
根据行业维护基准,热轧带钢轧机一次非计划换辊带来的产量损失成本介于50,000至150,000美元之间。如果再加上紧急维修、报废材料以及下游排程中断,总停机成本每小时可高达数十万美元。这使得四列圆锥滚子轴承的失效分析不再仅是一项工程练习,而是一项财务优先事项。
四列圆锥滚子轴承是粗轧机架与中间机架辊颈应用的标准配置。它们经过专门设计,能够承受钢坯在极端温度下被轧制成带钢时所产生的径向与轴向复合载荷。当它们按设计正常运行时,生产线不会中断;一旦失效,后果将波及整个轧机的生产排程。
对轧机操作人员而言,非计划换辊会立即造成产量损失、维护中断与排程压力。然而,按正常运行工况设计的标准预防性维护计划,往往低估了这些轴承在极端热循环下所承受的考验。热膨胀、急速冷却以及富含氧化铁皮的强力冷却水,都会损害即便是维护良好的组件。
最关键的认知是:热轧带钢轧机辊颈应用中的轴承失效,极少是单点事件,而是一种系统性失效,其根源在于密封性能退化、渐进性不对中以及润滑劣化。早在振动监测仪或温度趋势上出现任何征兆之前,损伤便已悄然发展。
关键要点
- 主要轴承制造商的行业数据显示,仅润滑问题就导致了36-54%的重型工业轴承失效(SKF 轴承损伤与失效分析,访问日期 2026-05;Schaeffler 滚动轴承损伤 WL 82 102,2023)。
- 不对中会将载荷集中到四列轴承中的一两列上,使接触压力倍增,加速滚动接触疲劳。
- 密封件退化引发的水浸入会造成特征性的线状剥落,在冷却水冲刷剧烈的精轧机架中尤为常见。
- ISO 15243:2017损伤分类标准,能够将被动的拆机分析转化为有结构的根本原因调查。
- 密封完整性、对中验证以及温度补偿润滑剂选择,是三项最有效的预防控制措施。
四列圆锥滚子轴承最常见的失效模式有哪些?
来自SKF与Schaeffler的行业数据显示,仅润滑问题就导致了重型工业应用中36-54%的轴承失效(SKF 轴承损伤与失效分析,访问日期 2026-05;Schaeffler 滚动轴承损伤 WL 82 102,2023)。其余案例的大部分则归因于滚动接触疲劳、不对中、水浸入与污染。下文列出的五种失效模式,涵盖了我们在返厂辊颈轴承中最常观察到的失效形式。
1. 滚动接触疲劳与剥落
