
测量轴承时,需要以毫米为单位记录三个尺寸:内径(孔径,d)、外径(D)以及宽度(向心轴承用 B,圆锥滚子轴承用 T)。掌握这三个数字以及轴承类型,就几乎可以识别当下生产的所有标准滚动轴承;向心轴承的外形尺寸由 ISO 15 规定,公制圆锥滚子轴承则由 ISO 355 规定。
本指南将依次介绍测量步骤、所用工具、导致采购订错备件的常见错误,以及如何用印刷在轴承上的代号反向核对实测数据。
要点速览
- 每一种标准轴承都由三个尺寸决定:内径(d)、外径(D)和宽度(B 或 T)。
- 测量公称尺寸用数字卡尺即可;对精度有要求时改用千分尺(依 ISO 492,P0 级轴承的内径公差通常仅有数微米)。
- 大多数轴承代号的后两位按 ISO 15 内径代号体系编码,对应的就是以毫米表示的内径,这是核对实测数据最快的办法。
- 测量必须在室温下进行;轴承钢的线膨胀系数约为 每米每摄氏度 11–12 μm,对精密轴承而言,热态测量足以使尺寸超出公差。
- 圆锥滚子轴承使用 T(装配后总宽度),而不是 B,因为外圈(外座圈)和内圈(内座圈)是可以分离的。
轴承的三个尺寸是什么?
