尺寸检验报告。
何时应考虑替代轴承材料?
像52100和渗碳淬硬钢种这样的标准轴承钢能够覆盖绝大多数轧机需求。但某些工况已经超出了碳-铬冶金所能可靠提供的范围。当应用要求耐腐蚀性、磁中性或大幅降低摩擦时,替代材料就进入了讨论范围。
奥氏体不锈钢在腐蚀性冷却环境中表现如何?
在水基冷却液和化学除鳞抑制剂造成强腐蚀条件的轧机工位,AISI 316奥氏体不锈钢提供了一种站得住脚的替代方案。其较高的钼含量(2-3%)对氯化物点蚀提供了切实的抵抗力,这种失效模式在潮湿轧机环境中会迅速侵蚀标准轴承钢。但代价是真实存在的:316的硬度低于52100,因此并不适合以接触应力为主要矛盾的工位。它最适合轻载、强腐蚀的位置。
陶瓷混合轴承有哪些优势?
氮化硅陶瓷(Si3N4)滚动体与钢套圈的组合,是精密轴承设计中最重要的替代材料发展。陶瓷的密度比轴承钢低约60%,可显著降低高速下的离心载荷(ScienceDirect,2001)。其不导电特性可防止电流引起的电蚀沟槽损伤,这在带电轧机环境中是真实存在的隐患。在实际应用中,混合陶瓷轴承运行温度也更低,能够延长高要求工况下的润滑剂寿命。
保护涂层是否可行?
对于尚未准备好转向陶瓷或不锈钢替代方案的工厂,在标准钢轴承上施加发黑和磷化涂层,能以相对较低的成本获得切实的耐腐蚀和轻度耐磨性能。这些涂层改善了初始磨合期间的润滑剂保持能力,减少早期表面疲劳。它们是在指定高端材料前可行的第一步。
何时需要使用退磁钢?
在电磁干扰或磁性颗粒积聚构成运行风险的场合(某些特殊轧制应用),退磁轴承钢可彻底消除铁磁吸引力,同时保护轴承本体的完整性和产品质量。
选择正确的材料从来不是单纯的冶金决策,而是一项系统性决策,需要把载荷特征、环境、转速和总拥有成本一并放在天平上权衡。让材料能力与实际工况相匹配,当轧机工况发生变化时重新评估,把轴承材料选型当作一项持续的工程学科来对待,而不是一次性的规范选择。
关键要点
- 稳定载荷工位默认选择52100。 支承辊和森吉米尔轧机在载荷可预测、冲击最小的工况下,最适合采用通体淬硬高碳铬钢(依据ASTM A295,60-64 HRC)。
- 工作辊改用渗碳淬硬4320H或17CrNiMo7-6。 任何存在冲击载荷、径向/轴向复合力或堆钢风险的工位,都需要只有渗碳钢才能提供的硬表层/韧芯部结构。
- 保持架材料与套圈材料同等重要。 可逆轧机和高振动机架请指定机加工黄铜保持架(M/MA后缀);高速冷轧机使用聚酰胺保持架。
- 当腐蚀是主要威胁时,不要过度设计。 在把整套轴承升级到特种材料之前,先考虑用AISI 316不锈钢或保护涂层应对潮湿环境。
- 按轧机工位选材,而不是按目录现货选材。 使用上方的选型指南,把轴承钢种、保持架类型和涂层与每个辊位的实际载荷特征对齐。
常见问题
问:轧机工作辊轴承的最佳材料是什么?
渗碳淬硬SAE 4320H或17CrNiMo7-6是工作辊轴承的推荐材料。这些渗碳钢种在韧性芯部之上形成坚硬的外层(58-63 HRC),具备足够的断裂韧性,能在堆钢事故和带钢断裂等冲击载荷下保持完整,而通体淬硬的52100等替代材料在同样工况下会发生碎裂。
问:为什么大多数工业轴承都使用52100钢?
依据ASTM A295,AISI 52100(100Cr6)含碳量0.98-1.10%、含铬量1.30-1.60%,热处理后通体淬硬可达60-64 HRC(Thomasnet,2025)。这一成分能形成均匀分布的碳化物颗粒以抵抗滚动接触疲劳,因此非常适合支承辊和多辊轧机支撑轴承等稳定载荷应用。
问:通体淬硬钢与渗碳淬硬钢有什么区别?
通体淬硬钢(如52100)整个截面硬度均匀,在稳定载荷下具备出色的疲劳抵抗能力。渗碳淬硬钢(如4320H)则在较软、韧性更好的芯部之上形成坚硬外层。关键差异在于:渗碳淬硬钢可在渗碳层与芯部交界处阻断裂纹,而通体淬硬钢会让裂纹贯穿整个截面。
问:轧机非计划停机的代价有多高?
钢铁制造中的非计划停机,每小时损失在5,000至50,000美元之间,具体取决于受影响的生产区域;这一数据综合了直接产量损失、空转炉子的能源浪费、不合格品造成的质量损失以及客户交付违约金(Oxmaint,2026)。
问:轧机轴承应使用黄铜保持架还是钢保持架?
对于振动剧烈、存在冲击载荷的轧机应用,机加工黄铜保持架(M或MA后缀)是首选。黄铜在滚子-保持架界面提供自润滑,并在载荷反转时吸收冲击能量。钢保持架仅适用于稳定载荷、低振动的工位。对于高速冷轧机,聚酰胺(PA66)保持架是更合适的选择。
需要为您的特定轧机配置选择合适的轴承材料? ANDE Bearing的工程团队为轧机轴承选型、材料牌号验证和应用优化提供免费技术咨询。联系我们,24小时内获取报价。