当工程师调查热轧带钢轧机中四列圆锥滚子轴承的失效时,滚动接触疲劳(RCF)是在重载辊颈轴承中观察到的最常见损伤模式之一。
滚动接触疲劳在实际中意味着什么?当滚子与滚道之间的反复应力循环超过材料的疲劳极限时,便会发生RCF。每一次旋转都会带来一次微应力脉冲。在重径向与轴向载荷下,亚表面微裂纹会在数百万次循环中逐步萌生,往往要等到损伤已相当严重时才被发现。在四列结构中,这种损伤不会均匀地在所有列上发展,正是这种不对称性使早期发现变得困难。
发展过程遵循可预测的路径:微裂纹在循环载荷下扩展,最终连接并破坏表面。结果就是剥落——剥离的滚道材料碎块污染润滑剂,并在破坏性的反馈循环中加速进一步损伤。
包括SKF轴承损伤分类在内的行业失效分析,一致将RCF列为热轧带钢轧机中重载辊颈轴承与夹送辊轴承的主要损伤类型(SKF 轴承损伤与失效分析,访问日期 2026-05)。
2. 不对中与各列载荷不均
不对中是把正常疲劳推向早期失效的"加速剂"。当工作辊未正确对中时,载荷便会不成比例地转移到轴承的一两列上。原因可能是热膨胀、轴承座磨损或安装不当。本应在四列之间均匀分担的载荷,被集中到了可用接触面积的一小部分。
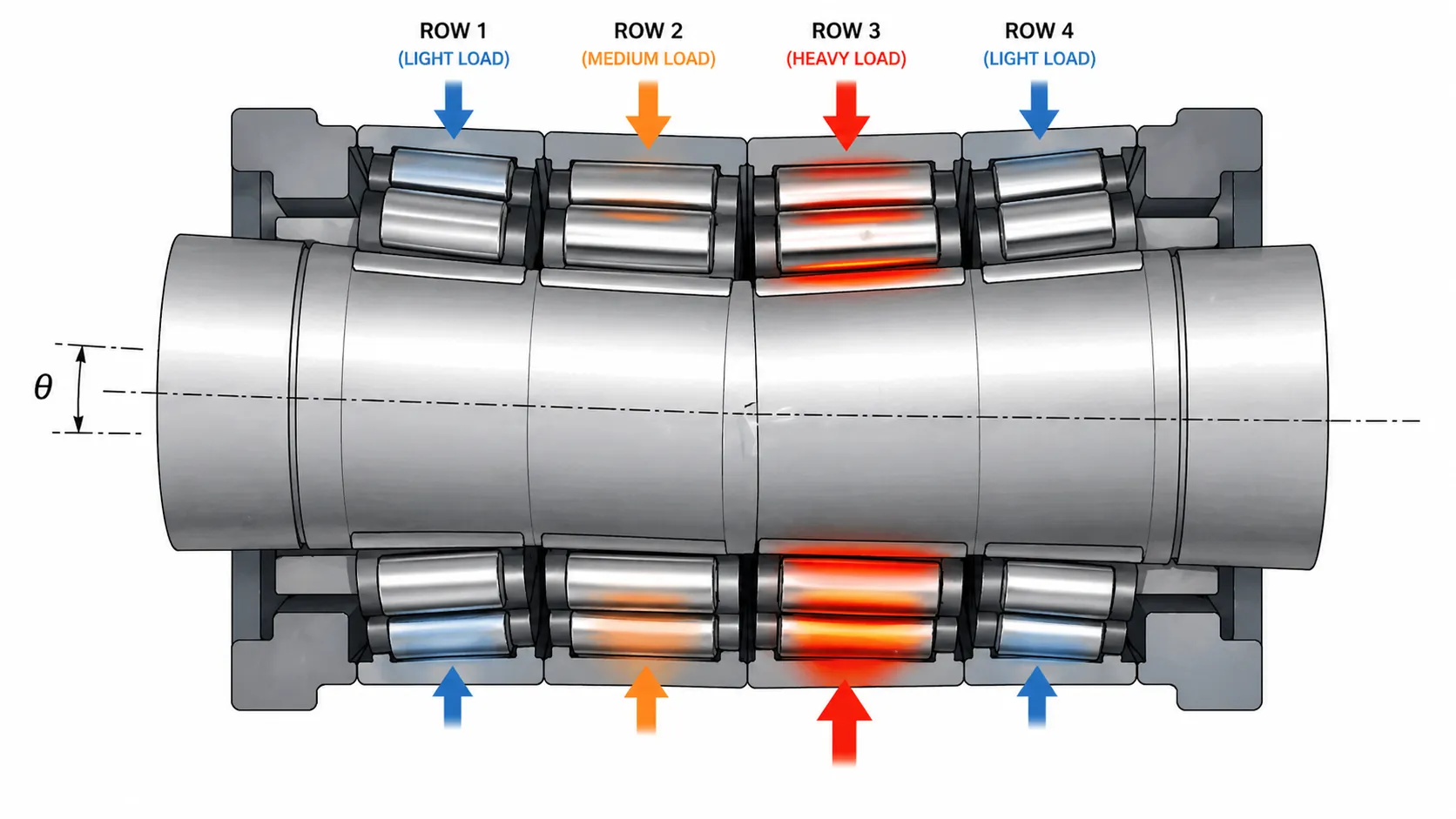
载荷分布不均不仅会增大受影响滚子的应力,还可能使接触压力倍增,从而显著缩短轴承使用寿命。从轴承制造商的视角来看,最有价值的失效照片会展示四列上的全部载荷痕迹,而不仅是剥落区域。这些不均匀的痕迹能够揭示真正的根本原因:是轴承质量、安装错误、轴承座磨损,还是运行时的不对中。
夹送辊轴承面临着一种独特的严苛工况:高带材张力、带材进入咬入区时的冲击载荷以及快速的载荷反向。这些动态作用力恰恰是加速RCF循环的条件。
3. 水浸入与锈蚀点蚀
在威胁热轧带钢轧机四列圆锥滚子轴承的所有失效机制中,水浸入可以说是最具迷惑性的一种。它不会以噪声或振动来宣告自己的存在,而是悄然工作,在损伤变得可见之前的几天乃至数周内逐步侵蚀轴承表面。
精轧机架尤为暴露。高压冷却水直接喷射到工作辊上,以控制带材温度并保持尺寸公差。这种强力喷淋环境给辊颈密封带来巨大压力。当密封件磨损、开裂或就位不当时,水便会找到进入轴承座的路径。