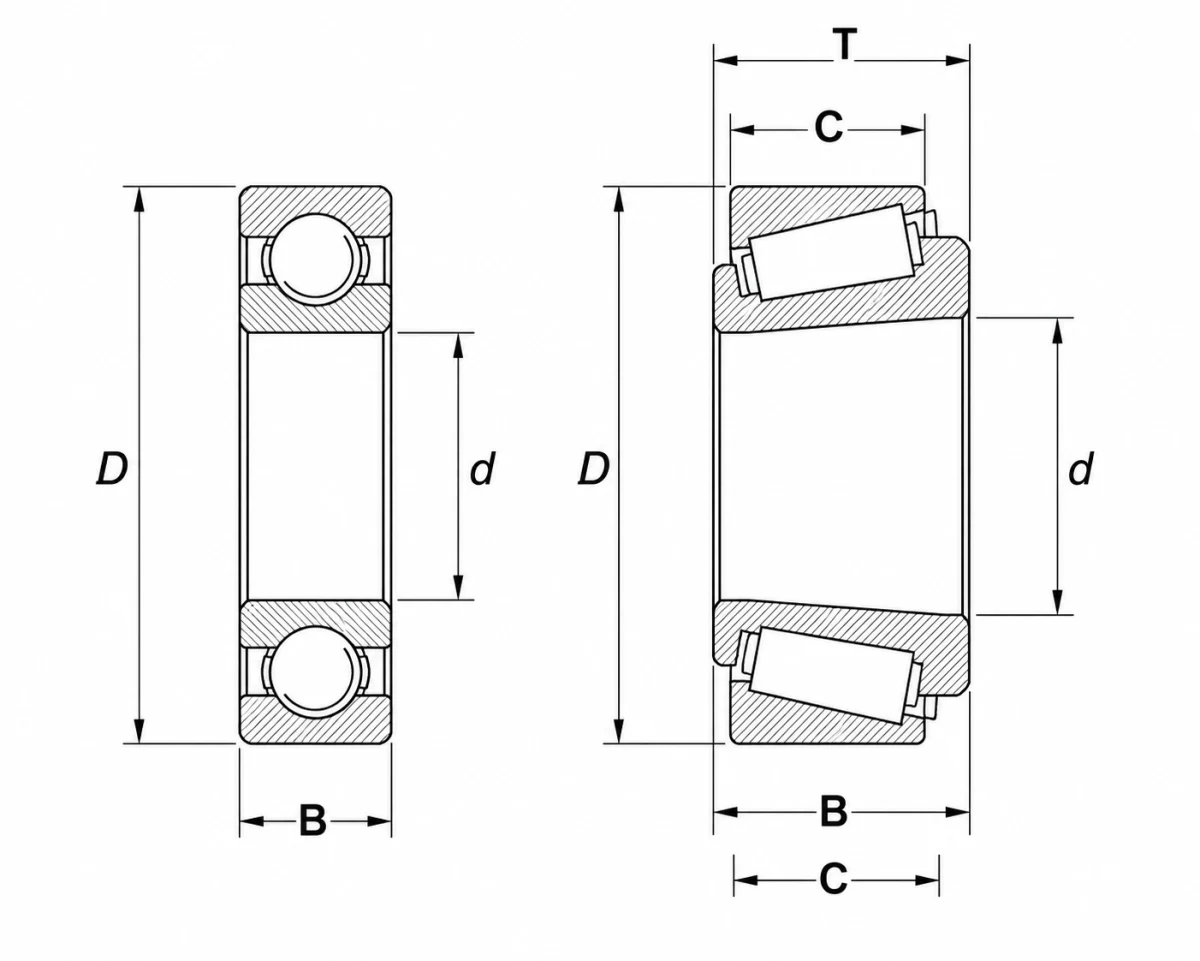
每一种标准滚动轴承都由三个外形尺寸定义,单位为毫米:内径、外径和宽度。这三个数字正是 ISO 15 外形尺寸标准所规定的内容,也是各大主流制造商(SKF、NSK、舍弗勒/FAG、NTN、Timken)在其样本目录每一页顶部都会列出的参数。
- 内径(孔径,d): 套在轴上的孔的直径。这是最关键的尺寸,因为它决定了与轴的配合关系。
- 外径(D): 轴承外表面的直径,与轴承座孔配合。
- 宽度(B): 对向心轴承而言,是两端面之间沿轴向测得的厚度。
圆锥滚子轴承的几何形状不同,符号也相应改变:
- T 是装配后的总宽度(外圈 + 内圈 + 滚子)。
- B 仅指内圈(锥体)的宽度。
- C 仅指外圈(杯体)的宽度。
之所以要做这种区分,是因为圆锥滚子轴承的外圈和内圈是作为可分离部件出货的:只测量内圈并把它当作整套轴承的宽度上报,是最常见的订货错误之一。关于这种几何结构的形成原因,可参阅我们关于圆锥滚子轴承与圆柱滚子轴承对比的指南。
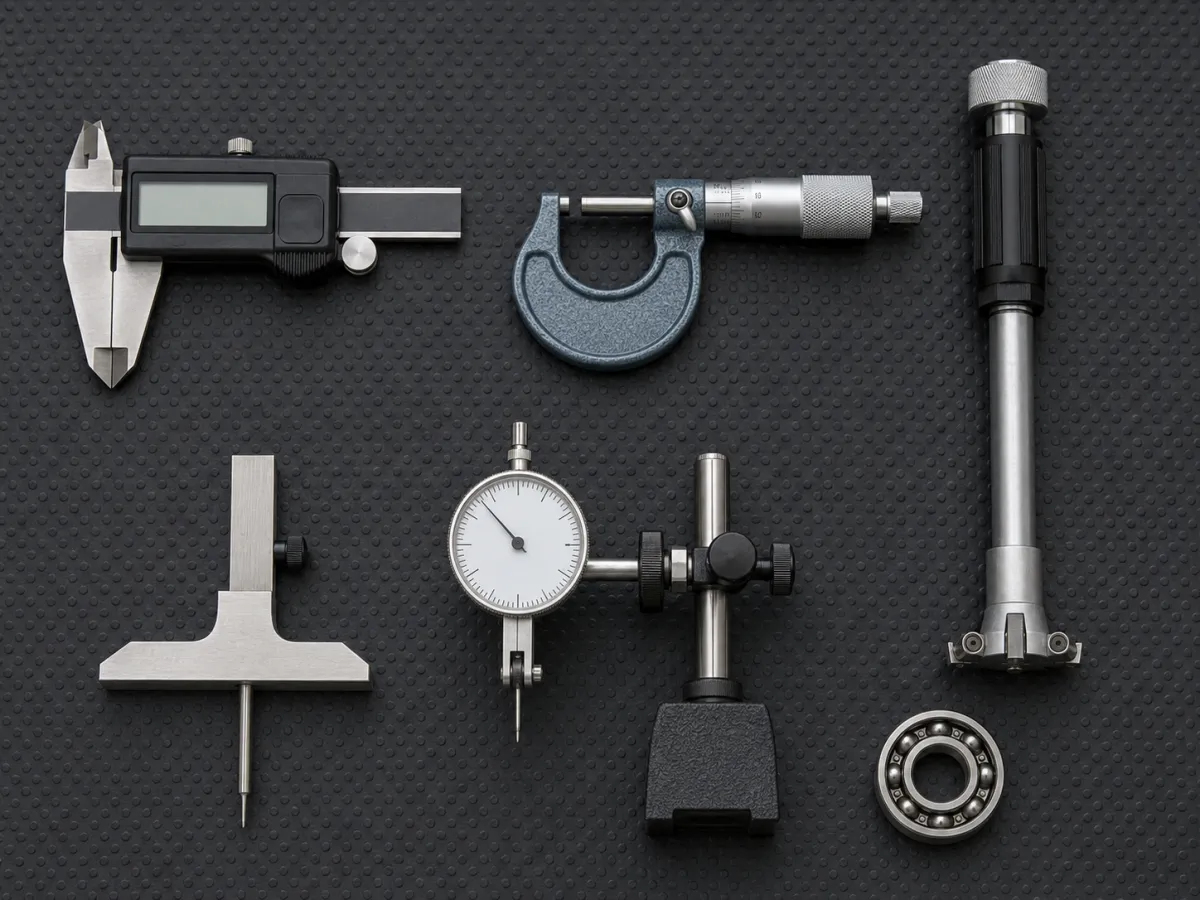
测量轴承需要哪些工具?