水分如何转化为金属损伤?一旦水进入轴承组件,两个破坏过程几乎同时启动:
- 蚀刻——一种由滚道与滚子表面生锈造成的腐蚀点蚀。从微观的表面氧化开始,逐步演变为可见的点蚀,破坏轴承所依赖的光滑接触几何。
- 润滑膜失效:水污染会降低分隔滚动体与滚道的润滑脂或油膜的粘度与承载能力。Noria关于油中水分污染的分析指出,润滑剂中仅有1%水分,就可能使滑动轴承使用寿命下降高达90%;而对滚动轴承而言,水分远在该阈值之前就已破坏油膜强度(Noria — 油中水分污染,访问日期 2026-05)。
通往线状剥落的路径:点蚀与蚀刻在滚道上形成应力集中点。在轧机正常运行的反复载荷循环作用下,这些点会扩展为特征性的线状剥落形貌,常被误判为疲劳损伤,而其真正的根本原因——水污染——则被忽视。根据轴承行业分析,密封件损坏导致的水浸入是精轧机架四列圆锥滚子轴承使用寿命缩短的主要原因之一。
要防止钢铁轧机中四列圆锥滚子轴承反复失效,必须把密封状态监测视为与轴承检查本身同等紧迫的事项。一个失效的密封件,本身就是一次正在进行中的轴承失效。
4. 润滑失效与热损伤
在热轧带钢轧机中圆锥滚子轴承失效的常见原因中,润滑不当是维护团队最常低估的因素。来自SKF与Schaeffler的行业数据显示,润滑或再润滑不当占重型工业应用所有轴承失效的36%至54%(SKF 轴承损伤与失效分析,访问日期 2026-05;Schaeffler 滚动轴承损伤 WL 82 102,2023)。这意味着每三起以上的故障中,就有一起可以追溯到润滑剂选择、用量或加注时机这种本可控制的因素。我们的轴承润滑指南深入讲解了润滑脂与润滑油的选择、填充量与再润滑周期。
为什么热才是油膜真正的敌人?连续轧制时轴承温度会持续上升,在精轧机架中升幅尤为明显。随着温度升高,润滑剂粘度下降。油膜变薄意味着滚动体与滚道之间的承载能力降低。金属与金属之间开始出现间歇性接触,由此产生的摩擦热进一步降解润滑剂——这是一个自我加速的恶性循环。
油膜厚度的减小,是灾难性抱死的直接前兆。一旦越过这个热阈值,没有干预几乎无法恢复。
把黏着磨损误判为磨粒磨损,是轧机维护团队可能犯下的最昂贵的诊断错误之一:它会把应对方向引向过滤系统升级,而真正的问题其实是润滑不足。
在实践中行之有效的应对措施:
- 专门为钢铁轧机应用设计、具有高粘度、高温性能的润滑脂(含锂基复合或聚脲增稠剂的极压润滑脂)
- 自动再润滑系统,按定时间隔精确送出预定量,消除人为变异
- 温度补偿粘度选择:依据实际运行温度而非环境温度选择润滑剂
- 冲洗-补充循环,在污染累积失控之前清除受污染的润滑脂
来自我们制造经验的一条实用提示:过量加脂会带来自身的问题,引发搅拌损失与发热。精确性与一致性同样重要。
5. 氧化铁皮与碎屑污染
氧化铁皮——热轧过程中无处不在的细小铁锈碎屑——是持续存在的磨粒威胁。进入轴承座的氧化铁皮颗粒会引起磨粒磨损,特征是滚子表面与滚道表面出现微观划痕。这种损伤表现为暗淡的哑光表面,并带有方向性划痕。
这与抱死引起的黏着磨损截然不同。黏着磨损会表现为配合表面之间的材料转移、涂抹以及局部热变色。把两者混淆会导致采取完全错误的纠正措施。在审查钢厂客户返厂的失效轴承时,我们会着重强调这一区别。
如何从损伤形貌识别根本原因
理解轴承究竟是如何失效的,与防止下一次失效同等关键。在热轧带钢轧机中,结构化的损伤分析依赖于标准化的分类体系,包括ISO 15243:2017,它将滚动轴承损伤归类为系统化的代码,便于维护工程师追溯失效的根本原因。
剥落形貌
由滚动接触疲劳引发的典型亚表面起源剥落,在滚道上表现为不规则的、坑洞状的材料剥离。剥落在四列上的深度与分布,能揭示载荷是均匀分布还是因不对中而集中。
线状剥落
沿滚动方向平行延伸的线状剥落形貌,是水污染损伤的特征。蚀刻形成的腐蚀坑充当应力集中源,在循环载荷下扩展为这些独特的线状轨迹。
锈蚀与蚀刻
滚道与滚子上出现锈色斑迹、表面点蚀以及暗灰色斑块,表明遭受了潮湿侵蚀。在精轧机架轴承中,这种损伤形貌几乎总能追溯到密封失效与冷却水浸入。
涂抹与黏着磨损
滚子与滚道表面之间出现材料转移,并伴有热变色(蓝色或麦秆色),表明润滑膜失效后发生了金属对金属的接触。这是润滑不足或热失效的典型特征。
载荷痕迹不均
四列之间出现非对称磨损,是不对中或轴承座磨损最明确的指标。要留意一两列上有较重的接触痕迹,而其他列上痕迹很轻。对钢厂客户而言,同一机架反复发生失效时,应在更换轴承之前先审查密封状态、润滑记录、辊颈几何以及轴承座磨损。

如何预防四列圆锥滚子轴承失效?
通过结构化分析识别出的损伤形貌,不仅能用于诊断问题,更能直接指引哪些应对措施真正有效。现代热轧带钢轧机正在采用分层防御策略,针对根本原因进行干预,而不是仅仅更快地更换轴承。
提升密封完整性
最重要的硬件转变,是向密封型四列圆锥滚子轴承迁移。出厂安装的密封件消除了水浸入的主要路径,从源头解决了污染失效模式,而不是在下游补救。对于在强冷却水环境中运行的轧机,应在每次换辊时检查密封状态,而不是仅在失效发生时才检查。
验证辊颈与轴承座的对中
不对中是早期轴承失效最常见的加速因素。验证应包括:
- 安装轴承前测量辊颈跳动
- 检查轴承座孔的磨损或损伤情况
- 对照轧机机架基准面检查轴承座对中
- 验证特定机架位置的热膨胀允许量
使用高温润滑剂
润滑剂选择应基于轴承位置的实际运行温度,而非轧机环境温度。配合自动再润滑系统在连续轧制中维持稳定的油膜厚度,正确的润滑剂选择能解决可预防轴承失效中最大的一类。
监测振动与温度
在振动分析中,与外圈、内圈、滚动体以及保持架相关的特征缺陷频率,可能在拆机检查发现可见损伤之前就已出现。在粗轧与前段精轧机架上实施连续振动监测的轧机,能够在灾难性失效之前检测到正在发展的缺陷,从而创造出避免非计划停机所需的排程窗口。
温度趋势分析能在润滑失效升级为灾难性剥落之前捕捉到问题。轴承位置温度的突然升高,往往是油膜失效最早可检测到的信号。
在每次换辊时审查轴承
每次换辊都是一次检查机会。维护团队应记录:
- 密封件与密封座的目视状况
- 润滑剂的颜色、状态以及污染程度
- 可见滚道表面的磨损形貌
- 辊颈表面状况(划伤、微动磨损、锈蚀)
这些数据在多次换辊中累积起来,便构成了将被动维护转化为预测性策略所需的趋势历史。
选择更换用四列圆锥滚子轴承前应核对的事项
在更换失效的辊颈轴承之前,维护与采购团队应逐项审查下列参数。目标是确保更换措施针对的是上一次失效的根本原因,而不仅仅是症状。
| 参数 | 需要核实什么 | 为什么重要 |
|---|---|---|
| 轴承型号 | 与OEM图纸或样本一致 | 确保尺寸与载荷额定值兼容 |
| 辊颈直径与公差 | 实测配合等级 | 内孔/轴配合决定初始预紧 |
| 轴承座设计与孔状态 | 表面与尺寸检查 | 磨损的轴承座会加速不对中 |
| 径向与轴向载荷工况 | 机架特定的运行载荷 | 决定选用圆柱还是圆锥结构 |
| 旋转速度范围 | 生产排程数据 | 影响润滑工况与保持架设计 |
| 运行温度 | 轴承位置热成像 | 决定润滑剂粘度等级选择 |
| 润滑方式 | 油脂、油气或循环油 | 决定密封类型与再润滑间隔 |
| 密封结构与状态 | 检查密封唇与密封座 | 防止水浸入的主要屏障 |
| 既往失效形貌 | 四列上的损伤照片 | 揭示根本原因是轴承本身还是系统问题 |
| 所需服役周期 | 换辊排程目标 | 设定目标L10寿命计算 |
| 精度等级 | 应用标准(P0/P6/P5) | 影响振动与尺寸精度 |
| 材料与热处理 | 通体淬硬或渗碳淬硬 | 在高冲击环境中至关重要 |
因不对中而失效的轴承,如果只更换轴承而不纠正不对中状态,就一定会再次失效。同样的逻辑也适用于此清单上的每一项参数。
如需详细对比四列圆锥滚子轴承与圆柱滚子轴承在不同轧机机架位置的应用,请参阅我们的轴承结构对比指南。如需完整的选型、润滑与维护指南,请参阅我们的轧机轴承权威指南。
常见问题解答
问:四列圆锥滚子轴承最常见的失效模式是什么?
滚动接触疲劳(RCF)一直被认定为辊颈轴承调查中的主要损伤模式,尤其是在承受重径向与轴向载荷的粗轧机架与中间机架中。当不对中将载荷集中到一两列而非均匀分布到全部四列时,RCF会进一步加速。
问:水浸入如何损伤热轧带钢轧机轴承?
精轧机架中的高压冷却水会侵蚀已退化的密封件,进入轴承座。一旦进入,水就会引起蚀刻(滚道与滚子上的锈蚀点蚀),并破坏润滑膜。点蚀充当应力集中源,在反复载荷循环下扩展为特征性的线状剥落。
问:因润滑问题导致的轴承失效占多大比例?
SKF与Schaeffler将重型工业应用中36-54%的轴承失效归因于润滑不当:润滑脂等级错误、用量不足、污染或错过再润滑间隔。这使得润滑成为可预防失效中最大的单一类别,远超疲劳或不对中作为独立根本原因的占比。
问:如何在返厂的轴承上区分黏着磨损与磨粒磨损?