对绝大多数备件更换和检验工作而言,三类量具就能覆盖大约 95% 的场合。具体选择取决于公差等级和轴承尺寸大小。
| 工具 | 适用场景 | 典型分辨率 |
|---|---|---|
| 数字卡尺(0–150 mm) | 外径不超过约 140 mm 的标准向心轴承 | 0.01 mm |
| 数字卡尺(0–300 mm) | 较大轴承、外球面带座轴承、立式座单元 | 0.01 mm |
| 外径/内径千分尺 | 精密轴承(依 ISO 492 的 P5、P4、P2 级) | 0.001 mm |
| 内径量表或三点式内径千分尺 | 内径大于 50 mm、卡尺精度不足时 | 0.001 mm |
| 深度尺或卡尺深度杆 | 测量宽度 B 以及圆锥轴承的 T、B、C | 0.01 mm |
普通数字卡尺足以识别公称尺寸。若是检验精密主轴轴承或排查配合问题,卡尺就远远不够了:依据 ISO 492,P0 级轴承的内径公差通常只有 +0/−8 μm 至 +0/−15 μm(视尺寸而定),远低于卡尺的分辨率。
测量必须在 室温(20 °C / 68 °F) 下进行,这是 ISO 与 ABMA 轴承公差的基准温度。轴承钢的线膨胀量约为 每米每摄氏度 11–12 μm:对 AISI 52100 / GCr15 这类整体淬硬轴承钢,线膨胀系数约为 11.5 × 10⁻⁶ /°C(AZoM)。一套公称内径 100 mm 的轴承在 30 °C 下读数比 20 °C 时大约多 12 μm,足以扰乱精密检验的结果。
如何测量轴承:分步操作
下述流程假设你已将轴承从机器上拆下、清除油脂与污垢,并使其恢复至室温。如果轴承仍压装在轴上,则只能测外径和宽度,无法测内径。
步骤 1 — 清洁轴承
用无绒布擦去全部油脂和颗粒物。卡尺测量爪或量规砧面与孔之间夹入颗粒物,会引入 50 μm 以上的误差。对于污染严重的轴承,可使用脱脂剂或煤油清洗,然后彻底干燥。绝不可在轴承因运行而发热时进行测量。
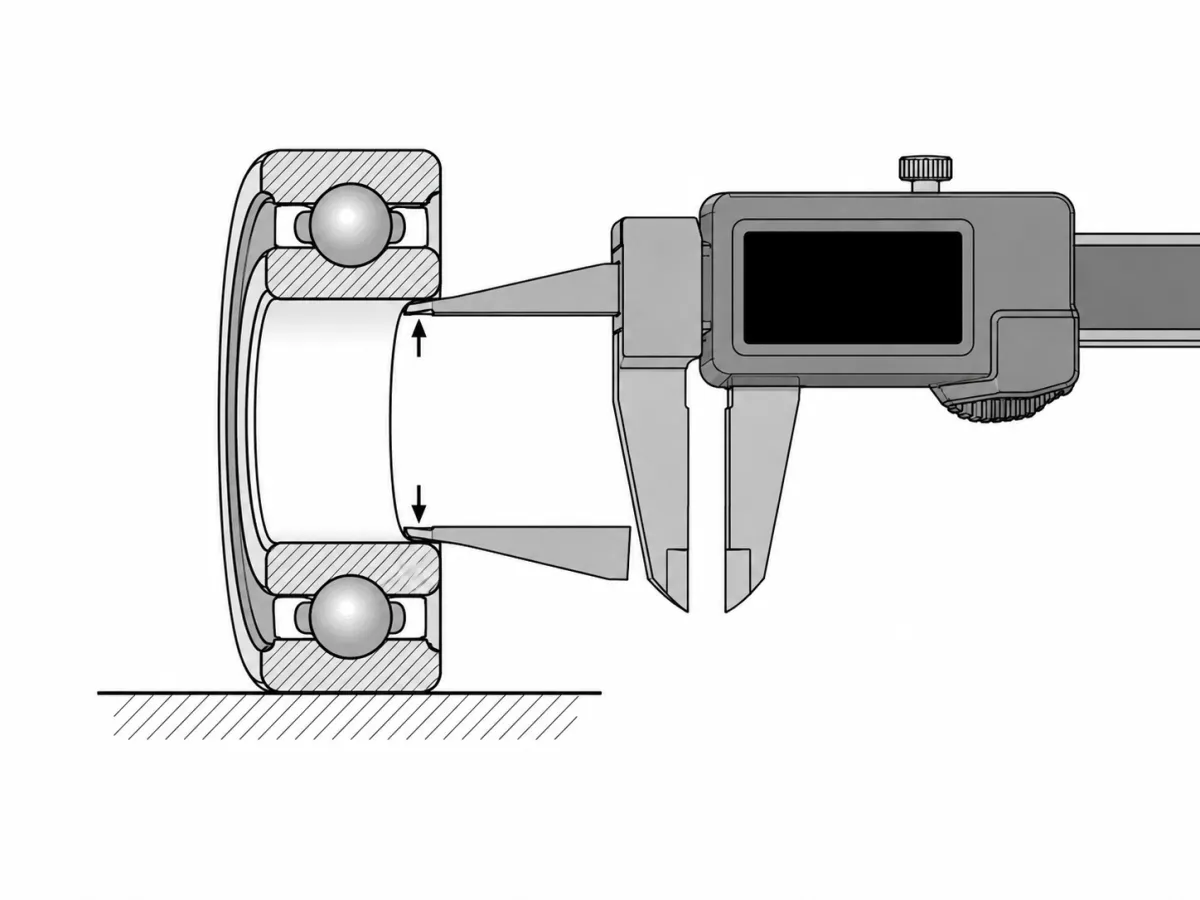
步骤 2 — 测量内径(d)
打开卡尺测量爪,将内测刀口伸入孔内。轻轻摆动卡尺,找到读数最大的位置,那才是该方向的真实直径。沿圆周大约 120° 间隔 取三处读数,以发现圆度偏差,并同时记录 最大值与最小值。
对于标准内圈孔径,ISO 492 规定上偏差为零,下偏差为负值。也就是说,孔径只能小于公称值,不能大于公称值。验收时,测得的 最大 直径不得超过公称内径,最小 直径不得小于下极限尺寸。如果只是想快速核对上限,应记录三次读数中的 最大值,而不是最小值。