由氧化铁皮与碎屑造成的磨粒磨损,表现为暗淡的哑光表面伴有方向性的微观划痕。由润滑失效或抱死造成的黏着磨损,则表现为滚子与滚道之间的材料转移、涂抹以及蓝色或麦秆色的热变色。误判这两者会导致采取错误的纠正措施。
问:ISO 15243是什么?为什么对轴承失效分析很重要?
ISO 15243是一项国际标准,将滚动轴承损伤分为系统化的类别:疲劳、磨损、腐蚀、电蚀、塑性变形以及断裂。在拆机分析中使用ISO 15243代码,可将被动更换转化为根本原因调查,并使维护团队能够在各轧机机架之间跟踪失效趋势。
问:在热轧带钢轧机中,四列圆锥滚子轴承应该多久检查一次?
每次换辊都是一次检查机会,每次轴承座取出时都应记录密封状态、润滑剂状态以及可见磨损情况。在关键机架上实施连续振动与温度监测,能够在两次计划检查之间捕捉到正在发展的缺陷,往往比失效将变得可见的时间提前数周。
防止辊颈轴承失效的关键要点
- 滚动接触疲劳是最常被观察到的损伤模式,且会因将载荷集中到一两列的不对中而进一步加速。
- 密封件退化引发的水浸入会造成锈蚀点蚀与线状剥落,在冷却水冲刷剧烈的精轧机架中尤为明显。
- 润滑失效占所有工业轴承失效的三分之一以上。自动再润滑与温度补偿粘度选择,是最有效的应对措施。
- 使用标准化分类(ISO 15243)进行的损伤形貌分析,可将被动拆机转化为根本原因调查。
- 密封完整性与精确对中,是把高绩效轧机与被动应付式轧机最持续地区分开来的两个变量。
减少非计划换辊应从何处入手?
只要团队理解其背后的机理,热轧带钢轧机中的轴承失效在很大程度上是可预防的。最清晰的下一步,是对当前轴承存量进行一次根本原因审计。趁成本还以工时计而非以产量损失计,去检查磨损形貌、润滑记录与密封状态数据。
结构化的损伤分析,可将轴承失效从不可预测的紧急事件,转化为可管理的、数据驱动的工程问题。
如果您的热轧带钢轧机出现反复的辊颈轴承失效,ANDE Bearing可以协助审核您的轴承型号、运行工况、失效照片以及更换需求。
请向我们提供:
- 轴承型号或图纸
- 失效轴承照片(滚道表面以及四列上的载荷痕迹)
- 应用机架位置
- 运行温度与润滑方式
- 失效周期与既往损伤形貌
- 所需数量
我们的工程团队会评估问题是否与轴承选型、密封、润滑、对中或运行工况有关,并为您的轧机推荐合适的更换规格。
浏览我们的四列圆锥滚子轴承系列、了解完整的轧机轴承产品系列,或联系我们的工程团队进行技术咨询。
关于作者
Jeff Li 为ANDE Bearing撰写有关轴承工程与应用的文章。可在LinkedIn上联系。
资料来源与延伸阅读
- SKF,轴承损伤与失效分析(skf.com/group/support/bearings/bearing-damage-and-failure-analysis,访问日期 2026-05)
- Schaeffler,滚动轴承损伤(出版物 WL 82 102,Schaeffler Technologies,2023)
- ISO 15243:2017,滚动轴承 — 损伤与失效 — 术语、特征及原因(iso.org/standard/59619.html,国际标准化组织,访问日期 2026-05)
- Noria Corporation,油中水分污染(machinerylubrication.com/Read/192/water-contamination-grease,Practicing Oil Analysis,访问日期 2026-05)
- 涵盖热轧带钢轧机辊颈与夹送辊轴承的行业拆机报告以及润滑剂污染研究