对于内径大于约 50 mm 的轴承,由于测量爪存在挠曲,数字卡尺的精度开始下降。此时应改用内径千分尺或三点式内径量表;任何精密等级的轴承也都应如此处理。
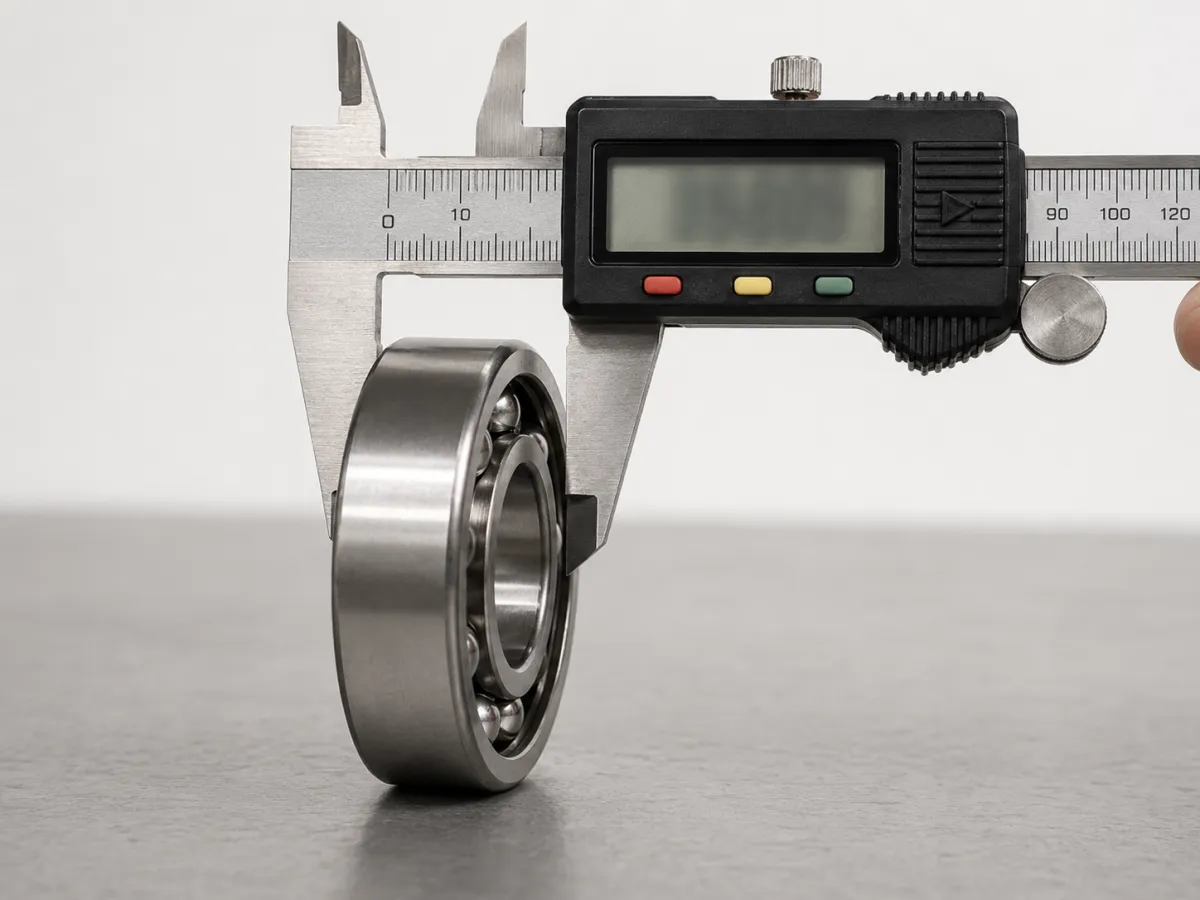
步骤 3 — 测量外径(D)
使用卡尺的外径(外测)刀口。同样在圆周方向相隔 120° 的三处取读数后取平均值。外圈通常是最容易精确测量的尺寸,因为它完全暴露、无遮挡。
步骤 4 — 测量宽度(B 或 T)
将轴承平放在水平台面上,用卡尺的深度杆或测量面跨过两端面进行测量。深沟球轴承或圆柱滚子轴承直接得到的就是 B。
对圆锥滚子轴承,则需先判断自己测的是哪一个宽度:
- 如果外圈、内圈与滚子仍处于装配状态,所测的是 总宽度 T。
- 如果只测分离后的内圈,所测的是 B。
- 如果只测分离后的外圈,所测的是 C。
样本目录中针对圆锥滚子轴承会同时给出三者;订货时需要匹配的通常是 T(连同外形尺寸 d × D × T)。
步骤 5 — 用轴承代号反向核对
下单订购备件之前,先解读外圈上印刷的轴承代号(详见下一节)。多数公制轴承代号的后两位编码就是其内径尺寸,因此快速查表就能验证实测值是否正确。如果代号显示内径为 30 mm,而卡尺测出 29.7 mm,那一定哪里出了问题。要么是非标轴承,要么是磨损严重,要么测量有误,务必查明原因再下单。
如何通过轴承代号读出尺寸?
依据 ISO 15 代号体系,绝大多数公制滚动轴承的内径尺寸都直接编码在代号的后两位中。只要标识仍可辨认,这是不借助任何工具就能识别轴承的最快方法。
内径代号(基本代号的后两位)规则如下:
| 内径代号 | 内径(mm) |
|---|---|
| 00 | 10 |
| 01 | 12 |
| 02 | 15 |
| 03 | 17 |
| 04 及以上 | 内径代号 × 5 |
所以代号为 6204 的轴承,其内径为 20 mm(04 × 5);代号为 6206 的内径为 30 mm(06 × 5);代号为 22220 的调心滚子轴承,内径为 100 mm(20 × 5)。

内径代号的特例
该规则存在以下特例:
- 内径小于 10 mm 的,直接以实际数值表示(例如 608 即内径 8 mm)。
- 内径达到或超过 500 mm 的,用斜杠加完整数值表示(例如 6/500 即内径 500 mm)。
- 英制系列轴承(在 Timken 代号体系下的圆锥滚子轴承中很常见)采用完全不同的编码约定,以基本系列号为基础,不遵循上述毫米规则。
代号中其余位则给出轴承的系列与类型。以 6206 为例:
- 6 = 轴承类型(深沟球轴承,单列)。
- 2 = 尺寸系列(按 ISO 15 反映宽度与外径的比例关系)。
- 06 = 内径代号 → 内径 30 mm。
正因如此,经验丰富的采购人员只要把代号念出来,甚至不必看到实物就能立刻判断尺寸是否对得上。关于这些代号所涵盖的轴承类型,请参阅轴承的不同类型。
测量轴承时的常见错误
以下是我们在客户提供测量数据进行交叉比对时最常见的失误模式。每一种都让真实客户经历过返单或装错型号的代价。
我们在交叉参考收件箱中看到的情况。 在 2026 年初我们技术团队处理的最近约 200 份测量请求中,倒角与圆柱面混淆的错误(下文第 #6 项)构成「测量错误」邮件的最大一类:游标卡尺的量爪压在外圈端面的倒角上,使外径在 50 至 120 mm 之间的轴承读数比真实值大 0.3 至 0.6 mm。第二常见的是圆锥滚子轴承内圈宽度与总宽度的混淆(下文第 #2 项),几乎全部发生在汽车轮毂轴承更换场景,原内圈仍留在轮毂上,只有外圈被送回检验。
1. 把磨损轴承的尺寸当作公称尺寸。 一套已运行多年的轴承,其内径可能因磨损而扩大 50–200 μm。务必用印刷代号反向核对,而不是把磨损后的尺寸当作原始尺寸。
2. 在圆锥滚子轴承上把 B 当作 T。 把内圈宽度 B 当作整套轴承的宽度 T 上报,会导致订到的备件相对于轴承座过窄。务必在外圈、内圈装配在一起的状态下测量 T;或者一旦确定基本代号,就直接从样本目录中查取 T。
3. 在轴承发热时测量。 一套刚从 70 °C 工作状态下取下的 100 mm 尺寸轴承,相比室温下的同款轴承,读数会偏大约 50 μm。精密尺寸必须等其冷却后再测。
4. 使用磨损或未经校准的卡尺。 在做精密测量前,务必用块规或已知基准件对卡尺零点进行校验。即使数显读数显得很自信,校准失误的卡尺也可能偏差 50 μm 甚至更多。
5. 忽视公差等级。 公称尺寸完全相同的两套轴承,依 ISO 492 可能属于截然不同的公差等级:P0(普通级)、P6、P5、P4、P2,精度依次递增。需要 P4 级的高速主轴,不能用同一公称尺寸的 P0 级轴承替代。公差后缀会出现在完整代号中(例如 7008 CDGA/P4A 是一种 P4 级角接触球轴承)。
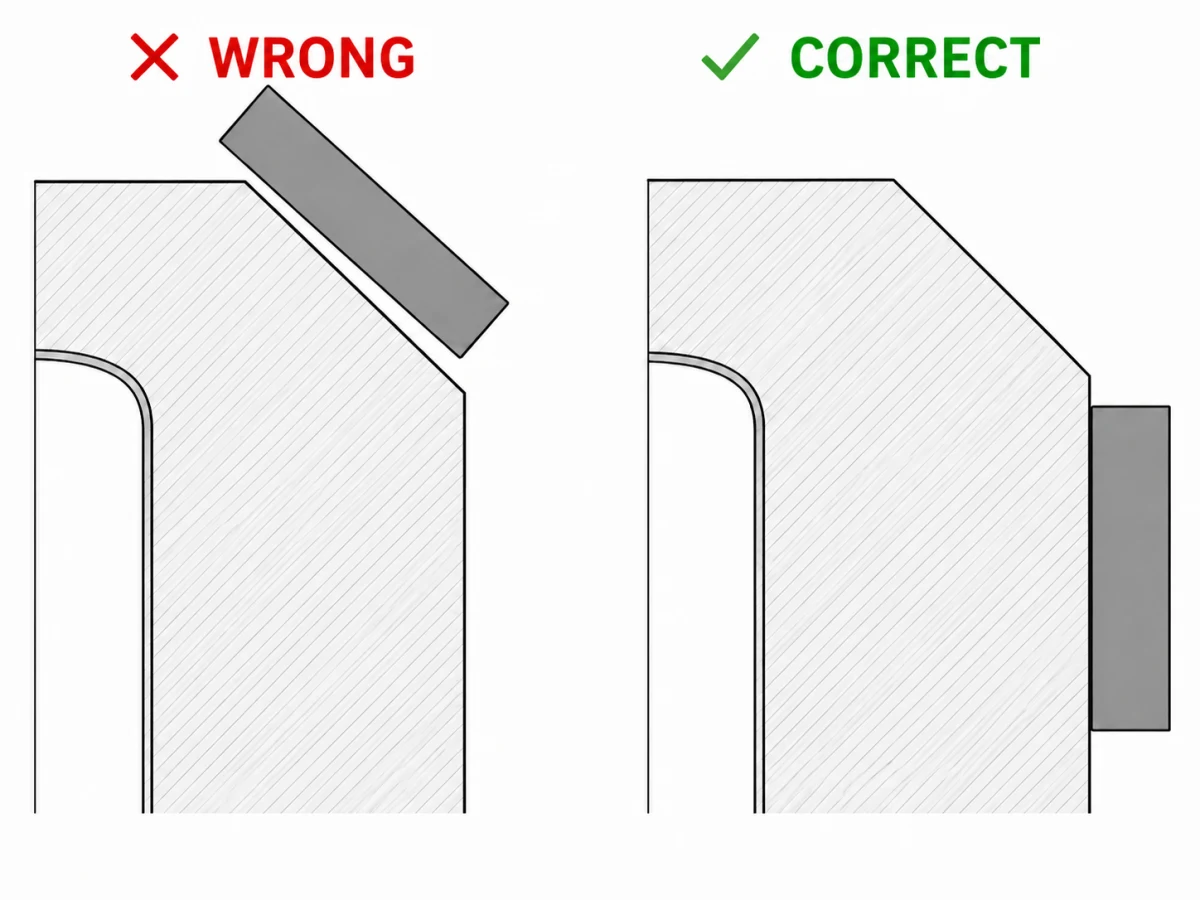
6. 把倒角测成了内径或外径。 轴承套圈的每条棱边都有小倒角(在 ISO 582 中有规定)。如果卡尺测量爪压在倒角上而非圆柱面上,所得读数将 大于真实内径(端面处倒角向外张开),或 小于真实外径(端面处倒角使套圈变窄),偏差通常为 0.1 至 1 mm,视轴承大小而定。务必让测量爪贴靠靠近滚道一侧的圆柱面,而不是倒角棱边。
7. 用卡尺测量径向游隙。 径向游隙(内圈相对外圈在径向上的活动量)应使用塞尺或专用游隙量具测量,而不是卡尺。各类轴承的标准游隙数值在 ISO 5753-1 中有规定。
如果代号无法辨认怎么办?
若印刷的代号已磨损、锈蚀或被油漆覆盖,就必须依靠物理测量来识别轴承。需要测量全部三个外形尺寸(d、D、B 或 T),观察可见的滚动体类型(球、圆柱滚子、圆锥滚子、调心滚子、滚针),数清滚动体列数,并记录任何明显特征(密封、防尘盖、止动槽、外圈带挡边等)。
安德轴承技术团队为客户处理这一类识别工作时,上述输入往往可将候选代号缩小到寥寥几款,通常只剩两三个。结合工况会进一步收窄选择:如果轴承拆自轧机、造纸机或风电主轴,那它几乎可以肯定是调心滚子轴承、圆柱滚子轴承或圆锥滚子轴承。
对于非常老旧或非标的轴承(俄标 GOST 的旧代号、已淘汰的英制系列、特殊 OEM 编号件),有时只能依靠制造商的样本目录交叉比对来确认。安德轴承备有 SKF、NSK、FAG、Timken 等主流品牌代号的交叉比对资料;如果你只有测量数据但代号已不可识,把尺寸发给技术联系人通常比自行猜测更快得到答案。
一览:轴承公差等级
在更换工作中,公称尺寸只是一半的故事;公差等级决定了轴承与轴和轴承座之间的配合紧密程度。从 P0 到 P2,内径公差带大约缩窄至四分之一。下方的表格和图表汇总了 ISO 492 等级及其 ABEC 等效等级(NSK 公差表)。

| ISO 492 等级 | 对应 ABMA 等级 | 典型应用 |
|---|---|---|
| 普通级(P0) | ABEC 1 | 一般工业、齿轮箱、电机 |
| P6 | ABEC 3 | 精密齿轮箱、机床进给机构 |
| P5 | ABEC 5 | 机床主轴、仪器仪表轴承 |
| P4 | ABEC 7 | 高速主轴、精密泵 |
| P2 | ABEC 9 | 超高精度主轴、陀螺仪 |
精度等级越高,对内径、外径、宽度、跳动以及滚道形状误差的公差就越严格。每升一级,价格会大幅上扬:P4 主轴轴承的典型价格通常是同等 P0 轴承的 3 至 10 倍。
常见问题
问:不拆下轴承,怎么测量它?
在轴承仍处于安装状态下,可以用卡尺测出外径和总宽度,但无法直接测内径。最可靠的替代办法是读取外圈上的轴承代号,再依据 ISO 15 用后两位反推内径。如果标识已模糊,则可能需要拆下轴承,或借助内窥镜读取内圈上的标识。
问:圆锥滚子轴承应如何测量?
测量内圈(锥体)的内径 d、外圈(杯体)的外径 D,并在外圈、内圈如运行时一样组装在一起的状态下测量装配总宽度 T。样本目录会单独给出 T、B(内圈宽度)和 C(外圈宽度),因为这些部件可分离。订货时通常需要匹配的,是 T 加上 d 与 D。
问:轴承尺寸采用什么单位?
标准 ISO 与 DIN 轴承以毫米为单位。英制系列轴承(最常见的是用于北美汽车与重型设备的 Timken 代号圆锥滚子轴承)以英寸为单位。订货前务必确认单位制式,对原本以英制单位设计的车辆或设备配套轴承尤其要小心。
问:测量需要多高的精度?
如果只是要识别用于一般替换的 P0 级轴承,±0.1 mm 通常已经够用:ISO 15 样本中的尺寸级差足够大,0.1 mm 误差很少会让你选错型号。但若要检验精密主轴轴承或核对轴与轴承座的配合,就需要千分尺级的精度(±1 μm)以及温度受控的测量环境。
问:能直接测出轴承的额定载荷或寿命吗?
不能,这些参数是计算得到的,而非测量得到的。动、静载荷额定值(C 与 C₀)由轴承的几何与材料属性按 ISO 76(静载荷)和 ISO 281(动载荷)推导得出。寿命则按 L₁₀ 公式计算:L₁₀ = (C/P)ᵖ 百万转,其中球轴承 p = 3,滚子轴承 p = 10/3。可使用的是样本中的 C 值,靠卡尺是测不出来的。
结语
只要清楚那三个尺寸(内径、外径和宽度)以及它们各自对应哪种量具,测量一套轴承不过是几分钟的事情。日常更换工作中,一把数字卡尺加上外圈上印刷的轴承代号通常就足够;ISO 15 内径代号规则(04 及以上的代号 × 5 即为内径)让你能在数秒内对实测值做交叉验证。
真正的难点是精密工况:那时卡尺的精度不够,公差等级会在悄无声息中决定新轴承是否合用。一旦应用对象是高速主轴、精密进给机构,或代号中带有 P 级后缀的任何轴承,就要换用千分尺、在室温下作业,并在订货前确认公差等级。
如果你正在选配备件,希望在下单之前让人帮你再核对一遍测量数据,安德轴承技术团队每天都在做交叉识别和尺寸确认这类工作;欢迎把测量结果以及标识照片发给我们进行确认。
关于作者
Jeff Li 撰写关于轴承工程及其应用的内容,发表于安德轴承(ANDE Bearing)。可在 LinkedIn 与他联系。


